
Abstract
Abrasive waterjet is a cool cutting technology with the ability to cut most of the difficult to cut materials. Average surface roughness value is a measure of surface finish of a manufactured product. Modeling of the average roughness value of aluminium–silicon carbide metal matrix composites by dimensional method technique is carried out for both cutting and deformation mode regions. Abrasive waterjet cutting experimentation is carried out on trapezoidal-shaped aluminium–metal matrix composites by varying the process parameters. The model results are in good relation with the experimental results for the cutting wear region. The deformation wear results have slightly more percentage of error in comparison with the cutting wear region. Average surface roughness value is measured along the depth of penetration with noncontact confocal microscope. The average results of the cutting and deformation wear region are considered for modeling.
Similar content being viewed by others

Keywords
1 Introduction
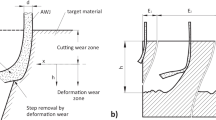
Abrasive water jet (AWJ) is a cool cutting technology to cut difficult to cut materials such as tool steel, titanium, brass, concrete, rock, glass, polymer matrix composites, ceramic matrix composites and metal matrix composites (MMCs) [1, 2]. The advantages of using AWJ cutting includes cutting of complicated shapes, no thermal distortion, narrow kerf width, negligible heat affected zone, and environmental friendliness [3, 4]. Surface finish is an important parameter of any manufactured product. Average surface roughness (Ra) value is one of the measures of surface finish. Ra of AWJ cut surface is influenced by a number of parameters such as hydraulic, abrasive, cutting, and work material properties. In AWJ cutting, the material removal takes place in two modes namely cutting wear and deformation wear [5,6,7]. The present research work makes an attempt to find the Ra of cutting and deformation wear mode by noncontact-type surface roughness measurement.
Guo et al. [8], has investigated the surface topography of aluminium samples cut by AWJ. The cutting wear region is dominated by microstructure roughness and the deformation wear region is dominated by macrostructure waviness. The Ra increases with increasing the size of the abrasive particles. In the cutting wear region, microchipping takes place during cutting, making the cut surface smooth. Whereas during cutting in the deformation wear region the discontinuously and three-dimensional cutting takes place. Also, the inclination and oscillation of the jet contribute to the waviness and rougher Ra value in the region. Chen et al. [9], has investigated the Ra of ceramic, perspex, aluminium and mild steel plates. A smooth surface finish was seen at the top of the cut and the rough surface finish with striations towards the bottom of the cut. The fluctuations of the AWJ, vibration of the workpiece and nozzle and oscillations of the jet are also the reasons for the striations formation. Neusen et al. [10], has investigated the effect of waterjet pressure, traverse speed and abrasive flow rates on Ra of aluminium–silicon carbide and magnesium–silicon carbide MMCs. AWJ cutting experiments are conducted on aluminium reinforced with 7, 11, and 15% SiC particles and magnesium reinforced with 26.5% SiC particles. Ra measurement is done at depth of 12.7 mm from the top of the cut on the MMC samples. A low Ra value of 5 µm is seen for cutting with higher waterjet pressure and higher abrasive flow rates. The Ra has increased with higher jet traverse speed and low abrasive flow rates. Hashish [11], also carried out research to find the Ra of aluminium reinforced with 15 and 25% of silicon carbide MMCs. Low traverse speed and high abrasive flow rates have given better Ra. Hamatani and Ramulu [12], has carried out an experimental investigation on Ra of AWJ machined Al6061–30% SiC MMCs. The Ra measurement is carried out at 1, 2.5, and 4 mm along the direction of the cut. The upper half of the cut had a smooth surface roughness of Ra value 1.75 µm but the lower half resulted in the rougher surface roughness with Ra value of 2.4 µm. Shanmughasundaram [13], has investigated the Ra of AWJ cut aluminium–graphite MMCs produced by squeeze casting. Ra is measured at top, middle and bottom positions of AWJ cut samples. The regression equation for Ra is developed and