
Abstract
Minimum quantity lubrication is an extensively accepted lubrication system owing to its improved heat removal in the machining areas. The purpose of the current study is to examine the effectiveness of graphene based nanofluids in turning on D3 tool steel with minimum quantity lubrication. Experiments were executed with Taguchi’s L27 orthogonal matrix array. The effectiveness were examined with the machining parameters under environment (dry condition, flood lubrication and minimum quantity lubrication), cutting speed, feed rate and depth of cut in terms of surface roughness, cutting temperature, tool wear and chip morphology. A technique known as Preference Ranking Organization Method for Enrichment Evaluations were used to determine the imperative parameters governing the responses. The results reveal that graphene nanofluids with minimum quantity lubrication found to be a right substitute in reducing the surface roughness, tool wear and cutting temperature.
Similar content being viewed by others


1 Introduction
Generally, cutting fluid is preferred to lubricate and to eliminate the chips during machining process. In current years, selection of proper cutting fluids benefits the industries to minimize the machining cost and in order to sustain in the global market. The practice of minimum quantity lubrication (MQL) system has been practiced by academic people and industries due to less pollution to the environment [1]. The expenses occurred due to excess consumption of cutting fluids can be decreased by 3–4 times with the usage of MQL compared with conventional lubrication [2]. Singh et al. [3] have performed experiments in turning on AISI 4340 steel. They reported that MQL with graphene nanofluids decreased the flank wear, cutting force and cutting temperature. Singh et al. [4] studied the use of hybrid graphene nanoplatelets. The authors observed that surface roughness and cutting force were lowered in turning AISI 304 steel when compared with alumina nano particle. Sirin and Kivak [5] have observed a reduction in surface roughness, cutting force and wear on the tool in milling Inconel X-750 superalloy due to excellent thermal conductivity with hBN nano fluid. Chetan et al. [6] performed experiments with silver nano fluids and Al2O3 nano fluids in turning Nimonic 90 super alloy. The authors found that surface roughness, cutting force, tool wear and coefficient of friction were reduced with Al2O3 nano fluids with MQL compared to silver nano fluids. Rosnan et al. [7] used Al2O3 nano fluids with MQL along with flood lubrication in drilling NiTi alloys. They concluded that high thermal conductivity of nano fluids paved a way in reducing the tool wear, surface roughness and thrust force. Bai et al. [8] studied the consequences of Al2O3, SiO2, MoS2, CNT, SiC and graphite nanofluids in milling titanium alloy. The outcomes suggest that Al2O3 has decreased the surface roughness and cutting force when milling titanium alloys. Zhang et al. [9] observed low surface roughness and minimum specific energy with MoS2 nano particles compared to CNT and ZrO2 nano particles in grinding process. Yin et al. [10] implemented Al2O3 nano fluids with MQL in milling 45 steel. The authors concluded that a decrease in cutting force and low friction coefficient were produced compared with flood and dry conditions. Singh et al. [11] performed experiments in grinding Ti6Al4V-ELI. The results proved that surface roughness and grinding force were minimized with graphene based MQL compared to conventional synthetic fluid. Mao et al. [12] found a decrease in grinding force and cutting temperature were attained with Al2O3 nano fluids with MQL compared with dry, flood and MQL in grinding AISI 52100 steel. Hegab et al. [13] executed experiments through turning of Ti–6Al–4V with MWCNT under MQL. The authors concluded that increase in percentage of nanoparticles minimizes the surface roughness. Huang et al. [14] acquired tremendous results with carbon nanotubes in milling AISI 1050 and AISI P21. A reduction in tool wear and an improvement in the quality of the surfaces were achieved due to better cooling of carbon nanotubes at the machining zone. Li et al. [15] used graphene nano particles with MQL and revealed a decrease in milling force, temperature and surface roughness with good lubrication delivered through MQL based graphene nano particles in milling TC4 alloys. Wang et al. [16] studied the friction mechanism in grinding of Ni based alloy using Al2O3 nano fluids with MQL. The authors pointed out that a reduction in friction was observed as nano fluids deliver admirable lubrication at the machining zone. Lv et al. [17] stated that a reduction in coefficient of friction is found due to efficient penetration of graphene nanoplatelets in milling on AISI 304. Rahman et al. [18] mixed Al2O3, MoS2 and TiO2 to vegetable oil by varying the concentrations to formulate a nano fluid in turning Ti–6Al–4V ELI. The authors detected that Al2O3 nano fluid with 0.5% concentration under MQL minimized the surface roughness. While MoS2 nano fluid with 0.5% concentration reduced the cutting temperature compared with dry and oil cutting. Padmini et al. [19] performed an experimental study with MoS2 nano fluids with coconut oil in turning AISI 1040 steel. They pointed out that cutting force, tool wear and surface roughness were decreased with usage of nano fluids. Vasu and Pradeep Kumar Reddy [20] noticed a reduction in cutting force, cutting temperature, surface roughness and tool wear with Al2O3 nano fluids compared with dry and oil cutting in turning Inconel 600. Thakur et al. [21] examined the impact of EN24 steel in turning under MQL with SiC nano fluids. They noticed that improved thermal conductivity of nano fluids decreases the surface roughness on the machined part. Amrita et al. [22] found a decrease in surface roughness, cutting force, temperature and tool wear in turning AISI 1040 using graphite nano fluids compared to dry and wet conditions. Khandenkar et al. [23] investigated the use of Al2O3 nano fluids in turning AISI 4340. The authors observed that tool wear, cutting force and surface roughness were minimized with Al2O3 nano fluid. Sharma et al. [24] conducted experiments in turning AISI 1040. The authors found that tool wear, surface roughness and cutting force were reduced with SiO2 nano fluids. Sharma et al. [25] performed a study using TiO2 nano fluids with MQL in turning process. They have observed that surface roughness, cutting force and tool wear