
Abstract
The current trend for sustainable utilisation of limited resources is stimulating the scientific research for previously neglected raw materials that could also be used for new value added products. Bark, which is a natural insulation material of trees, could be used as technical insulation material. This paper focuses on the effects of particle orientation in light larch (Larix decidua) bark insulation boards on their physical–mechanical and thermal properties. The experimental design is based on the variation of the particle orientation (orthogonal or parallel to the panel plane) and the board density (200–500 kg/m3). The mechanical properties, water absorption, thickness swelling and thermal conductivity of the boards were tested. The results showed a significant influence of the particle orientation and the density on the measured properties of the bark panels. This implies that the bark particle orientation is an important factor when producing insulation panels with specific characteristics. Suggestions for efficient use of bark particleboard are given.
Similar content being viewed by others

1 Introduction
In recent years, sustainable and resource-efficient use of raw materials has become more and more important. Furthermore, there is a strong increase in the use of wood for energy production, which intensifies the competition for the available resources, and as a result prices increase (Paulitsch and Barbu 2015). Due to this fact, the use of tree bark as raw material is pushed by industry and research (Naundorf et al. 2004; Pásztory et al. 2016). Bark is the outer layer of a tree, consisting of phloem and periderm, the latter is made up by phellem, phellogen and phelloderm. After some time a new phellogen is built in the living cells of the phloem and the outer cells store suberin in their cell walls and die off. This process and its iteration rate is very diverse with different tree species causing the great variety of bark appearance and bark morphology (Vaucher 1997).
The cork of Quercus suber has been used since antiquity for floating devices, sealing products and insulation materials (Pereira 2007; Gil 2015). Thermal insulation materials are especially made from cork residues like consolidated cork dust (Flores et al. 1992) with a thermal conductivity of 0.045 W/(m K) on average (Matias et al. 1997). Structural use of cork composites is not feasible due to low mechanical resistance (Knapic et al. 2016), but multi-layered sandwich panels with cork core have been proposed to overcome this problem (Lakreb et al. 2017). The environmental impact of insulation cork board was proven to be low compared to other insulation materials (Tártaro et al. 2017). Whilst the bark of central European trees was a valuable resource in ancient times (e.g. raw material for ropes, clothes, roof decking, nutrition; Pásztory et al. 2016), nowadays tree bark is primarily used for products with low added-value.
Thus, there is an unrealized potential for future industrial value. Bark is currently mostly incinerated or used as mulch and bark compost (Naundorf et al. 2004). A possible future application for larch (Larix decidua) bark is the use as thermal insulation material (Liu et al. 2017). Larch bark would basically be suitable due to its low density (Miles and Smith 2009), relatively high proportion of cork cells (Holdheide and Huber 1952; Pereira 2015) and extractives preventing the attack of microorganisms (Doi and Kurimoto 1998; Nemli et al. 2006).
Insulation materials are applied in various application fields and have to meet various needs (Papadopoulos 2005). Often an optimum between mechanical stability and thermal conductivity has to be found (Pfundstein et al. 2007). Larch bark insulation panels are mechanically stable compared with common insulation materials (Kain et al. 2012), have a higher thermal conductivity (TC) (minimum 0.05 W/(m K); Kain et al. 2014), and high thermal mass (Kain et al. 2013) compared to standard insulation materials. This combination of properties suggests specific applications, but also gives the direction for further material optimization. On the one hand, the thermal conductivity should be reduced below 0.05 W/(m K). On the other hand, the mechanical stability of such boards should be improved in order to enable insulation application with structural requirements.
Bark insulation panels consist of relatively large particles (6–30 mm). They are necessary to enable low panel density (Miranda et al. 2012; Kain et al. 2012). To bind these particles, 8–10% UF or tannin resin is used. The orientation of particles is a key design parameter regarding a panel’s TC (Kain et al. 2016b).
Materials can exhibit a structure on more than one length scale. In some of them, also the structural elements are anisotropic. This is the case with bark particles. The structural hierarchy may be a means to characterise materials but may also be a source for material innovation and optimisation (Lakes 1993; Paris et al. 2010). The structure of wood and wood-based materials has a significant influence on their properties. As an example, the thermal conductivity of spruce wood parallel to grain is 50% higher than perpendicular to it (Vay et al. 2015). The mechanical properties of particle-based composites like OSB are orthotropic, twice as high in grain direction of particles than perpendicular to it (Dunky and Niemz 2002; Wang and Chen 2007; Shupe et al. 2001).
