
Zusammenfassung
Stähle und Stahlguss sind wegen ihrer Vielseitigkeit noch immer die wichtigsten Werkstoffe des Maschinenbaues. Ihre Eigenschaften lassen – in Verbindung mit der Wärmebehandlung – viele Kombinationen zwischen Festigkeit, Härte, Zähigkeit und plastischer Verformbarkeit zu.
Die Bedeutung wird durch die Zahl von über 2000 lieferbaren Stahlsorten deutlich. Es gibt Sorten für gegensätzliche Anforderungen, z. B. für
-
Konstruktionen und Werkzeuge
-
warm-/kaltgewalzte Profile und Gussteile
-
extrem tiefe und hohe Temperaturen
Entscheidend dafür sind die Möglichkeiten der Eigenschaftsänderung durch z. B. Normalglühen, Härten und Vergüten.
Ausgangsstoffe für die Stahlerzeugung sind:
-
Roheisen aus dem Hochofenprozess
-
Neuschrott aus dem Kreislauf der Stahlgewinnung (z. B. Steiger, Endstücke)
-
Altschrott aus dem Abriss von Industrieanlagen und dem Recycling.
Im EKD ist Roheisen (Tab. 4.1) im eutektischen Bereich zu finden, Stahl dagegen in der Stahlecke. Aus Tab. 4.1 ergibt sich die Aufgabenstellung bei der Stahlerzeugung aus Roheisen:
4.1 Erzeugung und Klassifizierung
4.1.1 Allgemeines
Stähle Footnote 1 und Stahlguss sind wegen ihrer Vielseitigkeit noch immer die wichtigsten Werkstoffe des Maschinenbaues. Ihre Eigenschaften lassen – in Verbindung mit der Wärmebehandlung – viele Kombinationen zwischen Festigkeit, Härte, Zähigkeit und plastischer Verformbarkeit zu.
Die Bedeutung wird durch die Zahl von über 2000 lieferbaren Stahlsorten deutlich. Es gibt Sorten für gegensätzliche Anforderungen, z. B. für
-
Konstruktionen und Werkzeuge
-
warm-/kaltgewalzte Profile und Gussteile
-
extrem tiefe und hohe Temperaturen
Entscheidend dafür sind die Möglichkeiten der Eigenschaftsänderung durch z. B. Normalglühen, Härten und Vergüten.
Der hohe Elastizitätsmodul ergibt Steifigkeit. Als Nachteil erweist sich die hohe Dichte im Vergleich zu Leichtmetallen, Polymeren und Verbundwerkstoffen. Mit dem Einsatz neuer Stahlsorten, wie z. B. hochfeste Stähle zum Kaltumformen (Tab. 4.31), bei denen hohe Festigkeit mit ausreichender plastischer Verformbarkeit kombiniert ist, sowie Leichtbaukonstruktionen wird versucht, diesen Nachteil auszugleichen.
4.1.2 Ausgangsstoffe und Aufgaben der Stahlerzeugung
Ausgangsstoffe für die Stahlerzeugung sind:
-
Roheisen aus dem Hochofenprozess
-
Neuschrott aus dem Kreislauf der Stahlgewinnung (z. B. Steiger, Endstücke)
-
Altschrott aus dem Abriss von Industrieanlagen und dem Recycling.
Im EKD ist Roheisen (Tab. 4.1) im eutektischen Bereich zu finden, Stahl dagegen in der Stahlecke. Aus Tab. 4.1 ergibt sich die Aufgabenstellung bei der Stahlerzeugung aus Roheisen:
Verfahrensweg vom Roheisen zum Stahl
-
C-Gehalt absenken
-
Eisenbegleiter (qualitätsmindernde) auf möglichst niedrige Werte reduzieren (Phosphor P, Schwefel S, Sauerstoff O, Stickstoff N, Wasserstoff H)
-
Festigkeitssteigernde Legierungselemente auf bestimmte Gehalte nach Norm einstellen (Mangan Mn und Silizium Si).
Hinweis
Stahlerzeugung aus Schrott ist metallurgisch einfacher, da er wenig S und P enthält.
4.1.3 Rohstahlerzeugung
Verschiedene Verfahren dienen der Erzeugung von Rohstahl.
Hochofenprozess
Reduktion der Eisenerze durch das CO-Gas des verbrennenden Kokses mit Zusatz von Kohle, Öl und Kunststoffabfällen. Hauptverfahren zur Roheisenerzeugung, Leistung \(10.000\,\mathrm{t/24\,h}\).
