
Abstract
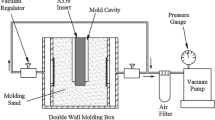
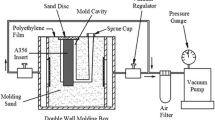
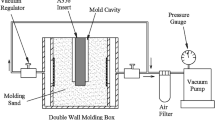
Joining of A356 alloy and magnesium was carried out by vacuum-assisted sand mold compound casting process. Experiments were performed as per central composite design method. The second-order regression model validated the accuracy and reliability of experimental results. The interfacial microstructure was assessed by using scanning electron microscope and energy-dispersive X-ray spectroscopy. Phase constitutions were identified by X-ray diffractometer. It was observed that a uniform joint interface of A356/Mg formed with three distinct layers composed of Mg2Al3, Mg17Al12 and Mg17Al12 + δ eutectic structure. Mg2Al3 revealed highest microhardness followed by Mg17Al12 and Mg17Al12 + δ eutectic structure. Brittle and partial ductile fracture morphology was observed on A356 and Mg side, respectively, whereas the middle layer indicated mixed brittle and partial ductile fracture morphology. The process parameters (pouring temperature, vacuum pressure, insert temperature and surface roughness of insert) of compound casting were optimized with respect to the microhardness of joint interface. Optimization was carried out by using response surface methodology (RSM), desirability analysis (DA) and genetic algorithm (GA). A variation of 0.30, 0.84 and 1.35% in microhardness was obtained by RSM, DA and GA, respectively.










Similar content being viewed by others
References
M. Rubner, M. Gunzl, C. Korner, R.F. Singer, Mater. Sci. Eng. A 528, 7024 (2011)
M.J. Fernandus, T. Senthilkumar, V. Balasubramanian, S. Rajakumar, J. Mater. Eng. Perform. 21(11), 2303 (2012)
K.J.M. Papis, B. Hallstedt, J.F. Loffler, P.J. Uggowitzer, Acta Mater. 56, 3036 (2008)
S. Scharf, E. Riedel, N. Stein, R. Baehr, J. Mater. Process. Technol. 248, 31 (2017)
M. Akbarifar, M. Divandari, Int. J. Metalcast. 11(3), 506 (2017)
J. Feng, B. Ye, L. Zuo, Q. Wang, Q. Wang, H. Jiang, W. Ding, Metall. Mater. Trans. A 48A, 4632 (2017)
M. Pintore, O. Starykov, T. Mittler, W. Volk, B. Tonn, Int. J. Metalcast. 12(1), 79 (2018)
L. Peng, L. Yajiang, G. Haoran, W. Juan, Vacuum 80, 395 (2006)
J. Wang, L. Yajiang, H. Wanqun, React. Kinet. Catal. Lett. 95(1), 71 (2008)
J. Verma, R.V. Taiwade, C. Reddy, R.K. Khatirkar, Mater. Manuf. Process. 33(3), 308 (2018)
Z. Liu, S. Ji, X. Meng, J. Mater. Eng. Perform. 27(3), 1404 (2018)
V. Paradiso, F. Rubino, P. Carlone, G.S. Palazzo, Proc. Eng. 183, 239 (2017)
L. Liu, H. Wang, G. Song, J. Ye, J. Mater. Sci. 42, 565 (2007)
R. Borrisutthekul, Y. Miyashita, Y. Mutoh, Sci. Technol. Adv. Mater. 6, 199 (2005)
M.R. Islam, M. Ishak, L.H. Shah, S.R.A. Idris, C. Meric, Int. J. Adv. Manuf. Technol. 88, 2773 (2017)
L. Liu, D. Ren, F. Liu, Materials 7(5), 3735 (2014)
E. Hajjari, M. Divandari, S.H. Razavi, S.M. Emami, T. Homma, S. Kamado, J. Mater. Sci. 46, 6491 (2011)
S. Fan, W. Jiang, G. Li, J. Mo, Z. Fan, Mater. Manuf. Process. 32(12), 1391 (2017)
S.M. Emami, M. Divandari, E. Hajjari, H. Arabi, Int. J. Cast Met. Res. 26(1), 43 (2013)
W. Jiang, Z. Fan, G. Li, L. Yang, X. Liu, Metall. Mater. Trans. A 47, 6487 (2016)
S.M. Emami, M. Divandari, H. Arabi, E. Hajjari, J. Mater. Eng. Perform. 22(1), 123 (2013)