Bark board porosity and pore size correlate well with the board density (Kain et al. 2016a), thus it is possible to influence the thermal conductivity by means of targeted production technology. The thermal conductivity of bark boards with particles aligned horizontally to panel plane is on average 13% lower than with orthogonally oriented particles (Kain et al. 2016b). The mechanical properties of wood composites can be influenced by a targeted particle orientation as well. In the production of OSB panels, for example, the structural configuration is specifically manufactured. Thereby the strands in the face layers are oriented in production direction and thus, the bending strength is optimized (Deppe and Ernst 2000; Paulitsch and Barbu 2015). In contrast, particle orientation vertical to the panel plane, like in the manufacturing process of extruded particleboard, has a negative effect on the bending strength. However, the compressive strength and the internal bond is increased and the thickness swelling is minimized in this case (Soiné 1995).
The target of this work is to evaluate to which extent bark particle orientation and panel density influence elasto-mechanic, moisture properties, and thermal conductivity of bark insulation board. Another subordinate goal is to predict meaningful parameter configurations for specific application needs.
2 Materials and methods
2.1 Material
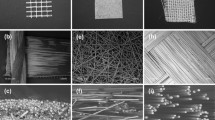
All boards were produced from larch (L. decidua) bark particles, with a particle size between 10 and 30 mm (Fig. 1), and a moisture content (MC) of 8%. 50 g of particles were taken from the bark pile randomly. The single particles were measured for their width, thickness and length. The aspect ratio (AR) between width and thickness and length and width was determined. In total 82 particles were analyzed. Boards were pressed in a Höfer (Traiskirchen, Austria) laboratory heating press using urea formaldehyde (UF) PRIMERE TM 10F102 from Metadynea (Krems, Austria) as a resin.

Cross section of a larch tree bark layer and particulate bark material
2.2 Methods
2.2.1 Manufacturing of boards
Boards were produced according to the DOE in Table 1 with variation of panel density and particle orientation. Density was raised in steps of approx. 80 kg/m³ starting at 200 kg/m³ up to a maximum of 450 kg/m³. Moreover, one panel with 500 kg/m³ was produced to also study influences in heavier boards. Particle orientation within the panels was controlled and oriented parallel and orthogonal to the panel plane. The panel size 28 × 240 × 350 mm3, particle size 10–30 mm, 10% UF resination (based on the oven dried mass of particles), press temperature 180 °C and press factor of 16 s per mm thickness were kept constant for all manufactured boards.
The panel density was determined following Eq. 1. Considerations are based on the panel’s weight at a MC of 12%.
\({m_p}\) Mass of panel at equilibrium moisture content of 12% in kg; \({m_b}\) Mass of bark at oven dry conditions in kg; \({m_r}\) Mass of resin based on solid content in kg; \({m_w}\) Mass of water in the panel at equilibrium moisture content in kg.
At first the bark particles were blended with 10% UF (by weight) using a ploughshare mixer.
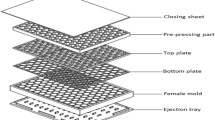
Boards with orthogonal particle orientation were produced in the style of extruded particleboard manufacturing. Therefore, a special pressing mold was deployed. During the process, the glued particles were strewed in the vertical mounted mold and gradually manually oriented as well as pre-pressed. Finally, the mat was fixed in the pressing mold in the Höfer (Traiskirchen, Austria) laboratory press with a plate temperature of 180 °C, and pressed to the target thickness of 28 mm for 448 s (16 s/mm). Boards with parallel oriented particles were produced by strewing particles into the mold in horizontal position. Particles were manually oriented, pre-pressed and cured in a final hot press process (Figs. 2, 3). All boards were stored at the reference climate [20 °C/65% relative air humidity (RH)] to constant weight.