the experimental results are compared with it. The waterjet pressure has the highest influence on the Ra, followed by traverse speed and standoff distance. Naresh Babu and Muthukrishnan [14], have conducted experiments of AWJ cutting on brass-360 of 3 mm thick. The Ra was measured at the top, middle and the bottom of the cut. A regression model equation for Ra is being developed. The experimental results and the model results of Ra are compared. The high waterjet pressure and low abrasive flow rate have given better Ra. Ra is investigated for Titanium 7.0, 13.2, and 20.32 mm thick AWJ cut samples. Ra is measured at top and bottom of the cut at distance of 1 mm from the top and bottom edge. The top side Ra ranges from 2 to 5 µm at low cutting speed whereas the bottom side Ra ranges from 3 to 30 µm. The experiments results of Ra are validated with empirical model equation of Ra developed from regression analysis. The developed model results match well with the experimental results [15]. Wang [16] has developed a depth of cut model equation for alumina ceramics using dimensional analysis and the model results are validated with the experimental results. Shanmugam et al. [17] has developed a model equation for kerf taper angle for alumina ceramics using dimensional analysis and validated the model results with the experimental results. Xu and Wang [18] has predicted model equation for depth of cut of alumina ceramics using dimensional analysis and compared the model and experimental results.
The literature review reveals that the research has been carried by many researchers in the area of Ra measurements at top, middle, and bottom of the cut of many materials such as aluminium, ceramic, mild steel, aluminium and magnesium metal matrix composites, and many more. However, there is a need to evaluate the Ra along the DOP to understand process capabilities of AWJ and to measure the Ra by noncontact surface roughness measurement technique. In view of this, the present research work is an attempt to find the Ra along the DOP with noncontact confocal microscope. Hence this research work is carried out to investigate the Ra along the DOP in aluminium–silicon carbide composites. To access the DOP, it was planned to use 70-mm-thick trapezoidal MMC blocks. Stir casting method will be used to manufacture the MMC blocks of different compositions.
2 Experimentation
To manufacture aluminium 6061 and silicon carbide particles (Al6061-SiCp) MMCs, aluminium 6061 (Al6061) was chosen as matrix material and silicon carbide particles (SiCp) of #80 mesh size was chosen as reinforcement.
Al6061-SiCp MMCs were produced by stir cast method. Figure 13.1 shows the geometry of trapezoidal specimens [19, 20]. The specimens were prepared by adding different weight percentage of SiC particles (5, 10 and 15%) to the Al6061 matrix material. A custom-made split die of C-40 steel was used for the preparation of the specimen. The casting of Al6061–5%SiCp, Al6061–10%SiCp and Al6061–15%SiCp were prepared. Further, these specimens are subjected for AWJ cutting.

Geometry of trapezoidal specimens
2.1 AWJ Cutting
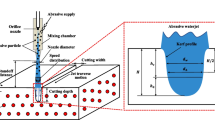
To study the influence of dynamic parameters and their interactions on DOP in different MMCs, 33 full factorial experiments were considered. AWJ cutting experiments with #80 mesh size garnet abrasives were conducted on both Al6061 base alloy and Al6061-SiCp MMCs the dynamic parameters such as waterjet pressure, abrasive flow rate and jet traverse speed were varied at three different levels. Hence, 27 experiments were conducted on each specimen considered for experimentation. Table 13.1 refers to the process parameters employed for considering the full factorial experiments. Initial experiments of AWJ cutting on Al6061 base alloy were conducted to consider the process parameters levels and arrive at these values. The cutting experiments were conducted by keeping the focusing nozzle at a distance of 2 mm from the workpiece material. The jet was made to strike the material at an angle of 900 and traversed over the length of the specimen only once in order to observe the maximum penetration depth on the specimen. Jet splashed when it could not penetrate further into the specimen material. In total, 108 cutting experiments were carried out on the samples of Al6061 base alloy, Al6061–5%SiCp, Al6061–10%SiCp, and Al6061–15%SiCp MMCs.