were decreased in AISI 1040 steel. Rasheed et al. [26] put out a detailed study on graphene based nano fluids. Padmini et al. [27] prepared two types of nano fluids namely nBA and nMoS2 by mixing with coconut oil and sesame oil in turning AISI 1040. They observed that coconut oil + MoS2 has reduced the cutting temperature, cutting force, tool wear and surface roughness when compared with nBA + sesame oil. Bhanu Pavan et al. [28] noticed an outstanding reduction in grinding force, grinding energy, surface roughness and temperature with graphene nano fluids in grinding inconel 718 when related with dry grinding and oil grinding. Pervaiz et al. [29] observed in their experiments that presence of MQL decreased the surface roughness, tool wear and cutting force when compared to dry and oil cutting in turning titanium alloys. Sharma et al. [30] noted that using alumina/graphene hybrid nano particles minimizes the friction coefficient and wear in turning AISI 304 due to enhanced wettability action of nano fluids. Ganesan et al. [31] used copper nano fluids with MQL in turning H11 steel. They identified copper nano fluids provide a substitute to other cutting fluids by minimizing surface roughness and tool wear. Muthuvel et al. [32] executed drilling on AISI 4140 steel. They discovered a reduction in tool wear and improvement in surface finish under copper nano fluids with MQL compared to conventional coolant and oil cutting. Naresh Babu et al. [33] performed turning on EN24 steel under MQL using copper nano fluids and noticed a decrease in tool wear and surface roughness correlated with flood condition and oil lubrication. NikPa et al. [34] performed experiments in milling S50C medium carbon steel with SiO2 as nano fluids under MQL. The authors confirmed that surface roughness, cutting temperature and residual stress were reduced compared with flood cutting. Minh et al. [35] noticed during milling of 60Si2Mn steel with Al2O3 nano fluids under MQL condition that 0.5% volume of Al2O3 nano particles reduced the cutting force, surface roughness and tool wear compared to normal cooling system. Gupta et al. [36] executed several replacements under dry machining, nitrogen cooling, nitrogen with minimum quantity lubrication and ranque-Hilsch vortex tube in turning AL 7075-T6 alloy. The authors noticed that surface roughness and tool wear were reduced with ranque-Hilsch vortex tube machining conditions. Gupta et al. [37] investigated MQL method in turning of Inconel 800. They showed that decrease in cutting force, surface roughness and tool wear observed when compared with flood lubrication. Yildirim et al. [38] analysed the tool wear, surface roughness and tool-chip temperature performance with hexagonal boron carbide nano particles under MQL. They concluded that decrease in surface roughness, tool wear and tool-chip temperature noticed in turning Inconel 625. Sarikaya and Gullu [39] studied the effects of MQL in Haynes 25. The use of MQL paved a way in minimizing the surface roughness and wear on the tool. Yildirim et al. [40] examined the performance of MQL based vegetable oil in milling of Waspaloy. The authors concluded that tool wear and cutting force were reduced when compared to machining with mineral-synthetic oil. Sarikaya and Gullu [41] conducted experiments in turning of AISI 1050. The authors noticed that MQL outperformed conventional cooling process by reducing the surface roughness on the machined component. Sarikaya et al. [42] compared the effect of dry cutting, conventional cooling and MQL in turning cobalt based Haynes 25 super alloy. During their examination, surface roughness was reduced with MQL.
From the literature review, it was identified that use of nanofluids play a dominant role in achieving excellent outcomes in the machining areas. However, it was noticed that only limited studies have been reported with graphene as nanofluids in turning on D3 tool steel even though a significant studies were noticed in turning on various materials. Hence an immediate requirement for a new cutting fluid is necessary. The newness involved in the manuscript is to supply graphene nanofluids under MQL so has to increase the machinability and to examine the impact of graphene nanofluids under minimum quantity lubrication on surface roughness, tool wear, cutting temperature and chip morphology in turning D3 tool steel.
2 Materials and methods
2.1 Material
D3 steel of diameter 20 mm and length 145 mm were used as the material. It has high wear resistance and generally used as moulds in cold hobbing plastics, blanking, forming and drawing dies, sleeves for corrosive powders, bushes, cutting thin sheets and pins in ejector. The chemical composition is enclosed in Table 1.
2.2 Experimental method and responses measured
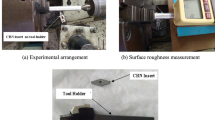
Graphene nanoparticles are used for the preparation of nanofluids. Synthesis of nano fluids was executed by mixing 2 g of graphene nanoparticle with ethylene glycol of 250 mL as base fluid under ultrasonicator (Maxsell-MX35SH, 35 W, 50 Hz) for 1 h at room temperature (Fig. 1a) followed by magnetic stirrer for 20 min as shown in Fig. 1b. The sodium dodecylbenzenesulfonate (SDBS) was employed as surfactant to improve the solidity of the nanofluids [31]. The synthesized nanofluids found to be steady were validated through Scanning electron microscope (SEM) images (Fig. 2) displaying the circulation of nanoparticles. The nanofluids prepared were used immediately for machining in order to prevent sedimentation of nanoparticles. The representation of MQL system is shown in Fig. 3. The nanofluid reaches the mixing compartment through pump and compressed air from the compressor also reaches the mixing compartment. Equal volume of the mixture (nanofluid and air) is regulated with control values. Lastly, the mixture is distributed by the nozzle at the machining areas. A surface roughness tester Surfcorder SE3500 was used to measure surface roughness. The cutoff length and sampling length were selected as 0.8 mm and average roughness value (Ra) was measured at two points and the mean of the values were considered. In order to analyse the temperature at tool-chip zone, an infrared thermometer of non-contact type was used. The scanning electron microscope of make Hitachi S3400N were used to analyse the wear on the inserts (tool wear) and the texture of the chips generated. An atomic force microscope (AFM) of Ntegra Prima-NTMDT was utilized to observe the 3-dimensional view of the surfaces machined.