Mat strewing of panels with horizontal (left) and vertical particles (right)

Bark panel with horizontal and vertical particle orientation (28 × 50 × 50 mm3, density 450 kg/m3)
2.2.2 Determination of board properties
Samples were cut according to ÖNORM EN 326-1 (2005) into the respective size for mechanical and physical tests. The bulk density (ÖNORM EN 323 2005) was determined for all boards and specimens. For one specimen of each board the moisture content was determined according to ÖNORM EN 322 (2005). Density profiles were generated for two specimens of each board applying a EWS (Beaverton, OR) Dense-Lab X meter.
The mechanical board properties were determined using a Zwick Roell (Kennesaw, GA) Z 250 universal testing machine. For each of the 10 boards five samples were tested for internal bond (IB) according to the European standard (ÖNORM EN 319 2005). The modulus of rupture (MOR) and modulus of elasticity (MOE) were evaluated for two samples respectively in a three-point bending test following ÖNORM EN 310 (2005). Testing of thickness swelling (TS) and water absorption (WA) after 24 h immersion in water was conducted according to ÖNORM EN 317 (2005) for five samples from each board. The panels’ thermal conductivity was determined using a lambda-meter EP 500 (Lambda Measurements Technologies Corporation, Cincinnati, OH) at an average specimen temperature of 10 °C and a temperature difference of 15 K between the two panel surfaces.
2.2.3 Data analysis
Data analysis was performed with the statistical software package SPSS 21. To determine the influence of the bulk density on the results, Pearson correlation coefficients were evaluated. To analyse the influence of the independent variables target density and particle orientation, an analysis of variance (ANOVA) and partly an analysis of covariance (ANCOVA) were performed. To visualise the explanatory power of the factor influence, partial eta-squared values (Eq. 2) were determined.
\({\eta _i}^{2}\) Partial eta-squared value for factor \(i\); \(d{f_i}\) Number of degrees of freedom of factor \(i\); \({F_i}\) Empirical F-value of factor \(i\); \(d{f_{error}}\) Number of degrees of freedom for unexplained residual variance.
3 Results
3.1 Particle shape, moisture content and panel density
The particles have a size (width × thickness × length) of 16.2 (standard deviation (SD) = 3.6) × 7.38 (SD = 2.9) × 28.97 (SD = 9.76) mm³ on average. The AR between width and thickness of the particles is on average 2.6 (SD = 1.24), that between length and width 1.9 (SD = 1.05).
On average the board’s MC accounted for 12.4% (SD = 0.4%).
The average panel density is visualized in Table 1. The average mean absolute deviation from target density accounted for 3.3% (SD = 3.7%). The boards with a density of 500 kg/m³ have a distinct density profile (Fig. 4) with on average 33% higher density at the surface layer than in the core layer (peak density on the surface referred to the average core density). The lighter boards have the highest density in the core (area of 10–20 mm in the board centre), on average 44% higher than at the surface (average of 1 mm area from the surface on both sides).

Density profiles for 28 mm bark-based insulation boards with varying particle orientation
3.2 Mechanical characteristics
Focusing on MOR and MOE, coefficients of correlation between 0.96 and 0.99 prove a highly significant influence of the panel density for both particle orientations (Table 2). The ANOVA confirms that with regard to MOR, the particle orientation does not have a significant effect, but the MOE is significantly (p < 0.05) influenced by the particle orientation (Table 3). The very light boards (200 kg/m³) have a MOR of 0.04 N/mm2 on average, whilst the heavy boards (500 kg/m³) achieved MOR values between 1.8 and 2.5 N/mm2. MOE ranges from 2.5 to 482 N/mm2 depending on density, but also on particle orientation, because panels with horizontal particles had an on average 27% lower MOE than panels with vertical particles (Table 4; Fig. 5).

MOR/MOE of bark-based panels with horizontal/vertical particles
Focusing on scatter in IB, 85% for boards with vertically oriented particles and 95% for boards with horizontal particles can be highly significantly (p < 0.001) explained by density (Table 3). The particle orientation within the panels has a highly significant (p < 0.001) effect and is likely to explain 0.826% of the variation within IB values. The IB of panels with horizontal particles is on average 62% lower than that of those with vertical particles (Fig. 6).