Direktreduktion
Reduktion von aufbereiteten Erzen in Schachtöfen mit einem meist außerhalb erzeugten Reduktionsgas aus CO und H\({}_{\mathrm{2}}\) bei niedrigen Temperaturen zu Eisenschwamm mit Fe-Gehalten von \(<\!95\) %. Leistung ca. \(100\,\mathrm{t/24\,h}\). Wegen der geringeren Leistung der Anlagen ist der Anteil an der Roheisenerzeugung gering. Verwendung z. B. für Sintereisenpulver.
Frischen
Verschlacken bzw. Vergasen (z. B. C zu CO) der Eisenbegleiter mithilfe von Sauerstoff (früher mit Luft) oder chemisch gebunden. Chemisch gesehen ist es eine Oxidation. Die Verfahren unterscheiden sich durch die Sauerstoffzufuhr:
-
Sauerstoffgas bei den Blasstahlverfahren
-
Fe-Oxide beim Elektrostahlverfahren.
Die wichtigsten Vorgänge sind:
-
Reduktion der Fe-Oxide im Erz durch aufsteigendes CO aus der Verbrennung des Kokses, auch direkt durch Kontakt der Oxide mit dem Koks
-
Oxidation der Eisenbegleiter P und S.
Abb. 4.1 gibt einen Überblick über den Weg vom Erz zum Stahl. Auf die verfahrenstechnischen Einzelheiten kann im Rahmen dieses Buches nicht eingegangen werden.

Verfahrenslinien zur Rohstahlerzeugung
Sauerstoff-Aufblasverfahren
Einsatz ist flüssiges Roheisen mit Schrottzusatz zur Kühlung. Der Gasstrom kann von oben über eine Lanze, durch Düsen im Boden oder auch kombiniert zugeführt werden. Die Leistung beträgt \(600\,\mathrm{t/h}\). Die Verfahren haben einen Anteil von ca. 80 % an der Stahlerzeugung in Deutschland (Abb. 4.2).
Zum Absenken des P-Gehaltes wird mit dem O\({}_{\mathrm{2}}\)-Strom noch Feinkalk auf die Schmelze geblasen, LDAC-Verfahren (Stahlerzeuger Linz-Donawitz, ARBED, CRNM).

Sauerstoffblasverfahren mit LDAC-Konverter. 1 Sauerstofflanze, 2 Abstichloch, 3 Tragring, 4 Futter, 5 Boden, 6 Schutzring, 7 Abgashaube, 8 Schlackenpfanne, 9 Gießpfanne, 10 Stahlentnahmewagen (nach DEMAG)
Elektrostahlverfahren
Einsatzmaterial ist fester Schrott und Eisenschwamm. Die Öfen werden in den Stahlgießereien und Ministahlwerken eingesetzt. Letztere haben begrenztes Lieferprogramm und damit niedrigere Investitionskosten. Die Leistung der Öfen beträgt etwa \(130\,\mathrm{t/h}\) (Abb. 4.3).

Elektrostahlverfahren. Lichtbogenofen mit ausgefahrenem Deckel beim Beschicken. Beschickungskorb linke Hälfte gefüllt, rechte Hälfte im leeren Zustand gezeichnet (DEMAG)
4.1.4 Sekundärmetallurgie
Rohstahl enthält nach dem schlackenfreien Abstich in die Gießpfanne noch gelöstes FeO, das nach der Erstarrung im Gefüge als Oxidschlacke vorliegt. Seine Entfernung wird Desoxidation genannt, d. h. Reduktion des gelösten FeO durch Zugabe von Stoffen mit höherer Affinität zum O. Solche Desoxidationsmittel sind Al, Ca, Mg, Si und Ti, auch in Kombination.
Dabei laufen Redoxreaktionen ab, es entstehen nichtmetallische Teilchen, die nicht vollständig in der zähen Schmelze aufsteigen können. Ihre Entfernung und weitere Arbeiten wie das Einstellen der chemischen Zusammensetzung, Legieren sowie Absenken des Gasgehaltes werden in der Gießpfanne oder in besonderen Gefäßen durchgeführt, auch Pfannenmetallurgie genannt. Dazu sind zahlreiche Verfahren entstanden (Tab. 4.2).
Umschmelzverfahren sind wegen der Kosten auf Stahlsorten für hochbeanspruchte Schmiedeteile begrenzt, wenn Längs- und Quereigenschaften möglichst gleich sein sollen (isotropes Verhalten).