Nano fluid preparation

SEM image of graphene nano particles

Plan of minimum quantity lubrication
2.3 Design of experiments and Insert used
Experiments were performed on super jobber of make ACE Designers LTD-INDIA as shown in Fig. 4. The parameters selected for machining are indicated in Table 2. The orthogonal array of L27 was chosen for experimental purpose. The experiments were applied in an unsystematic way to reduce the influence of undesirable parameters [43]. Tungsten carbide inserts CNMG 120408MT of make TaeguTec with PCNL 2525M12 tool holder were used for turning process. After each experiment the inserts were replaced with a new insert in order to determine the tool wear effectively. The experimental conditions are shown in Table 3 and the results of 27 experimental trials are presented in Table 4.

Machining centre
3 PROMETHEE-II method
Preference Ranking Organization Method for Enrichment Evaluations (PROMETHEE) is one of the multi criteria decision making techniques hosted by Brans et al. in the year 1984 [44]. It is widely preferred because of its simple calculation process [45]. There are various types of PROMETHEE like I, II, III, IV, V and VI. The PROMETHEE-II is considered for the study because it deals with extensive ranking of the substitutes. It is applicable to circumstances where a limited number of substitutes are to be arranged with numerous and inconsistent conditions [46]. Generally PROMETHEE requires values of the weight assigned to the conditions and the evidence on choice maker importance function when preferred for relating the influence of the replacements with distinct conditions individually. The position of the substitutes for each condition is executed by comparing the substitutes two at a time. The assessment is done through a predefined preference values. Integer in the range 0 to 1 is used to convey the preference where 0 specify least preference and 1 indicate high preference [47]. The stages in PROMETHEE technique are listed below
-
1.
Comparison matrix a pair-wise comparison matrix between the alternatives and criteria are obtained.
-
2.
Normalization the responses are normalized (lower the better) using the equation
$${\text{R}}_{\text{ij}} = \frac{{x_{\text{ij}} - { \hbox{min} }\left( {x_{\text{ij}} } \right)}}{{{ \hbox{max} }\left( {x_{\text{ij}} } \right) - { \hbox{min} }\left( {x_{\text{ij}} } \right)}},\quad {\text{i}} = 1,2 \ldots ,{\text{m}};\quad {\text{j}} = 1,2 \ldots ,{\text{n}};$$(1)Where \(x_{\text{ij}}\) indicates the response measure of ith alternative w. r. to jth criterion.
-
3.
Preference function calculate the preference function \({\text{P}}_{\text{j}} \left( {{\text{a}},{\text{b}}} \right)\) using
$${\text{P}}_{\text{j}} \left( {{\text{a}},{\text{b}}} \right) = 0 \quad {\text{if}}\, {\text{R}}_{\text{aj}} \le {\text{R}}_{\text{bj}} ,$$(2)$${\text{P}}_{\text{j}} \left( {{\text{a}},{\text{b}}} \right) = \left( {{\text{R}}_{\text{aj}} - {\text{R}}_{\text{bj}} } \right)\quad {\text{if}}\, {\text{R}}_{\text{aj}} > {\text{R}}_{\text{bj}}$$(3) -
4.
Aggregated preference function the aggregated preference function are determined taking the criterion weight into consideration
$$\uppi\left( {{\text{a,b}}} \right) = {\frac{{\mathop \sum \nolimits_{{{\text{j}} = 1}}^{n} {\text{w}}_{\rm j} {\text{P}}_{\rm j} \left( {{\text{a,b}}} \right)}}{{\mathop \sum \nolimits_{{{\text{j}} = 1}}^{n} {\text{w}}_{\rm j}} }}$$(4) -
5.
Outranking flows are calculated
$$Leaving\, Flow\!:{\varphi }^{ + } \left( {\text{a}} \right) = \frac{1}{{{\text{m}} - 1}}\mathop \sum \limits_{{{\text{b}} = 1}}^{\text{m}}\uppi\left( {{\text{a}},{\text{b}}} \right), \left( {{\text{a}} \ne {\text{b}}} \right)$$(5)$$Entering\,Flow\!: {\varphi }^{ - } \left( {\text{a}} \right) = \frac{1}{{{\text{m}} - 1}}\mathop \sum \limits_{{{\text{b}} = 1}}^{\text{m}}\uppi\left( {{\text{b}}, {\text{a}}} \right), \left( {{\text{a}} = {\text{b}}} \right)$$(6) -
6.
Net outranking flow is determined for each alternative by
$${\varphi }\left( {\text{a}} \right) = {\varphi }^{ + } \left( {\text{a}} \right) - {\varphi }^{ - } \left( {\text{a}} \right)$$(7) -
7.
The alternative which has the highest \({\varphi }\left( {\text{a}} \right)\) value is the best alternative.
4 Results and discussions
The responses are normalized using Eq. 1 and the values are listed in Table 5. The leaving flow, entering flow and net outranking flow for the experimental trials are evaluated with the Eqs. 5, 6 and 7. Based on the net outranking flow value, ranks are assigned to each experiment as shown in Table 6 [44]. The condition is that minimum net outrank flow value is allotted to “poor” condition and the maximum net outrank flow value is fixed to “best” condition [48]. So, the best condition is test number 25 and poor condition is test number 14 as shown in Table 6. Hence, to reduce the tool wear, surface roughness, cutting temperature and formation of large tooth, test number 25 with value = 1 identified as optimal parameter settings (best condition) as A3Vc3f1d3 (nanofluid, high cutting speed, low feed rate and high depth of cut).