Effect of particle orientation on IB
TS is not strongly influenced by density, only boards with horizontal particles show a significant (p = 0.01) effect of density, although only 40% of the variation is explained by density with this board type. The effect of the particle orientation nonetheless, is highly significant (45 and 73% of the variation is explained by the particle orientation). Panels with horizontal particles showed a TS depending on density between 4 and 10% on average, whereas it is 3.4% lower for boards with vertical particles. Water absorption is highly significantly (p < 0.001) negatively correlated with panel density for both board types (coefficient of correlation (R) vertical particles = − 0.88, R horizontal particles = − 0.91). Both board types are highly significantly affected by particle orientation (85% of the variation with vertical particles and 42% with horizontal particles can be explained). Boards with horizontal particles showed, depending on panel density, a WA between 33 and 57%, lower with higher panel density and on average 4.7% lower when using vertical particles (Fig. 7).

TS and WA after 24 h for bark-based panels with horizontal/vertical particles
3.3 Thermal conductivity
The influence of the particle orientation on the TC was tested with an ANCOVA including the panel density as a covariate. Both variables have a statistically highly significant (p < 0.001) influence. Regressions were calculated, which are very significant (p < 0.01) for both particle orientations (Eq. 3). The panel’s thermal conductivity is very significantly (p < 0.01) linked to panel density (R = 0.99 for panels with vertical particles, R = 0.98 for panels with horizontal particles). In addition, the regression coefficients are very significant for both regression functions. The TC of horizontal particleboards is on average 16% lower than that of boards with vertical particles (Fig. 8).

Thermal conductivity of bark board with varying density and particle orientation
\({\lambda _h}\) Thermal conductivity of panels with horizontal particles in mW/(m K); \({\lambda _v}\) Thermal conductivity of panels with vertical particles in mW/(m K); \({\rho}\) Panel density in kg/m3.
4 Discussion
The structure of solid wood, as well as the one of wood-based products has a strong influence on the product’s properties (Niemz 1993; Renner et al. 2010). In the investigated panels, the orientation of particles was controlled in one dimension (parallel or perpendicular to panel plane) and must be assumed randomly oriented in the other two dimensions. This is an important restriction, because in plane strand alignment is a means of significant strength improvement shown for OSB (Suzuki and Takeda 2000; Sumardi et al. 2007). The density of the studied specimens showed a comparatively low deviation from the target density, because both densities were referred to the density at equilibrium moisture content (20 °C/65% RH − 12% MC). Density profiles (Fig. 4) did not show a clear difference for panels with varying particle orientation—structural study of boards therefore calls for more sophisticated methods like X-ray tomograms (Kain et al. 2016a). The outcome confirmed a slightly higher equilibrium moisture content of bark at the given climate conditions, compared with solid wood, an effect already mentioned by Standke and Schneider (1981) and Niemz (1993).
The results of the current study show a highly significant (p < 0.001) influence of bulk density on all tested board properties. This strong effect was confirmed for bark insulation boards by Kain et al. (2012, 2014).
This research shows on average a 70% increase in IB for boards with orthogonally oriented particles. This affect has already been approved by Soiné (1995), concerning extruded particleboard. However, the outcome of the investigation could not confirm the expected clear influence of the particle orientation on MOR and MOE, which could be due to the fact that in low-density particleboard the limiting strength factor is inter-particle-contact-area and not particle interior strength. That would also explain, why MOR/MOE was even slightly better with vertical particles (Fig. 5) than with horizontal ones, because vertical particles result in better particle stacking (Kain et al. 2016a).
The determination of water absorption (WA) and thickness swelling (TS) after 24 h immersion in water resulted in unequal results in terms of the influence of the particle orientation. The averaged result of TS for boards with vertical particles showed a 3.4% lower TS than for the boards with horizontal particles. Possibly this is due to a lower compaction of cells in boards with vertical particles due to the different production process. Similarly, but even stronger, the WA is on average 4.7% lower with vertical particles than the one of respective boards with horizontal particles. TS is limited in ÖNORM EN 312 (2010) for particleboard in moist surroundings for non-load-bearing applications (P3) with 13%—a requirement, which was clearly met by the presented boards.