E. Hajjari, M. Divandari, S.H. Razavi, S.M. Emami, S. Kamado, Appl. Surf. Sci. 257, 5077 (2011)
V.I. Dybkov, J. Mater. Sci. 25(8), 3615 (1990)
A. Bouayad, C. Gerometta, A. Belkebir, A. Ambari, Mater. Sci. Eng. A 363, 53 (2003)
D. Pierre, M. Peronnet, F. Bosselet, J.C. Viala, J. Bouix, Mater. Sci. Eng. B 94(2–3), 186 (2002)
H. Zhang, Y. Chen, A.A. Luo, Scr. Mater. 86, 52 (2014)
S. Manasijevic, R. Radisa, Z.Z. Brodarac, N. Dolic, M. Djurdjevic, Int. J. Metalcast. 9(4), 27 (2015)
R.K. Tayal, S. Kumar, V. Singh, Int. J. Metalcast. 12(3), 498 (2018)
R.K. Tayal, S. Kumar, V. Singh, Trans. Indian Inst. Met. (2018). https://doi.org/10.1007/s12666-018-1349-1
H. Zhang, Y. Chen, A.A. Luo, Metall. Mater. Trans. B 45B, 2495 (2014)
E. Hajjari, M. Divandari, S.H. Razavi, T. Homma, S. Kamado, Metall. Mater. Trans. A 43(2), 4667 (2012)
G. Li, W. Jiang, Z. Fan, Z. Jiang, X. Liu, F. Liu, Int. J. Adv. Manuf. Technol. 91, 1355 (2017)
A. Farzadi, M. Bahmani, D.F. Haghshenas, Arab. J. Sci. Eng. 42(11), 4905 (2017)
B. Singh, J. Kumar, S. Kumar, Mater. Manuf. Process. 30(3), 303 (2015)
D.C. Montgomery, Design and Analysis of Experiments (Wiley India, New Delhi, 2014)
S. Kumar, P. Kumar, H.S. Shan, J. Mater. Process. Technol. 204(1–3), 59 (2008)
S.M. Sadrossadat, S. Johansson, Mater. Sci. Forum 649, 505 (2010)
B.R. Jinugu, N.M. Inampudi, Arch. Foundry Eng. 17(1), 179 (2017)
R.K. Bhushan, S. Kumar, S. Das, J. Mater. Eng. Perform. 21(8), 1676 (2012)
M. Mitchell, An Introduction to Genetic Algorithm (Prentice-Hall, New Delhi, 2005)
W.M. Aly, Arab. J. Sci. Eng. 41, 5195 (2016)
Author information
Authors and Affiliations
Corresponding author
Technical Discussion Reviewer Comments and Author Responses
Technical Discussion Reviewer Comments and Author Responses
Reviewer Comment:
In the Introduction it is stated that compound casting is superior to other joining processes. Can the reasons why this is superior be clarified? Please add references.
Author Response:
Other dissimilar joining processes such as friction stir welding, diffusion bonding, laser welding and arc welding result in the formation of MgnAlm intermetallic compounds at the interface which are brittle and deteriorate the essential mechanical properties of joint. On the other hand, in compound casting of A356/Mg, one of the layers at the interface is composed of Mg17Al12 + δ eutectic structure which is partial ductile. Due to the presence of this compound, the brittleness of interface zone is lower as compared to the other dissimilar joining processes as mentioned above. Secondly, the operation of joining dissimilar metallic materials in compound casting is very simple i.e., simply pouring the molten metal around the solid metallic insert placed in a mold thus eliminating the long processing time and high operating cost. Parts with complicated shape can be easily achieved by compound casting (please see the References7,8,9,10,11,12,13,14,15,16,17,30,31).
Reviewer Comment:
The purpose of this paper is to maximize the hardness of the joint interface. However, it is stated in the introduction that the interface is highly brittle. Would it not be preferential to have a low hardness to prevent brittle failure?