Analysis of variance (ANOVA) represent the most dominating factors in governing the response variables as shown in Table 7. The environment is the dictating factor signifying 97%. The other factors such as cutting speed, feed rate and depth of cut provide less significance as shown in Table 7. Hence, optimal settings and ANOVA signify nanofluid is a key factor in reducing the tool wear, surface roughness and cutting temperature in turning D3 tool steel.
4.1 Surface roughness
The mechanical strength of the components is decreased through fatigue loads if the quality of the surface has irregular texture [49]. Hence, the surface roughness of the work material has to be reduced. The surface roughness considered for the study is average surface roughness (Ra) which is widely used [18, 50, 51]. The initial trial selected is test number 14 with poor value of net outrank flow (Table 6) as A2Vc2f2d3 indicating A2 = dry cutting, Vc2 = 1000 m/min, f2 = 0.08 mm/min and d3 = 1.5 mm. ANOVA (Table 7) represent environment is the important factor in reducing the roughness value. In dry condition, enormous friction is developed resulting in extreme plastic distortion and massive stress at the machining interface resulting in minimizing the quality of the machined surface [43]. This paves a way in generating uneven roughness profile on the work material (Fig. 5) [18]. The roughness contour produced with dry condition with test number 14 (Table 4) reaches 2.1 µm as shown in Fig. 5. In dry condition, the surface roughness is increased by 44% when compared with oil condition and 85% compared with nano fluid condition. The 3-dimensional profile of the machined surface taken with atomic force microscope (AFM) with initial conditions (Fig. 6) under dry machining dictate unpredicted increase with abrupt reduction which pave a path in rising the surface roughness value of 2 µm as shown in Fig. 6. A white mark shown through arrow (Fig. 6) suggests zones prone to high value of surface roughness [33]. With optimal settings for cutting speed = 1500 m/min, feed = 0.03 mm/min, depth of cut = 1.5 mm and environment as oil with MQL disclose efficient lubrication provided at the tool-workpiece zone [43]. Hence, interaction between the tool-work material is minimized. Further, oil forms a boundary at tool-workpiece zone minimising the friction developed [44]. The surface roughness profile attained with MQL under oil conditions (Fig. 7) shows the value generated is 1.16 µm. Hence, the roughness is decreased by 44% with dry condition. The optimal parameter to minimize surface roughness is considered as test number 25 with net outranking flow value = 1 (Table 6) which is the maximum value [44]. The optimal value is considered as A3Vc3f1d3 (nanofluid, high cutting speed, low feed rate and high depth of cut). Machining with graphene as nanofluids minimizes the cutting forces at the machining zone. Hence a decrease in surface roughness in noticed. The excellent cooling permits the flow of chips efficiently, thereby decreasing the abrasion on the machined part [17]. An even surface profile is achieved through nanofluids thereby minimizing the roughness value on the machined part [18]. The surface roughness profile produced (Fig. 8) shows the value generated is 0.3 µm in which the roughness value is decreased by 85% with dry condition with initial settings and 44% under optimal conditions as cutting speed = 1500 m/min, feed = 0.03 mm/min, depth of cut = 1.5 mm and environment as oil with MQL. The 3-D picture of the surfaces machined through optimal trials with nano fluids (Fig. 9) suggest a surface roughness of 300 nm (0.3 µm) shown in vertical scale display signs of low roughness value when compared with initial trial.

Surface roughness graph under dry condition

AFM picture under dry condition

Surface roughness graph under oil condition

Surface roughness graph under nano fluid condition

AFM picture under nanofluid condition
4.2 Cutting temperature
Temperature induced during machining process is a significant parameter to be studied as it plays an important role in determining the life of the tool [45]. The initial trial selected is test number 14 with low net outrank flow (Table 6) as A2Vc2f2d3 indicating A2 = dry cutting, Vc2 = 1000 m/min, f2 = 0.08 mm/min and d3 = 1.5 mm [52]. Hence, in dry condition a rise in temperature in noticed due to rubbing action developed at the primary and secondary deformation zone [46]. The temperature generated is 47 °C (Table 4) which is 32% high with oil condition under optimal trial and 53% high with optimal trail under nanofluids. With oil under optimal conditions, the unsaturated bonds naturally exist in vegetable oil in huge quantity and these acts as boundary at the tool-chip interface in minimizing the temperature [31]. Further, MQL provide good lubrication at the machining interface which paves a way in reducing the temperature [46]. The cutting temperature attained is 32 °C with test number 7 (Table 4) suggest that a reduction of 32% in temperature created when compared with initial (dry) condition. With optimal trails under graphene nano fluids, the nanoparticles have superior wettability action and it also increases the lubrication between the machining regions [49]. Further, high thermal conductivity of graphene nano particles causes a reduction in temperature [53]. Hence the temperature formed is 22 °C (Table 4) with test number 25 which disclose a decrease in temperature of 53% with dry (initial conditions) and 32% with oil under optimal trail.