The TC is on average 16% lower when aligning the bark particles perpendicular to the direction of the heat flow. This finding can be explained by the theory of optimal heat conduction pathways (Carson et al. 2005), according to that vertical particles form conduits for the heat energy flow, which results in a higher TC. Other investigations confirmed this coherence for bark particleboard (Kain et al. 2016b), wood fibre boards (Sonderegger and Niemz 2012) and wood composites in general (Joščák et al. 2012).
Optimisation of mechanical parameters like MOR or IB and TC is a competing target (Fig. 9). In building industry there is a growing interest for insulation materials based on renewable natural resources (Korjenic et al. 2011; Liu et al. 2017). For some insulation applications, damage robustness of insulation layers, load-bearing capabilities, opportunity of building site adaption cutting, and dynamic thermal insulation are necessary (Jelle 2011). For high stability requirements, extruded polystyrene with a tensile strength of maximum 0.35 N/mm² is a standard material (Papadopoulos 2005). Bark insulation panels with vertical particles partly have an equally high IB and could be an easily recyclable, natural alternative. Moreover, it was shown that bark panels have a rather low thermal diffusivity (Kain et al. 2013), making them also an effective dynamic thermal insulation material. Bark insulation boards offer a means to prioritize either insulation performance or stability by choosing the appropriate panel structure (Fig. 9).

IB, MOR, and TC of bark-based insulation boards with horizontal/vertical particle orientation depending on density
5 Conclusion
The results show that with regard to physical–mechanical characteristics (IB, TS, WA), boards with vertical particles are clearly superior. Horizontal particle orientation leads to significantly lower TC. Both mechanical stability (especially IB) and TC can be targeted in the production process by varying panel density and panel structure. In the present study, 28 mm thick panels with a density between 200 and 500 kg/m³ were produced with IB ranging from 0.01 to 0.38 N/mm² and a TC ranging from 56 to 100 mW/(m K). Targeted particle orientation is a means to optimize TC applying horizontal particles, or IB aligning particles vertical to the panel plane.
The presented bark insulation panels would occupy a niche between classical wall materials, such as solid wood, with a TC higher than 100 mW/(m K) and specialized insulating materials, such as mineral wool or polystyrene with an IB of less than 0.1 N/mm². Bark insulation panels have a lower TC than the mentioned wall materials and better IB than most insulation materials (Fig. 10). Their advantage compared to polystyrene is the natural resource basis and superior dynamic thermal insulation (Kain et al. 2013).

TC and IB of insulation materials in comparison (data apart bark according to Pfundstein et al. (2007))
Potential applications are insulation layers with increased mechanical stability requirements (roof, flooring, facade) and efficient solid constructions with targeted mechanical and thermal properties. Further work will have to concentrate on the determination of other relevant material properties, which is predominantly flammability, steam diffusion resistance and ecological performance using newly developed eco-resin-formulations. Finally, an upscaling from laboratory trials to industrial production would be necessary to make the product available to the market.
References
Carson JK, Lovatt SJ, Tanner DJ, Cleland AC (2005) Thermal conductivity bounds for isotropic, porous materials. Int J Heat Mass Transf 48(11):2150–2158
Deppe HJ, Ernst K (2000) Taschenbuch der Spanplattentechnik (Pocket book on particleboard technique) (In German). DRW, Leinfelden-Echterdingen
Doi S, Kurimoto Y (1998) Durability of sugi (Cruptomeria japonica D. Don) bark against wood decay fungi and a subterranean termite. Holz Roh-Werkst 56(3):178
Dunky M, Niemz P (2002) Holzwerkstoffe und Leime (Wood-based products and glues) (In German). Springer, Berlin
Flores M, Rosa ME, Barlow CY, Fortes MA, Ashby MF (1992) Properties and uses of consolidated cork dust. J Mater Sci 27(20):5629–5634