Beispiele für hochbeanspruchte Schmiedeteile
Kaltwalzen höchster Oberflächengüte, Wälzlager für höchste Sicherheit, Vergütungsstähle für den Flugzeugbau, warmfeste Schmiedeteile für Kraftwerksbau, Druckgießformen, HS-Stähle
4.1.5 Vergießen und Erstarren des Stahles
Vergießen
Der größte Teil (ca. 90 %) des in Deutschland erschmolzenen Stahles wird im Strangguss vergossen. Der Rest ist Blockguss für große Schmiedeteile und Stahlguss.
Die Entwicklung geht zu endmaßgenauen Gießformaten, um Walzwerke und Energie einzusparen: Vorbandgießen (15…20 mm) und Gießwalzen (1…2 mm Dicke).
Erstarren
In der Schmelze ist durch das Blasen mit Sauerstoff FeO entstanden, das mit den noch vorhandenen C-Atomen reagiert, die Kohlenstoffdesoxidation.
Kohlenstoffdesoxidation
Die in der Schmelze gelösten Stoffe FeO und C liegen mit Fe und CO im chemischen Gleichgewicht vor, die Reaktion kommt praktisch zum Stillstand.
Jede Änderung der Zustandsgrößen (Vakuum) oder die Entnahme eines Reaktionspartners führt zum Wiederaufleben der Reaktion, die ein neues Gleichgewicht anstrebt.
Beispiel 1
CO-Gas wird beim Vakuumguss abgezogen. Das Gleichgewicht ist gestört, es wird weiteres CO gebildet, dadurch sinkt der FeO-Gehalt (Desoxidation).
Beispiel 2
Bei der Erstarrung in Kokillen wird die Schmelze durch die Ausscheidung von Fe-Kristallen ärmer an Fe, die Reaktion läuft weiter nach rechts ab unter Bildung von CO-Gas.
Das nach Beispiel 2 aufsteigende CO-Gas bewirkt ein Kochen in der Gießform, der Stahl ist unberuhigt vergossen, d. h. CO-Blasen bleiben als Blasenkranz unter einer Schicht C-armen Stahles eingeschlossen, verschwinden aber bei einer starken Warmumformung. Durch das Kochen wird die Entstehung einer starken Blockseigerung gefördert, was grundsätzlich zu Stählen verminderter Zähigkeit führt. Deswegen ist unberuhigter Stahl in der aktuellen Stahlnormung nicht mehr vorhanden. Das Kochen fördert das Aufsteigen von nichtmetallischen Teilchen, es bleiben jedoch Gasblasen eingeschlossen.
Die CO-Entwicklung während der Erstarrung muss verhindert werden bei:
-
C-reichen Stählen, die nicht stark umgeformt werden können (Rissgefahr durch Fe\({}_{\mathrm{3}}\)C)
-
Stahlformguss (Blasen wären innere Fehler), Strangguss.
Hier muss ohne aufsteigende CO-Blasen, also beruhigt vergossen werden. Beim beruhigten Vergießen entstehen durch Zugabe von Desoxidationsmitteln (Al, Ca, Si) feste Reaktionsprodukte, keine Gasentwicklung, der Stahl erstarrt ohne Badbewegung. Dadurch wird die Blockseigerung weniger stark ausgeprägt und es werden Stähle höherer Qualität produziert.
- Desoxidationsreaktionen :
-
sind z. B.:
$$\displaystyle\begin{array}[]{rcrcrcl}\text{FeO}&+&\textbf{Ca}&\Rightarrow&\text{Fe}&+&\textbf{CaO}\\ 3\,\text{FeO}&+&\textbf{2\,Al}&\Rightarrow&3\,\text{Fe}&+&\textbf{Al}_{\mathrm{\mathbf{2}}}\textbf{O}_{\mathrm{\mathbf{3}}}\\ 2\,\text{FeO}&+&\textbf{Si}&\Rightarrow&2\,\text{Fe}&+&\textbf{SiO}_{\mathrm{\mathbf{2}}}\\ \end{array}$$
Eine Blockseigerung tritt bei Stahlblöcken und dickwandigen Gussteilen besonders ausgeprägt auf. Im Randbereich (Formwand) bilden sich fast reine Fe-Kristalle, die Verunreinigungen reichern sich in der Restschmelze an und bilden die Seigerungszone im Kern. Beim Warmumformen wird die Seigerungszone mit ausgewalzt und lässt sich im Profil nachweisen (Abb. Abb. 14.49).