4.3 Tool wear
The tool life is defined as the ability of the cutting tool to preserve its cutting edge without twist or fracture. The wear considered for the analysis is the flank wear because the lifespan of tool mainly depends on wear arise at the flank face [50]. The initial trail as low net outrank flow (Table 6), with A2Vc2f2d3 as A2 = dry cutting, Vc2 = 1000 m/min, f2 = 0.08 mm/min and d3 = 1.5 mm. Machining with dry condition results in severe plastic deformation and a rise in temperature is noticed which pave a way in increase in flank wear (Fig. 10a) [6]. Machining with optimal trail under environment as oil with MQL, cutting speed = 1500 m/min, feed = 0.03 mm/min and depth of cut = 1.5 mm. The MQL forms a thin boundary coating leading to improved chilling action at the tool-chip zone; hence a decrease in wear is observed [54]. Also, an efficient lubrication of oil with MQL at the tool-chip zone guides a way in minimizing the wear [46]. Hence, a decrease in flank wear noticed (Fig. 10b) when compared with initial trial. With optimal trial under nano fluids, graphene has got high thermal conductivity around 5000 W/mk [11].This property eliminates the heat generated at the machining interface. Further the superoleophilic property of graphene results in formation of thin covering at the machining zone [52]. Therefore the wear on the tool is reduced (Fig. 10c) when compared with dry cutting (initial trial) and oil cutting (optimal trial).

Tool wear a dry condition b oil condition c nanofluid condition
4.4 Chip morphology
The chips produced during machining process have been examined with SEM. Under initial trial (A2Vc2f2d3) with dry machining, an increase in temperature and an excess alternation in sliding at the chips are noticed resulting in increase in temperature [6]. Also, in dry cutting colour obtained in the chip are blue indicating a high temperature. These results in large serrated teeth generated [31] as shown in Fig. 11a. The formation of serrated teeth is an indication of poor surface quality resulting in increase in surface roughness values on the machined part [55]. Through optimal trials with oil cutting under MQL, the oil provide a protective layer between the chip and tool interface which results in decrease in friction [56] which instantaneously minimizes the temperature compared to dry condition. Hence a smooth flow of chips are generated. This resulted in low saw tooth formed when compared with initial trial (dry condition) as shown in Fig. 11b. With optimal trials under graphene as nano fluids (A3Vc3f1d3), less surface tension and less contact angle make them to participate effectively at the machining zone [17]. Also, graphene nano particles has a two-dimensional sheet arrangement which make them to act as ball bearings and better piercing ability make them to minimize the friction and provide excellent cooling action at the machining zone [17]. Therefore, the consequences are less saw tooth caused (Fig. 11c) when associated with initial trials (dry cutting) and optimal trial (oil cutting).

Chip texture a dry condition b oil condition c nanofluid condition
5 Outcomes of factors on surface roughness and temperature
From ANOVA (Table 7) demonstrate environment is the significant factor contributing 97% in reducing the surface roughness and temperature. The impact of dry, oil and nano fluid on surface roughness are shown in Fig. 12a. With dry machining, enormous abrasion developed resulting in increase in roughness value [6] to 2.04 µm as shown in Fig. 12a. With oil condition, because of lubrication the roughness is minimized (1.13 µm) compared to dry condition as shown in Fig. 12a. The high thermal conductivity of graphene [11] minimizes the friction in the machining zone. Hence, a decrease in roughness value is noticed (Fig. 12a) to 0.65 µm. The influence of dry, oil and nano fluid on temperature is shown in Fig. 12a. In dry machining, high friction at the machining interface results in rise in temperature to 43 °C as shown in Fig. 12a. With oil conditions, the tip of the tool is secured to certain amount due to fatty acids in the oil, hence the temperature is decreased to 34 °C (Fig. 12a) compared to dry condition. Under nano fluids, the rolling action provided by the nano particles between tool and work material reduces the rubbing action, thereby minimizing the temperature to 26 °C as shown in Fig. 12a.

a Effect of dry, oil and nano fluid on responses b effect of cutting speed on responses c effect of feed on responses d effect of depth of cut on responses
The ANOVA (Table 7) signify cutting speed has less contribution about 0.15% on the responses. The effect of cutting speed on surface roughness is shown in Fig. 12b. It shows that increase in cutting speed decreases the surface roughness [31, 57]. Throughout machining, built-up-edges (BUE) were developed which spoil the machined surface. With increase in cutting speed, the BUE are removed because of massive temperature attained at the machining area causing a decrease in roughness value [57] as shown in Fig. 12b. Temperature increases with increase in cutting speed [19] as shown in Fig. 12b. This happen as high abrasion is developed at tool- work material area [51], hence the temperature is increased to 38 °C as shown in Fig. 12b.
Feed rate also provide less influence on the responses contributing 1.74% as shown in Table 7. The effect of feed rate on surface roughness (Fig. 12c) suggest high feed rate increases the surface roughness [58] because high feed rate causes spiral grooves on the work material and these groove enlarges wider [57], hence an increase in roughness values is observed as shown in Fig. 12c. Also, increase in feed rate increases the temperature [27]. It is understood that high feed rate results in increase in large thermal stress induced at the machining zone [57], hence an increase in temperature in noticed as shown in Fig. 12c.
Depth of cut affords minimal contribution of 0.76% as shown in Table 7. It shows that increase in depth of cut decreases the surfaces roughness [59] as shown in Fig. 12d. Temperature increases with increase in depth of cut (Fig. 12d) because high depth of cut results in maximum interaction, hence a rise in abrasion among tool and work material is noticed, which favor for rise in temperature.
6 Assessment on initial with optimal level settings
The initial parameter selected is test number 14 which has least net outrank flow value (Table 6) with A2Vc2f2d3 as shown in Table 8. With this parameter, the surface roughness obtained was 2.1 µm and temperature was 47 °C. The optimal machining condition identified was test number 25 which retain highest net outrank flow value (Table 6) as A3Vc3f1d3 as mentioned in Table 8. Machining with this condition yields a surface roughness of 0.3 µm and temperature of 22 °C. A reduction in surface roughness of 85% and temperature of 53% obtained with the optimal parameter under PROMETHEE-II as shown in Table 8.