Author Response:
The statement in the introduction section is in context with other joining methods such as diffusion bonding, friction stir welding, laser welding and metal arc welding. The joining of Al/Mg by these processes leads to the formation of intermetallic compounds at the interface, which are highly brittle. References have been cited in the manuscript. This paper presents the maximization of hardness, so as to know the value of process parameters yielding the maximum hardness. This may render to select the value of predicted process parameters in practical and industrial applications.
Reviewer Comment:
Based on Figure 6 it appears that the different types of intermetallic compounds in the interface have different hardness. Could this influence the measurements? How was the value for each casting calculated?
Author Response:
Figure 6reflects the variation of microhardness along the joint interface composed of three distinct layers and also for the base metals measured for a single specimen. The hardness values as mentioned in line 36 page 5, are the values for sample number 18 (217.56 HV) and 7 (322.15 HV). These values represent the minimum and maximum microhardness among all the 30 samples.
Reviewer Comment:
In “Effect of Process Parameters on Microhardness” section, some general comments on this section: There are no measurements of grain size so how can conclusions be made based on this? If the grain size of the intermetallic cannot be measured maybe it could be measured in the Mg to compare the cooling rates?
Author Response:
In the present study, the grain size is not measured actually. The conclusions are made with reference to the facts cited the referred papers as mentioned below:
Sudhir Kumar, Pradeep Kumar and H.S. Shan (2008) “Optimization of tensile properties of evaporative pattern casting process through Taguchi’s method” Journal of Materials Processing Technology, 204, 59–69. https://doi.org/10.1016/j.jmatprotec.2007.10.075.
S Mohsen Sadrossadat and Sten Johansson (2010) “The effects of solidification conditions and heat treatment on the microstructure and mechanical properties of EN-AC 44400 alloy” Materials Science Forum, 649. 505–510. https://doi.org/10.4028/www.scientific.net/MSF.649.505.
B. R. Jinugu and N. M. Inampudi (2017) “Microstructure, SDAS and mechanical properties of A356 alloy castings made in sand and granulated blast furnace slag moulds” Archives of Foundry Engineering, 17(1), 179–191. https://doi.org/10.1515/afe-2017-0033.
Reviewer Comment:
Is there proof of a coarse grain structure? The relationship between hardness and grain size true for most metals. Intermetallic sometimes behaves more like ceramics. Would it be possible to measure grain size to prove the statement?
Author Response:
Due to the increase in the solidification time i.e., lower cooling rate, dendritic arm spacing is more which leads to the formation of coarse grained structure. A coarse grained structure is accompanied with the low value of hardness. This phenomenon is reported in the research papers as mentioned below.
S Mohsen Sadrossadat and Sten Johansson (2010) “The effects of solidification conditions and heat treatment on the microstructure and mechanical properties of EN-AC 44400 alloy” Materials Science Forum, 649. 505–510. https://doi.org/10.4028/www.scientific.net/MSF.649.505.
B. R. Jinugu and N. M. Inampudi (2017) “Microstructure, SDAS and mechanical properties of A356 alloy castings made in sand and granulated blast furnace slag moulds” Archives of Foundry Engineering, 17(1), 179–191. https://doi.org/10.1515/afe-2017-0033.
Reviewer Comment:
It was concluded that the joint area consisted of intermetallic compounds which is supported by the much higher hardness. However, an intermetallic compound does not grow dendritically and thus have no dendrite arm spacing. The relationship between hardness and grain size is largely due to dislocations piling up on grain boundaries. Does the same happen in intermetallic? Intermetallic compounds tend to be very brittle indicating a different behavior for the movement of dislocations.
Author Response:
In the present experimental study, the solidification phenomenon of intermetallic compounds formed at the A356/Mg joint was not investigated in the sense like by using some X-ray tomographic microscopy. Moreover, the interfacial microstructure was assessed with the help of fractograph, SEM/EDS to predict the mechanical behavior in terms of microhardness.
Rights and permissions
About this article

Cite this article
Tayal, R.K., Kumar, S., Singh, V. et al. Characterization and Microhardness Evaluation of A356/Mg Joint Produced by Vacuum-Assisted Sand Mold Compound Casting Process. Inter Metalcast 13, 392–406 (2019). https://doi.org/10.1007/s40962-018-0264-x
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40962-018-0264-x