4.1.6 Eisenbegleiter und ihre Wirkung auf Gefüge und Stahleigenschaften
Einfluss der Nichtmetalle
Nichtmetalle bilden bei hohen Temperaturen mit dem Eisen chemische Verbindungen: Phosphide, Sulfide, Oxide, die nach Abkühlung als Schlackenteilchen vorliegen.
Die nachstehenden Tabellen (Tab. 4.3–4.5) beschreiben die einzelnen Eisenbegleiter nach
-
Herkunft,
-
Gefügeeinfluss und
-
Eigenschaftsänderungen.
Einfluss von Gasgehalten
Gase sind in der Schmelze löslich und bleiben z. T. bei der Erstarrung als Gasblasen im Gefüge zurück, wo sie die Zähigkeit stark vermindern. Sie werden durch Sekundärbehandlung mit Vakuum weiter reduziert. Tab. 4.4 beschreibt ihre Auswirkungen.
Einfluss von Mangan Mn und Silizium Si
Alle Stähle enthalten von der Erschmelzung her die Elemente Mangan Mn und Silizium Si (s. Tab. 4.5). Für die Gruppe der unlegierten Stähle sind es wichtige Legierungselemente.
4.1.7 Einfluss der Legierungselemente
In diesem Abschnitt werden die Einflüsse der besonders zugesetzten Legierungselemente (LE) in Gruppen auf die
-
Gefügeausbildung,
-
Linien des EKD und die
-
Eigenschaften beschrieben.
Legierungselemente wirken unterschiedlich, weil sie im Gefüge in verschiedenen Phasen eingebaut sind (Tab. 4.6).
Hinweis
Der C-Gehalt beeinflusst zusätzlich die Wirkung mancher LE stark (Abb. 4.6). Die Wirkung zweier LE muss nicht die Summe beider Einflüsse sein.
Beispiel
Cr-Ni-Stähle (Abb. 4.9)
-
Cr bildet bevorzugt Karbide und ist Ferritstabilisator.
-
Ni erweitert das Austenitgebiet auf Raumtemperatur.
Bei Cr-Ni-Stählen wird durch Cr die Wirkung von Ni verstärkt.
Mischkristallbildner
Alle LE sind in kleinen Gehalten im Ferrit und Austenit löslich, manche vollkommen (Tab. 4.8). Eine Ausnahme ist Blei, es ist praktisch unlöslich.
Gelöste Elemente erhöhen die Festigkeit des Ferrits (Mischkristallverfestigung Abschn. 2.3.1).
Gleichzeitig wirken sich die LE auf das \(\gamma\)-\(\alpha\)-Umwandlungsverhalten aus. Die LE-Atome ändern die Löslichkeit der C-Atome und behindern die Diffusion aus dem Austenit bei der Umwandlung. Die Folgen sind:
-
Oberhalb der Linie PS wird weniger Ferrit ausgeschieden.
-
Beim Austenitzerfall wird der Abstand der Zementitlamellen kleiner, dadurch bildet sich der Perlit feinstreifiger aus mit folgenden Auswirkungen: Ferrit ist die weichere Phase im Stahl. Hier beginnt die erste plastische Verformung, die Streckgrenze ist erreicht. Viele dünne Zementitlamellen im Ferrit behindern die Versetzungsbewegung stärker als wenige dickere. Das bedeutet, dass die Dehngrenze R\({}_{\mathrm{\mathbf{p0,2}}}\) erhöht wird.
So entstehen Stähle mit perlitischem (eutektoidem) Gefüge, obwohl ihr C-Gehalt unter 0,8 % liegt.
Beispiel für Stähle mit eutektoidem Gefüge
Stahl mit 10 % Cr hat bereits bei 0,3 % C ein rein perlitisches Gefüge, es gibt keinen voreutektoid (zwischen GS und PS im EKD) ausgeschiedenen Ferrit. LE wie Mo, V, und W erreichen dies mit noch kleineren Anteilen.
Für die Wirkung auf das EKD bedeutet das:
Gelöste LE verschieben die Punkte S und E des EKD nach links.
Karbidbildner
Metalle mit einer höheren Affinität zum Kohlenstoff können Fe-Atome im Zementit teilweise ersetzen und Mischkarbide bilden, daneben auch eigene. Diese Metalle bilden einen Block im PSE als Nebengruppenelemente.
