
Abstract
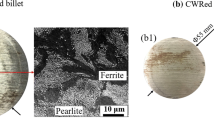
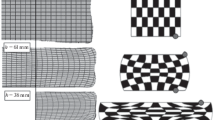
The paper presents a detailed analysis of split end and cracking problems that occurred during hot rolling of thermomechanically treated (TMT) grade steel bars. The major analytical tool was a multiscan computer-controlled ultrasonic image analysis system for analysis of the defects observed on transverse cut slices of the billets under investigation. The possible reasons for billet cracking during hot rolling such as a low Mn/S ratio, high casting speed, high degree of superheat, and high inclusion content in steel were analyzed. Additionally in the process parameters such as low roll diameter, high friction, and low reduction ratio were also analyzed. The cracking appeared to be associated with large surface/internal defects, axial porosity, off-centered cavities/porosities, off-centered cracks, and inclusion bands. The analysis results suggested methods to prevent such defects in continuously cast steel billets and to reduce/eliminate split end problems. The casting parameters should include: (a) Mn/S ratio >35, (b) degree of superheat <60 °C, and (c) casting speed: <3.0 m/min, where roll radius and initial thickness of the workpiece should be optimized.














Similar content being viewed by others

Abbreviations
- h f, h o :
-
Strip thickness
- J*:
-
Total power per unit width
- j*:
-
Total relative power
- \( j_{\Upgamma }^{ * } \) :
-
Relative shear power
- \( k \) :
-
Yield stress in shear
- \( \bar{k} \) :
-
Mean value of yield stress
- l d :
-
Length of the projection of the arc of contact
- \( m \) :
-
Constant friction factor
- R a :
-
Distance (see Fig. 1)
- R o :
-
Roll radius
- \( R_{\Upgamma } \) :
-
Discontinuity surface radius
- {v}:
-
Velocity vector
- v f, v o :
-
Velocity of workpiece
- v r :
-
Roll surface velocity
- X a, Y a :
-
x, y coordinate of point A
- Y a :
-
Yield stress
- αc :
-
Contact angle
- ε:
-
Relative reduction
- εi :
-
Effective strain rate
- εv :
-
Volumetric strain rate
- σv :
-
Vertical component of stress
- ξb, ξf :
-
Back and front relative stress
- \( \Upphi_{1}, \Upphi_{2} \) :
-
Angles, (see Fig. 1)
- ω, ωo :
-
Zone II and roll rotational velocity
- i :
-
Serial, i = 1, 2, 3
- opt:
-
Optimal
- se, sf:
-
Split ends, sound flow
References
Avitzur, A., Van Tyne, C.J., Turczyn, S.: J. Eng. Ind. 108, 295 (1986)
Barlow, K.L., Lancaster, P.R., Maddison, R.T.: Met. Technol. 11, 14 (1984)
Turczyn, S., Pietrzyk, M.: The effect of deformation zone geometry on internal defects in plain strain rolling. J. Mater. Technol. 32, 509–518 (1992)
Backofen, W.A.: Deformation Processing. Addison-Wesley, Reading, MA (1972)
Weinberg, F.: The strength and ductility of continuously cast steel above 800°C. Metall. Trans. B. 10B, 513–521 (1979)
Pandey, J.C., Choubey, P.N., Raj, M.: Study of inclusion bands in continuously cast billets for rolling thermo-mechanically treated (TMT) rebars. Metall. Mater. Trans. A 39A, 1727–1737 (2008)
Bode, O., Schwerdtfeger, K., Geck, H.G., Hofer, F.: Influence of casting parameters on void volume and centre segregation in continuously cast 100Cr6 blooms. Ironmaking Steelmaking 35, 137–145 (2008)
Wallero, A.: Closing of a central longitudinal pore in hot rolling. J. Mech. Work. Technol. 12, 233–242 (1985)
Keife, H., Stahlberg, U.: Influence of pressure on the closure of voids during plastic deformation. J. Mech. Work. Technol. 4, 133–143 (1980)
Stahlberg, U.: Influence of spread and stress on the closure of a central longitudinal hole in the hot rolling of the steel. J. Mech. Work. Technol. 13, 65–81 (1986)
Wang, A., Thomson, P.F., Hodgson, P.D.: A study of pore closure and welding in hot rolling process, J. Mater. Process. Technol. 60, 95–102 (1996)
Dudra, S.P., Im, Y.T.: Analysis of void closure in open-die forging. Int. J. Mach. Tools Manuf. 30, 65–75 (1990)
Shah, K.N., Kiefer, B.V., Gavigan, J.J.: Finite element simulation of internal void closure in open-die press forging. Adv. Manuf. Process. 1, 501–516 (1986)
Kiuchi, M., Hsiang, S.H.: 1st report. J. Jpn. Soc. Technol. Plasticity 22, 927–934 (1981)
Pietrzick, M., Kawalla, R., Pircher, H.: Steel Res. 66, 526–529 (1995)
Chen, D.-C., Hwang, Y.-M.: Analysis and experiment on void closure behaviour in side the sheet during sheet rolling process. In: Predeleanu, M., Poitou, A., Nefussi, G., Chevalier L. (eds.) Prediction of Defects in Material Processing, Kogan Page Limited, London, UK, pp. 86–94. (2007)
Acknowledgment
The authors are thankful to the management of Tata Steel for giving permission to publish this work.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Pandey, J.C., Raj, M. & Choubey, P.N. Split Ends and Cracking Problem During Hot Rolling of Continuously Cast Steel Billets. J Fail. Anal. and Preven. 9, 88–96 (2009). https://doi.org/10.1007/s11668-008-9194-x
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11668-008-9194-x