2.2 Measurement of DOP and Ra
The DOP measurement was carried out on all the 108 cutting experiments samples. The DOP was measured by measuring the slant length of cut (L), the penetration of jet (h), for each set of parameters. The DOP was determined using the relation, DOP = L sin25° [19]. The DOP was also measured with a vernier height gauge to minimize the error.
The 108 cutting experiments samples were cut and subjected to Ra measurement. The Ra measurement is carried on a noncontact confocal microscopy at ×5 optical zoom with scan field of 2.56 mm × 2.56 mm. The Ra is measured along the surface of DOP from the top to bottom of the kerf insteps of 2.56 mm. The average reading of this area is taken as the Ra value.
2.3 Modeling of Ra
The Ra values are changing with respect to the depth along the DOP. From the top of the cut to about one-third of the depth along the DOP the region is regarded as the cutting wear region and the remaining region till the bottom of the cut is regarded as the deformation wear region. The cut surface is smooth with a good surface finish with lesser Ra values in the cutting wear region. Whereas the deformation region is marked with striations having higher Ra values. So for the purpose of the modeling, the average of the Ra values in the cutting and deformation wear region is considered.
2.4 Development of Ra Model
Dimensional analysis method is followed for the development of Ra model. Ra depends on p-waterjet pressure (MPa), u-traverse speed (m/min), and ṁ-abrasive flow rate (N/min),
Mathematically, Ra = f (p, u, ṁ) where f denotes function.
Solving for Ra, one dimensionless product is formed.
With power-law formulation, Eq. (1) can be rewritten as follows:
Equation (2) is a generalized model equation for Ra, where a and b constants and can be determined from the experiments.
2.5 Model Verification
For the purpose of verification of the model, the data from the experiments are used in nonlinear regression analysis to find the values of a and b constants. The values of a and b are input in Eq. (2)
Equation (3) gives the model equation for Ra for cutting wear region of Al6061 base alloy
Equation (4) gives the model equation for Ra for deformation wear region of Al6061 base alloy
Equation (5) gives the model equation for Ra for cutting wear region of Al6061–5%SiC MMCs.
Equation (6) gives the model equation for Ra for deformation wear region of Al6061–5%SiC MMCs.
Equation (7) gives the model equation for Ra for cutting wear region of Al6061–10%SiC MMCs.
Equation (8) gives the model equation for Ra for deformation wear region of Al6061–10%SiC MMCs.
Equation (9) gives the model equation for Ra for cutting wear region of Al6061–15%SiC MMCs.
Equation (10) gives the model equation for Ra for deformation wear region of Al6061–15%SiC MMCs.
3 Results and Discussions
3.1 DOP Results
Table 13.2 shows the experimental values of DOP for the Al6061 base alloy and Al6061-SiCp MMCs. From the table, it is clear that the maximum DOP are 54.62 mm, 54.44 mm, 54.40 mm, and 54.32 mm for Al6061 base alloy, Al6061–5%SiCp, Al6061–10%SiCp, and Al6061–15%SiCp MMCs, respectively, was observed at maximum waterjet pressure of 300 MPa, abrasive flow rate of 0.406 kg min−1 and at least traverse speed of 100 mm min−1. In most of the experimental DOP values, the DOP decreases with increase in reinforcement percentages in Al6061-SiCp MMCs. This can be attributed to the fact that with the increase in the percentage of SiC particles, the hardness of the specimen is increased, thereby the cutting ability of the waterjet has decreased. In general, the DOP has increased with increase in waterjet pressure and abrasive flow rate but decreased with increase of jet traverse speed. The increase in waterjet pressure increased the cutting ability of the jet so that jet could penetrate to the larger depths. A marginal increase of DOP can be seen with increase of abrasive flow rate. With the increase in abrasive flow rate, more abrasives are available for the interaction with the workpiece material. At the same time, more abrasive may accumulate in the mixing tube and obstruct the flow of high-velocity water also there can be improper mixing of abrasive with the waterjet. The abrasives can inter collide among themselves and damage the cutting edges of the abrasives. This reduces the cutting ability of the waterjet at very high abrasive flow rates. With the increase of traverse speed, less time was available for the cutting action, which has reduced the DOP.