7 Conclusions
The existing work intended to examine the effect in turning D3 tool steel under dry, oil and nano fluids with MQL on surface roughness, cutting temperature, tool wear and chip morphology. The subsequent decisions are observed from this work.
-
1.
ANOVA suggest environment is the dictating factor in minimising the surface roughness, cutting temperature, tool wear and formation of saw-tooth.
-
2.
The optimal settings obtained through PROMETHEE-II were A3Vc3f1d3 as nano fluid, high cutting speed, low feed rate and high depth of cut. Hence, Graphene as nano fluid is preferred in minimising the responses.
-
3.
Application of graphene nano fluids under MQL results in decrease in surface roughness due to creation of tinny film coating at the machining zone. A decrease in surface roughness of 85% achieved with dry cutting and 44% with oil cutting is noticed.
-
4.
Improved low cutting temperature is reached due to high thermal conductivity of graphene as nano fluids. A decrease of temperature of 53% with dry cutting and 32% with oil condition is attained.
-
5.
The graphene nano fluids provided a reduction in tool wear due to minimum droplet size and dispersal ability between tool-workpiece zones.
-
6.
Minimal saw-tooth have been noticed on the chips during machining with graphene nano fluids due to efficient lubrication at tool-chip interface as compared to dry and oil cutting conditions.
Thus, the results recommend usage of graphene as nano fluids under MQL minimizes the surface roughness, cutting temperature, improved the life of tool and low saw-tooth formed. Also, a new cutting fluid is emerged which serve as a substitute to production sectors. Future studies involves diffusing graphene nano particles by varying the proportions, changing the base fluids for dispersing graphene nano particles, distance between the nozzle tip and work material can be varied and angle of the nozzle with respect to work material can be altered to examine the machining performances.
Abbreviations
- AISI:
-
American Iron and Steel Institute
- MQL:
-
Minimum quantity lubrication
- Al2O3 :
-
Aluminium oxide
- MoS2 :
-
Molybdenum disulfide
- SiO2 :
-
Silicon dioxide
- CNT:
-
Carbon nanotubes
- TiO2 :
-
Titanium dioxide
- PROMETHEE:
-
Preference Ranking Organization Method for Enrichment Evaluations
- AFM:
-
Atomic force microscope
- SEM:
-
Scanning electron microscope
- CNC:
-
Computer numerical control
- ANOVA:
-
Analysis of variance
- Ra:
-
Average surface roughness
- VB :
-
Average Flank wear
- Nm:
-
Nanometer
- µm:
-
Microns
- W/mK:
-
Watt per metre kelvin
- Vc:
-
Cutting speed
References
Araujo Junior AS, Sales WF, da Silva RB et al (2017) Lubri-cooling and tribological behavior of vegetable oils during milling of AISI 1045 steel focusing on sustainable manufacturing. J Clean Prod 156:635–647
Khan MMA, Mithu MAH, Dhar NR (2009) Effects of minimum quantity lubrication on turning AISI 9310 alloy steel using vegetable oil-based cutting fluid. J Mater Process Technol 209:5573–5583
Singh R, Dureja JS, Dogra MJ (2019) Performance evaluation of textured carbide tools under environment friendly minimum quantity lubrication turning strategies. J Braz Soc Mech Sci Eng 41:87
Singh RK, Sharma AK, Dixit AR et al (2017) Performance evaluation of alumina-graphene hybrid nano-cutting fluid in hard turning. J Clean Prod 162:830–845
Sirin S, Kivak T (2019) Performances of different eco-friendly nanofluid lubricants in the milling of Inconel X-750 superalloy. Tribol Int. https://doi.org/10.1016/j.triboint.2019.04.042
Chetan, Behera BC, Ghosh S, Rao PV (2016) Application of nanofluids during minimum quantity lubrication: a case study in turning process. Tribol Int 101:234–246
Rosnan R, Murad MN, Azmi AI et al (2019) Effects of minimal quantity lubricants reinforced with nano-particles on the performance of carbide drills for drilling nickel-titanium alloys. Tribol Int. https://doi.org/10.1016/j.triboint.2019.03.029
Bai X, Li C, Dong L et al (2018) Experimental evaluation of the lubrication performances of different nanofluids for minimum quantity lubrication (MQL) in milling Ti–6Al–4V. Int J Adv Manuf Technol. https://doi.org/10.1007/s00170-018-3100-9
Zhang D, Li C, Jia D et al (2015) Specific grinding energy and surface roughness of nanoparticle jet minimum quantity lubrication in grinding. Chin J Aeronaut 28:570–581
Yin Q, Li C, Zhang Y et al (2018) Spectral analysis and power spectral density evaluation in Al2O3 nanofluid minimum quantity lubrication milling of 45 steel. Int J Adv Manuf Technol 97:129–145
Singh H, Sharma VS, Singh S et al (2019) Nanofluids assisted environmental friendly lubricating strategies for the surface grinding of titanium alloy: Ti6Al4V-ELI. J Manuf Process 39:241–249
Mao C, Tang X, Zou H et al (2012) Investigation of grinding characteristic using nanofluid minimum quantity lubrication. Int J Precis Eng Manuf 13:1745–1752
Hegab H, Kishawy HA, Gadallah MH et al (2018) On machining of Ti–6Al–4V using multi-walled carbon nanotubes-based nano-fluid under minimum quantity lubrication. Int J Adv Manuf Technol 97:1593–1603
Huang WT, Wu DH, Lin SP et al (2014) Robust design of using MWCNTs in minimum quantity lubrication. Appl Mech Mater 670–671:11–21