Beispiele für Karbide
- Mischkarbide:
-
(Fe,Mn)\({}_{\mathrm{3}}\)C, (Fe,Cr)\({}_{\mathrm{3}}\)C
- Doppelkarbide:
-
Fe\({}_{\mathrm{3}}\)W\({}_{\mathrm{3}}\)C, Fe\({}_{\mathrm{4}}\)Mo\({}_{\mathrm{2}}\)C
- Sonderkarbide:
-
Cr\({}_{\mathrm{23}}\)C\({}_{\mathrm{6}}\), Cr\({}_{\mathrm{7}}\)C\({}_{\mathrm{3}}\)
Sonderkarbide ist ein Sammelname für solche Karbide, die nicht die Zementitstruktur besitzen. Ihre Härte steigt mit dem C-Anteil, also MC ist härter als M\({}_{\mathrm{2}}\)C (Tab. 4.9).
Die Karbide der Mischkarbide bildenden Metalle zählen zu den intermetallischen Phasen mit gemischten Bindungsarten, härter als Zementit (Tab. 4.9). Die Löslichkeit im Austenit ist verschieden, ebenso ihr Einfluss auf Härteverhalten (\(\nu_{\mathrm{krit}}\)) und die Gefügestabilität bei höheren Temperaturen. Sie erhöhen Anlassbeständigkeit und verhindern als Korngrenzenausscheidung das Kornwachstum.
In der Anwendung enthalten alle Werkzeugstähle und verschleißfester Guss diese Karbide möglichst feinkörnig im gehärteten Grundgefüge. Aus Gründen der Schmiedbarkeit ist der Karbidgehalt auf ca. 15 % begrenzt.
Der Anteil der LE, die in Karbiden gebunden sind, geht dem Grundgefüge verloren. Damit auch dort genügend LE-Atome wirken können, ergibt sich für Karbidbildner die Forderung:
Hinweis
Hoher C-Gehalt im Stahl erfordert hohen Anteil an Karbidbildnern!
Höchste Karbidanteile besitzen die Sinterhartstoffe mit ca. 95 % (WC + TiC + TaC) in einem Co-Grundgefüge.
Beispiel: Kaltarbeitsstahl
Kaltarbeitsstahl X210Cr12: Mit 2,1 % C und 12 % Cr hat er ca. 15 % Karbidanteil. Bei Härtetemperatur ist genügend Cr im Austenit gelöst, sodass er die Eigenschaft lufthärtend besitzt.
Nitridbildner
C und N haben als Nachbarn im PSE kleine, ähnliche Atomradien, ihre Karbide und Nitride z. T. gleiche Kristallgitter. Darin sind C- und N-Atome austauschbar, z. B. haben TiC und TiN die gleiche kubisch-flächenzentrierte Einlagerungsstruktur.
Es können sich auch Carbonitride bilden. Dazu gehören die Elemente:
Aluminium Al, Bor B, Chrom Cr, Niob Nb, Titan Ti, Vanadium V, Zirkon Zr.
Nitride liegen als feindisperse Ausscheidungen innerhalb der Kristalle vor und bewirken:
-
Streckgrenzenerhöhung bei C-armen, mikrolegierten Bau- und austenitischen Stählen
-
Behinderung des Kornwachstums beim Glühen
-
Steigerung der 0,2 %-Dehngrenze bei warmfesten Stählen (vergütet) ohne Zähigkeitsabfall, geringere Kriechrate bei \(T\) über 400 °C
Hinweis
Nitride sind die Träger der Härte beim Nitrieren von Nitrierstählen. Al-legierte Sorten erreichen die höchste Härte mit 950 HV1.
Nitride und Carbonitride werden durch CVD- oder PVD-Verfahren in Dünnschichten (\(\approx 10\) µm) als Verschleißschutz auf Werkzeuge aufgebracht.
Beispiele für Nitridbildner
-
S550MC, kaltumformbarer Stahl mit hoher Streckgrenze nach DIN EN 10149/13
-
P460NH, warmfester Stahl für Druckbehälter DIN EN 10028-2/09 mit \(\leq 0{,}2\) % N; an Al oder V \(\leq 0{,}2\) % gebunden.