3.2 Ra Results
From the Ra results along the DOP, it is observed that the Ra values are changing with respect to the depth along the DOP. It is observed that the Ra values at the top of the cut are lower compared to the bottom of the cut. The same is observed for all the experimental cutting conditions. Due to this reasons, the Ra values from the top of the cut to the about one-third of the depth along the DOP the region is regarded as the cutting wear region and the remaining region till the bottom of the cut is regarded as the deformation wear region. The cut surface is smooth with a good surface finish with lesser Ra values in the cutting wear region. The deformation region is marked with striations having higher Ra values.
3.3 Validation of the Ra Model
The Ra values of both cutting and deformation wear region are used for of validation of Ra model. The experimental values of pressure (MPa), traverse speed (m/min) and abrasive flow rate (N/min) are input to the corresponding Ra model equations and their results are tabulated. Figure 13.2. Shows the Ra values predicted with the proposed model and the experimental values for Al6061 base alloy and Al6061–5%SiCp, Al6061–10%SiCp, and Al6061–15%SiCp MMCs for the cutting wear region. The percentage of error is calculated based on the equation number 11. The proposed model predicted almost 10–26%, 4–18%, and 0–20% lower or higher Ra values than the experimental Ra values for 100, 200, and 300 MPa waterjet pressures, respectively, for Al6061 base alloy. For MMCs, the proposed model predicted almost 7–28%, 5–29%, and 7–27% lower or higher Ra values than the experimental Ra values for 100 MPa waterjet pressures cutting conditions for Al6061–5%SiCp, Al6061–10%SiCp and Al6061–15%SiCp MMC,s respectively. Similarly, the proposed model predicted almost 0–9%, 4–12%, and 0–15% lower or higher Ra values than the experimental Ra values for 200 MPa waterjet pressures cutting conditions for Al6061–5%SiCp, Al6061–10%SiCp, and Al6061–15%SiCp MMCs, respectively. For 300 MPa waterjet pressures cutting conditions, the proposed model predicted almost 1–26%, 0–23%, and 1–17% lower or higher Ra values than the experimental Ra values for Al6061–5%SiCp, Al6061–10%SiCp, and Al6061–15%SiCp MMCs, respectively.

Experimental and model Ra of cutting wear region
In both Al6061 base alloy and Al6061-SiCp MMCs, the percentage of variation between the experimental and model Ra values is being higher at 100 MPa waterjet pressure conditions compared to the other higher waterjet pressure conditions. This can be attributed to the fact that at 100 MPa waterjet pressure conditions, lesser kinetic energy is available. In addition, jet spreading takes place due to the less amount of kinetic energy of the waterjet. At 200 and 300 MPa waterjet pressures, Ra values show a close relation with the experimental Ra values when compared with Ra values of 100 MPa waterjet pressure. At higher waterjet pressures 200 MPa and above, the kinetic energy available with waterjet is more than that of 100 MPa waterjet pressure. Here also, jet spreading takes place but at a higher depth of the waterjet. In cutting wear mode, the material is subjected to shear at shallow angles of attack of abrasive particles and the cutting process is steady. With higher waterjet energy, the jet deflection is also very less. These factors will facilitate for more amount of time interaction of the waterjet with work piece. This contributes to achieving smooth surface finish with less Ra values in the cutting wear region. Thus, this analysis clearly indicates the suitability of proposed model for predicting Ra values of cutting wear region of Al6061 base alloy and Al6061–5%SiCp, Al6061–10%SiCp, and Al6061–15%SiCp MMCs.