Li M, Yu T, Yang L et al (2018) Parameter optimization during minimum quantity lubrication milling of TC4 alloy with graphene dispersed vegetable oil based cutting fluid. J Clean Prod. https://doi.org/10.1016/j.jclepro.2018.11.147
Wang Y, Li C, Zhang Y et al (2017) Experimental evaluation on tribological performance of the wheel/workpiece interface in minimum quantity lubrication grinding with different concentrations of Al2O3 nanofluids. J Clean Prod 142:3571–3583
Lv T, Huang S, Liu E et al (2018) Tribological and machining characteristics of an electrostatic minimum quantity lubrication (EMQL) technology using graphene nano-lubricants as cutting fluids. J Manuf Process 34:225–237
Rahman SS, Ashraf MZI, Amin AN et al (2018) Tuning nanofluids for improved lubrication performance in turning biomedical grade titanium alloy. J Clean Prod. https://doi.org/10.1016/j.jclepro.2018.09.150
Padmini R, Vamsi Krishna P, Krishna Mohana Rao G (2016) Effectiveness of vegetable oil based nanofluids as potential cutting fluids in turning AISI 1040 steel. Tribol Int 94:490–501
Vasu V, Pradeep Kumar Reddy G (2011) Effect of minimum quantity lubrication with Al2O3 nanoparticles on surface roughness, tool wear and temperature dissipation in machining Inconel 600 alloy. Proc Inst Mech E Part N J Nano Eng Nano Syst 225:3–16
Thakur A, Manna A, Samir S (2019) Multi-response optimization of turning parameters during machining of EN-24 steel with SiC nanofluids based minimum quantity lubrication. Silicon. https://doi.org/10.1007/s12633-019-00102-y
Amrita M, Srikant RR, Sitaramaraju AV et al (2013) Experimental investigations on influence of mist cooling using nanofluids on machining parameters in turning AISI 1040 steel. Proc Inst Mech Eng Part J J Eng Tribol 227:1334–1346
Khandekar S, RaviSankar M, Agnihotri V et al (2012) Nanocutting fluid for enhancement of metal cutting performance. Mater Manuf Process 27:963–967
Sharma AK, Tiwari AK, Dixit AR et al (2017) Investigation into performance of SiO2 nanoparticle based cutting fluid in machining process. Mater Today Proc 4:133–141
Sharma AK, Tiwari AK, Dixit AR et al (2016) Tribological investigation of TiO2 nanoparticle based cutting fluid in machining under minimum quantity lubrication (MQL). Mater Today Proc 3:2155–2162
Rasheed AK, Khalid M, Rashmi W et al (2016) Graphene based nanofluids and nanolubricants—review of recent developments. Renew Sust Energy Rev 63:346–362
Padmini R, Vamsi Krishna P, Krishna Mohana Rao G (2015) Experimental evaluation of nano-molybdenum disulphide and nano-boric acid suspensions in vegetable oils as prospective cutting fluids during turning of AISI 1040 steel. Proc Inst Mech Eng Part J J Eng Tribol. https://doi.org/10.1177/1350650115601694
Bhanu Pavan R, Venu Gopal A, Amrita M et al (2017) Experimental investigation of graphene nanoplatelets–based minimum quantity lubrication in grinding Inconel 718. Proc Inst Mech Eng Part B J Eng Manuf 1:2. https://doi.org/10.1177/0954405417728311
Pervaiz S, Deiab I, Rashid A et al (2015) Minimal quantity cooling lubrication in turning of Ti6Al4V: influence on surface roughness, cutting force and tool wear. Proc Inst Mech Eng Part B J Eng Manuf. https://doi.org/10.1177/0954405415599946
Sharma AK, Tiwari AK, Dixit AR et al (2018) Novel uses of alumina/graphene hybrid nanoparticle additives for improved tribological properties of lubricant in turning operation. Tribol Int 119:99–111
Ganesan K, Naresh Babu M, Santhanakumar M et al (2018) Experimental investigation of copper nanofluid based minimum quantity lubrication in turning of H 11 steel. J Braz Soc Mech Sci Eng 40:160
Muthuvel S, Naresh Babu M, Muthukrishnan N (2018) Copper nanofluids under minimum quantity lubrication during drilling of AISI 4140 steel. Aust J Mech Eng. https://doi.org/10.1080/14484846.2018.1486694
Naresh Babu M, Anandan V, Muthukrishnan N (2019) Analysis of EN24 steel in turning process with copper nanofluids under minimum quantity lubrication. J Braz Soc Mech Sci Eng 41:101
NikPa NM, Sarhan AAD, Abdelnaeim Hassan M et al (2015) Novel uses of SiO2 nanolubrication in end milling of medium carbon steel for higher compressive residual stress measured by high-energy X-ray diffraction data. Proc Inst Mech Eng Part J J Eng Tribol 230:697–708
Minh DT, The LT, Bao NT (2017) Performance of Al2O3 nanofluids in minimum quantity lubrication in hard milling of 60Si2Mn steel using cemented carbide tools. Adv Mech Eng. https://doi.org/10.1177/1687814017710618
Gupta MK, Mia M, Singh G et al (2019) Hybrid cooling-lubrication strategies to improve surface topography and tool wear in sustainable turning of Al 7075-T6 alloy. Int J Adv Manuf Technol 101(1–4):55–69
Gupta MK, Mia M, Pruncu CI et al (2019) Parametric optimization and process capability analysis for machining of nickel-based superalloy. Int J Adv Manuf Technol 102:3995
Yildirim CV, Sarikaya M, Kivak T et al (2019) The effect of addition of hBN nanoparticles to nanofluid-MQL on tool wear patterns, tool life, roughness and temperature in turning of Ni-based Inconel 625. Tribol Int 134:443–456