Gil L (2015) Cork. In: Goncalves MC, Margarido F (eds) Materials for construction and civil engineering. Springer, Heidelberg, pp 585–627
Holdheide W, Huber B (1952) Ähnlichkeiten und Unterschiede im Feinbau von Holz und Rinde (Similarities and differences in the fine structure of wood and bark) (In German). Holz Roh- Werkst 10(7):263–268
Jelle BP (2011) Traditional, state-of-the-art and future thermal building insulation materials and solutions—properties, requirements and possibilities. Energy Build 43(10):2549–2563
Joščák M, Sonderegger W, Niemz P, Schnider T, Oppikofer R, Lammar L (2012) Einfluss von Hohlräumen auf die Wärmeleitfähigkeit von ausgewählten Holzwerkstoffen für den Baueinsatz. (Influence of the air cavities on thermal conductivity of selected wood based materials and their application for building industry) (In German). Bauphysik 34(1):32–37
Kain G, Barbu MC, Teischinger A, Musso M, Petutschnigg A (2012) Substantial bark use as insulation material. Forest Prod J 62(6):480–487
Kain G, Barbu MC, Hinterreiter S, Richter K, Petutschnigg A (2013) Using bark as heat insulation material. Bioresources 8(3):3718–3731
Kain G, Güttler V, Barbu MC, Petutschnigg A, Richter K, Tondi G (2014) Density related properties of bark insulation boards bonded with tannin hexamine resin. Euro J Wood Prod 72(4):417–424
Kain G, Charwat-Pessler J, Barbu MC, Plank B, Richter K, Petutschnigg A (2016a) Analyzing wood bark insulation board structure using X-ray computed tomography and modeling its thermal conductivity by means of finite difference method. J Compos Mater 50(6):795–806
Kain G, Lienbacher B, Barbu MC, Plank B, Richter K, Petutschnigg A (2016b) Evaluation of relationships between particle orientation and thermal conductivity in bark insulation board by means of CT and discrete modeling. Case Stud Nondestruct Test Eval 6:21–29. d
Knapic S, Oliveira V, Machado JS, Pereira H (2016) Cork as a building material. A review. Eur J Wood Prod 74(6):775–791
Korjenic A, Petránek V, Zach J, Hroudová J (2011) Development and performance evaluation of natural thermal-insulation materials composed of renewable resources. Energy Build 43(9):2518–2523
Lakes R (1993) Materials with structural hierarchy. Nature 361(6412):479–564
Lakreb N, Knapic S, Machado JS, Bezzazi B, Pereira H (2017) Properties of multilayered sandwich panels with an agglomerated cork core for interior applications in buildings. Eur J Wood Prod. https://doi.org/10.1007/s00107-017-1198-3
Liu L, Li H, Lazzaretto A, Manente G, Tong C, Liu Q, Li N (2017) The development history and prospects of biomass-based insulation materials for buildings. Renew Sustain Energy Rev 69:912–932
Matias L, Santos C, Reis M, Gil L (1997) Declared value for the thermal conductivity coefficient of insulation corkboard. Wood Sci Technol 31(5):355–365
Miles PD, Smith WB (2009) Specific gravity and other properties of wood and bark for 156 tree species found in North America. U.S. Forest Service, Delaware
Miranda I, Gominho J, Mirra I, Pereira H (2012) Chemical characterization of barks from Picea abies and Pinus sylvestris after fractioning into different particle sizes. Ind Crops Prod 36(1):395–400 d
Naundorf W, Wollenberg R, Schubert D (2004) Veredlung von Rinden zu körnigen Füll- und Dämmstoffen (Production of granulate from bark for applications in the construction sector) (In German). Holz Roh-Werkst 62(6):397–404
Nemli G, Gezer ED, Yıldız S, Temiz A, Aydın A (2006) Evaluation of the mechanical, physical properties and decay resistance of particleboard made from particles impregnated with Pinus brutia bark extractives. Biores Technol 97(16):2059–2064
Niemz P (1993) Physik des Holzes und der Holzwerkstoffe (Physics of wood and wood based products) (In German). DRW, Leinfelden-Echterdingen
ÖNORM EN 310 (2005) Wood based panels—determination of modulus of elasticity in bending and of bending strength. Austrian Standards, Vienna
ÖNORM EN 312 (2010) Particleboards—specifications. Austrian Standards, Vienna
ÖNORM EN 317 (2005) Particleboards and fibreboards—determination of swelling in thickness after immersion in water. Austrian Standards, Vienna