Figure 13.3 shows the Ra values predicted with the proposed model and the experimental values for Al6061 base alloy and Al6061–5%SiCp, Al6061–10%SiCp, and Al6061–15%SiCp MMCs for the deformation wear region. The percentage of error is calculated based on the equation number 11. The proposed model predicted almost 4–29%, 1–18%, and 1–28% lower or higher Ra values than the experimental Ra values for 100, 200, and 300 MPa waterjet pressures, respectively, for Al6061 base alloy. The proposed model predicted almost 2–30%, 2–29%, and 0–27% lower or higher Ra values than the experimental Ra values for 100 MPa waterjet pressures cutting conditions for Al6061–5%SiCp, Al6061–10%SiCp, and Al6061–15%SiCp MMCs, respectively. Similarly, the proposed model predicted almost 0–20%, 1–17%, and 2–17% lower or higher Ra values than the experimental Ra values for 200 MPa waterjet pressures cutting conditions for Al6061–5%SiC, Al6061–10%SiC, and Al6061–15%SiC respectively.

Experimental and model Ra of deformation wear region
For 300 MPa waterjet pressures cutting conditions, the proposed model predicted almost 0–19%, 8–22%, and 4–25% lower or higher Ra values than the experimental Ra values for Al6061–5%SiCp, Al6061–10%SiCp, and Al6061–15%SiCp MMCs, respectively. The percentage of variation between the experimental and model Ra values is being higher at 100 MPa waterjet pressure conditions compared to the other higher waterjet pressure conditions for both Al6061 base alloy and Al6061-SiCp MMCs. This can be attributed to the consideration that 100 MPa of waterjet pressure has lesser amount of kinetic energy. This waterjet pressure has lesser amount of kinetic energy compared to the higher waterjet pressures. In addition, waterjet pressure coupled with lesser abrasive flow rate at 0.195 kg/min and higher traverse speed of the jet will add up to give higher Ra values compared to the higher waterjet pressures conditions. In addition, jet spreading takes place due to less amount of kinetic energy of the waterjet. In deformation wear mode, the material is subjected to plastic deformation at large angles of attack and is removed by the abrasive particles. During the deformation wear mode, the jet deflection happens which in turn generates striations on the surface cut with AWJ. This factor contribute to achieving striations on the cut surface with higher Ra values in the deformation wear region. At 200 MPa and higher waterjet pressures, Ra values show a close relation the experimental Ra values when compared with the Ra values of 100 MPa waterjet pressure. At higher waterjet pressures 200 MPa and above, the kinetic energy available with waterjet is more than that of 100 MPa waterjet pressure. Here also, jet spreading takes place but at a higher depth of the waterjet. These factors will facilitate for more amount of time interaction of the abrasive waterjet with workpiece. These factors facilities for having lesser amount of striations with Ra values lesser than the surface cut with 100 MPa AWJ. Thus, this analysis clearly indicates the suitability of proposed model for predicting Ra values in Al6061 base alloy and Al6061-SiCp MMCs.
4 Conclusions
This article attempts to show the suitability of model Ra for predicting the surface roughness of Al6061 base alloy and Al6061-SiCp MMCs. Consequently, this effort can be considered as a database that would help to choose the parameters depending on desired Ra for Al6061 base alloy and Al6061-SiCp MMCs. For a better surface finish with lower Ra values for larger depth, it is suitable to adopt, higher waterjet pressure and abrasive flow rate with low traverse speed of the jet.