Sarikaya M, Gullu A (2015) Multi-response optimization of minimum quantity lubrication parameters using Taguchi-based grey relational analysis in turning of difficult-to-cut alloy Haynes 25. J Clean Prod 91:347–357
Yildirim CV, Kivak T, Sarikaya M et al (2017) Determination of MQL parameters contributing to sustainable machining in the milling of nickel-base superalloy waspaloy. Arab J Sci Eng 42(11):4667–4681
Sarikaya M, Gullu A (2014) Taguchi design and response surface methodology based analysis of machining parameters in CNC turning under MQL. J Clean Prod 65:604–616
Sarikaya M, Yilmaz V, Gullu A (2016) Analysis of cutting parameters and cooling/lubrication methods for sustainable machining in turning of Haynes 25 superalloy. J Clean Prod 133:172–181
Krishnaiah K, Shahabudeen P (2012) Applied design of experiments and taguchi methods, 1st edn. PHI Learning Pvt Ltd, New Delhi
Venkata Rao R, Patel BK (2010) Decision making in the manufacturing environment using an improved PROMETHEE method. Int J Prod Res 48:4665–4682
Chakraborty S, Ramakrishnan KR, Mitra A (2018) A multicriteria decision support model for optimal cotton fibre blending. J Text Inst. https://doi.org/10.1080/00405000.2018.1427910
Fontana ME, Cavalcante CAV (2013) Use of Promethee method to determine the best alternative for warehouse storage location assignment. Int J Adv Manuf Technol 70:1615–1624
DaSilva LR, Bianchi EC, Fusse RY et al (2007) Analysis of surface integrity for minimum quantity lubricant-MQL in grinding. Int J Mach Tools Manuf 47:412–418
Naresh Babu M, Muthukrishnan N (2018) Experimental analysis in drilling of AA 5052 using copper nanofluids under minimum quantity lubrication. Aust J Mech Eng. https://doi.org/10.1080/14484846.2018.1455267
Abbas AT, Pimenov DY, Erdakov IN et al (2017) Minimization of turning time for high-strength steel with a given surface roughness using the Edgeworth–Pareto optimization method. Int J Adv Manuf Technol 93:2375–2392
An Q, Liu Z, Jiang L et al (2015) Experimental and numerical research on the effects of minimum quantity lubrication in thread turning of free-cutting steel AISI 1215. Proc Inst Mech E Part B J Eng Manuf 229(5):1–8
Rahim EA, Sasahara H (2011) Investigation of tool wear and surface integrity on MQL machining of Ti–6Al–4V using biodegradable oil. Proc Inst Mech Eng Part B J Eng Manuf 225:1505–1511
Kumar R, Sahoo AK, Mishra PC et al (2019) Measurement and machinability study under environmentally conscious spray impingement cooling assisted machining. Measurement 135:913–927
Amrita M, Srikant RR, Sitaramaraju AV (2014) Performance evaluation of nanographite-based cutting fluid in machining process. Mater Manuf Process 29:600–605
Priyadarshi D, Sharma RK (2015) Optimization for turning of Al- 6061-SiCGr hybrid nanocomposites using response surface methodologies. Mater Manuf Process 31:1342–1350
Balandin AA, Ghosh S, Bao W et al (2008) Superior thermal conductivity of single-layer graphene. Nano Lett 8:902–907
Manimaran R, Palaniradja K, Alagumurthi N et al (2013) Preparation and characterization of copper oxide nanofluid for heat transfer applications. Appl Nano Sci 4:163–167
Yildirim CV, Kivak T, Erzincanli F (2019) Tool wear and surface roughness analysis in milling with ceramic tools of Waspaloy: a comparison of machining performance with different cooling methods. J Braz Soc Mech Sci Eng 41:83
Nguyen DD, Tai N-H, Lee S-B et al (2012) Superhydrophobic and superoleophilic properties of graphene-based sponges fabricated using a facile dip coating method. Energy Environ Sci 5:7908–7912
Rakesh M, Datta S (2019) Effects of cutting speed on chip characteristics and tool wear mechanisms during dry machining of Inconel 718 using uncoated WC tool. Arab J Sci Eng. https://doi.org/10.1007/s13369-019-03785-y
Mahboob Ali MA, Azmi AI, Mohd Khalil AN et al (2017) Experimental study on minimal nanolubrication with surfactant in the turning of titanium alloys. Int J Adv Manuf Technol 92:117–127
Sohrabpoor H, Khanghah SP, Teimouri R et al (2014) Investigation of lubricant condition and machining parameters while turning of AISI 4340. Int J Adv Manuf Technol 76(9–12):2099–2116
Khan A, Maity K et al (2018) Influence of cutting speed and cooling method on the machinability of commercially pure titanium (CP-Ti) grade II. J Manuf Proc 31:650–661
Philip Selvaraj D, Chandramohan P, Mohanraj M (2014) Optimization of surface roughness, cutting force and tool wear of nitrogen alloyed duplex stainless steel in a dry turning process using Taguchi method. Measurement 49:205–215
Saravanakumar N, Prabu L, Karthik M et al (2014) Experimental analysis on cutting fluid dispersed with silver nano particles. J Mech Sci Technol 28(2):645–651
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare no potential conflicts of interest with respect to the research, authorship and/or publication of this article.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Naresh Babu, M., Anandan, V., Muthukrishnan, N. et al. Evaluation of graphene based nano fluids with minimum quantity lubrication in turning of AISI D3 steel. SN Appl. Sci. 1, 1202 (2019). https://doi.org/10.1007/s42452-019-1182-0
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s42452-019-1182-0