ÖNORM EN 319 (2005) Particleboards and fibreboards—determination of tensile strength perpendicular to the plane of the board. Austrian Standards, Vienna
ÖNORM EN 322 (2005) Wood-based panels—determination of moisture content. Austrian Standards, Vienna
ÖNORM EN 323 (2005) Wood-based panels—determination of density. Austrian Standards, Vienna
ÖNORM EN 326–1 (2005) Wood based panels—sampling, cutting and inspection—Part 1: Sampling and cutting of test pieces and expression of test results. Austrian Standards, Vienna
Papadopoulos AM (2005) State of the art in thermal insulation materials and aims for future developments. Energy Build 37(1):77–86
Paris O, Burgert I, Fratzl P (2010) Biomimetics and biotemplating of natural materials. MRS Bull 35:219–225
Pásztory Z, Mohácsiné IR, Gorbacheva G, Börcsök Z (2016) The utilization of tree bark. Bioresources 11(3):7859–7888
Paulitsch M, Barbu MC (2015) Holzwerkstoffe der Moderne. DRW, Leinfelden-Echterdingen
Pereira H (2007) Cork: biology, production and uses. Elsevier, Amsterdam
Pereira H (2015) The rationale behind cork properties: a review of structure and chemistry. Bioresources 10(3):1–23
Pfundstein M, Gellert R, Spitzner MH, Rudolphi A (2007) Dämmstoffe: Grundlagen, Materialien, Anwendungen (Insulation materials: Basics, materials, applications) (In German). Department for International Architecture Documentation Corporation, Munich
Renner K, Kenyó C, Móczó J, Pukánszky B (2010) Micromechanical deformation processes in PP/wood composites: particle characteristics, adhesion, mechanisms. Compos Part A Appl Sci Manuf 41(11):1653–1661
Shupe TF, Hse CY, Price EW (2001) Flake orientation effects on physical and mechanical properties of sweetgum flakeboard. Forest Prod J 51(9):38–43
Soiné H (1995) Holzwerkstoffe. Herstellung und Verarbeitung (Wood-based products: Manufacturing and processing) (In German). DRW, Leinfelden-Echterdingen
Sonderegger W, Niemz P (2012) Thermal and moisture flux in soft fiberboards. Eur J Wood Prod 70(1–3):25–35
Standke W, Schneider A (1981) Untersuchungen über das Sorptionsverhalten des Bast- und Borkeanteils verschiedener Baumrinden (Investigations on the sorption-behaviour of the inner and outer bark of different trees) (In German). Holz Roh- Werkst 39(12):489–493
Sumardi I, Ono K, Suzuki S (2007) Effect of board density and layer structure on the mechanical properties of bamboo oriented strandboard. J Wood Sci 53(6):510–515
Suzuki S, Takeda K (2000) Production and properties of Japanese oriented strand board I: effect of strand length and orientation on strength properties of sugi oriented strand board. J Wood Sci 46(4):289–295
Tártaro AS, Mata TM, Martins AA, Esteves da Silva JCG (2017) Carbon footprint of the insulation cork board. J Clean Prod 143:925–932
Vaucher H (1997) Baumrinden: Aussehen, Struktur, Funktion, Eigenschaften (Tree barks: Appearance, structure, feature, characteristics) (In German). Naturbuch, Augsburg
Vay O, Borst K de, Hansmann C, Teischinger A, Müller U (2015) Thermal conductivity of wood at angles to the principal anatomical directions. Wood Sci Technol 49(3):577–589
Wang SY, Chen BJ (2007) The flake’s alignment efficiency and orthotropic properties of oriented strand board. Holzforschung 55(1):97–103
Acknowledgements
Open access funding provided by FH Salzburg - University of Applied Sciences. The authors are grateful for the support of the companies Graggaber (sawmill Unternberg, Austria) and Metadynea (Krems, Austria).
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
Open Access This article is distributed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits unrestricted use, distribution, and reproduction in any medium, provided you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license, and indicate if changes were made.
About this article

Cite this article
Kain, G., Lienbacher, B., Barbu, MC. et al. Larch (Larix decidua) bark insulation board: interactions of particle orientation, physical–mechanical and thermal properties. Eur. J. Wood Prod. 76, 489–498 (2018). https://doi.org/10.1007/s00107-017-1271-y
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00107-017-1271-y