References
Aydin, G., Karakurt, I., Aydiner, K.: An investigation on surface roughness of granite machined by abrasive waterjet. Bull. Mater. Sci. 34, 985–992 (2011)
Jegaraj, J.J.R., Babu, N.R.: A strategy for the efficient and quality cutting of materials with abrasive waterjets considering the variation in orifice and focusing nozzle diameter. Int. J. Mach. Tools Manuf. 45, 1443–1450 (2005)
Akkrut, A., Kulekci, M.K., Seker, U., Ercan, F.: Effect of feed rate on surface roughness in abrasive waterjet cutting applications. J. Mater. Process. Technol. 147, 389–396 (2004)
Kovacevic, R., Hashish, M., Mohan, R., Ramulu, M., Kim, T.J., Geskin, E.S.: State of the art of research and development in Abrasive waterjet machining. J. Manuf. Sci. Eng. 119, 776–785 (1997)
Kovacevic, R.: Surface texture in abrasive waterjet cutting. J. Manuf. Syst. 10, 32–40 (1991)
Hashish, M.: A model for abrasive waterjet (AWJ) machining. J. Eng. Mater. Technol. 111(2), 154–162 (1989)
Hashish, M.: Characteristics of surfaces machined with abrasive waterjets. J. Eng. Mater. Technol. 113, 354–362 (1991)
Guo, N.S., Louis, H., Meier, G.: Surface structure and kerf geometry in abrasive waterjet cutting: formation and optimization. In: 7th American Water Jet Conference, pp. 1–25 (1993)
Chen, F.L., Siores, E.: The effect of cutting jet variation on striation formation in abrasive water jet cutting. Int. J. Mach. Tools Manuf. 41, 1479–1486 (2001)
Neusen, K.F., Rohatgi, P.K., Vaidyanathan, C., Alberts, D.: Abrasive waterjet cutting of metal matrix composites. In: Proceedings of the 4th U S Waterjet Conference, pp. 272–283 (1987)
Hashish, M.: Machining of advanced composites with abrasive-waterjets. In: The Winter Annual Meeting of the ASME, pp. 1–19 (1988)
Hamatani, G., Ramulu, M.: Machinability of high temperature composites by Abrasive waterjet. J. Eng. Mater. Technol. 112, 381–386 (1990)
Shanmughasundaram, P.: Influence of abrasive waterjet machining parameters on the surface roughness of eutectic Al-Si alloy - graphite composites. Mater. Phys. Mech. 19, 1–8 (2014)
Naresh Babu, M., Muthukrishnan, N.: Investigation on surface roughness in abrasive waterjet machining by the response surface method. Mater. Manuf. Process. 29, 1422–1428 (2014)
Zhang, S., Yugiang, W., Wang, Y.: An Investigation of surface quality cut abrasive waterjet. Open Mech. Eng. J. 5, 166–177 (2011)
Wang, J.: A new model for predicating the depth of cut in abrasive waterjet contouring of alumina ceramics. J. Mater. Process. Technol. 209, 2314–2320 (2009)
Shanmugam, D.K., Wang, J., Liu, H.: Minimisation of kerf tapers in abrasive waterjet machining of alumina ceramics using a compensation technique. Int. J. Mach. tools Manuf. 1527–1534 (2008)
Xu, S., Wang, J.: A study of abrasive waterjet of alumina ceramics with controlled nozzle oscillation. Int. J. Adv. Manuf. Technol. 693–702 (2006)
Srinivas, S., Ramesh Babu, N.: Role of garnet and silicon carbide abrasives in abrasive waterjet cutting of aluminium-silicon carbide particulates metal matrix composites. Int. J. Appl. Res. Mech. Eng. 1, 109–122 (2011)
Srinivas, S., Ramesh Babu, N.: Penetration ability of abrasive waterjets in cutting of aluminum-silicon carbide particulate metal matrix composites. Mach. Sci. Technol. 16, 337–354 (2012)
Acknowledgements
The work reported in this paper is supported by B M S College of Engineering through the Technical Education Quality Improvement Programme [TEQIP-III] of the MHRD, Government of India.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2020 Springer Nature Singapore Pte Ltd.
About this paper

Cite this paper
Prabhu Swamy, N.R., Srinivas, S. (2020). A Model for Average Surface Roughness for Abrasive Waterjet Cut Metal Matrix Composites. In: Shunmugam, M., Kanthababu, M. (eds) Advances in Unconventional Machining and Composites. Lecture Notes on Multidisciplinary Industrial Engineering. Springer, Singapore. https://doi.org/10.1007/978-981-32-9471-4_13
Download citation
DOI: https://doi.org/10.1007/978-981-32-9471-4_13
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-32-9470-7
Online ISBN: 978-981-32-9471-4
eBook Packages: EngineeringEngineering (R0)