Elemente, die das Austenitgebiet erweitern
Beim Reineisen ist der Haltepunkt Ar\({}_{\mathrm{3}}\) (911 °C) die niedrigste Temperatur, bei der langsam abgekühlter Austenit noch existieren kann. Gelöste C-Atome erweitern diesen Bereich, indem A\({}_{\mathrm{3}}\) nach unten verschoben wird (Linien PSK im EK). LE mit ähnlicher Wirkung werden als Austenitbildner bezeichnet. Es sind:
-
Mangan
-
Nickel
-
Cobalt
-
Stickstoff
Bei höheren Gehalten erweitern sie den Existenzbereich der \(\gamma\)-Mischkristalle bis auf RT (Abb. 4.4 ), dadurch entstehen austenitische Stähle (vgl. Abschn. 4.4.3). Sie haben bei RT ein homogenes Gefüge aus \(\gamma\)-Mischkristallen und dadurch ein besonderes Eigenschaftsprofil:
-
niedrige Dehngrenze, stark umformbar
-
zäh, auch bei tiefen Temperaturen
-
nicht ferromagnetisch
-
umwandlungsfrei, kein Härten und Vergüten möglich

Zustandsschaubild Fe-Mn, linke Seite
Die Austenitbildner können sich gegenseitig ersetzen, dadurch sind kostengünstige Kombinationen möglich (Ni durch Mn, N oder Cu ersetzt).
Bei kleineren Anteilen, z. B. Stahl mit 10 % Mn, muss aus Temperaturen im \(\gamma\)-Gebiet abgeschreckt werden. Dann entsteht unterkühlter Austenit, der durch Kaltumformung örtlich zu Martensit umwandelt (Prinzip der Mangan-Hartstähle, z. B. X120Mn12).
Stickstoff N diffundiert beim Carbonitrieren in das Gefüge, erweitert das Austenitgebiet auf ca. 600 °C und erniedrigt so die Abschrecktemperatur.
Elemente, die das Austenitgebiet verkleinern
Elemente einer anderen Gruppe verkleinern das Gebiet der \(\gamma\)-Mischkristalle oder schnüren es ab. Es sind dies:
Chrom Cr, Silizium Si, Molybdän Mo, Vanadium V, Titan Ti, Aluminium Al.
Im System Fe-Cr (Abb. 4.5 ) erstarren Legierungen bis 12 % Cr wie andere Stähle, durchlaufen das \(\gamma\)-Gebiet und unterliegen dem Austenitzerfall \(=\) Perlitbildung. Sorten mit über 13 % Cr erstarren zu \(\alpha\)-Eisen und kühlen ohne Umwandlung bis auf RT ab. So entstehen die ferritischen Stähle. Sie unterscheiden sich von den austenitischen Stählen in wichtigen Eigenschaften (Tab. 4.25).
Geringste Anteile von C und N weiten das abgeschnürte \(\gamma\)-Feld (Abb. 4.5) nach rechts aus.
Dies hat zur Folge, dass sich für ferritische Gefüge bei \(\mathrm{C+N}\)-Gehalten von ca. 0,14 % der erforderliche C-Gehalt auf etwa 25 % erhöht. Ist er niedriger, so entstehen die sog. halbferritischen Gefüge mit Austenitanteilen.

Zustandsschaubild Fe-Cr, linke Seite
Einfluss weiterer Elemente
Da alle Stähle Kohlenstoff C enthalten, kommt es zu einer Dreistofflegierung. In den erzeugten Stählen sind stets noch weitere Elemente enthalten, die auf das Gefüge Einfluss nehmen. Die Beurteilung ist vielschichtig, weil sich ihre Wirkungen nicht einfach addieren. Sie können sich gegenseitig verstärken, abschwächen oder gemeinsam neue Wirkungen hervorrufen.
Das kann am Beispiel der Cr-Stähle gezeigt werden. Durch die Höhe des C-Gehaltes wird die Wirkung der Cr-Atome verändert.
-
\(\text{Cr}> 12\) % schnürt das Austenitgebiet ab.
-
Cr ist Karbidbildner , d. h. bindet C-Atome, die dann für die erste Wirkung nicht zur Verfügung stehen.
Abb. 4.6 zeigt die möglichen Gefüge der Cr-Stähle.

Gefüge der Chromstähle
4.1.8 Einteilung der Stähle
Der im Strang- oder Blockguss erzeugte Stahl wird nach dem Vergießen warm- und evtl. kaltumgeformt und als Stahlerzeugnis durch Trennen, Umformen und Fügen weiterverarbeitet.

Stahlerzeugnisse nach DIN EN 10079/07 sind:
-
Flacherzeugnisse : Bleche und Bänder
-
Langerzeugnisse : z. B. Rohre, Doppel-T-Träger und andere Profile, nebst Sonderprofilen, wie z. B. Spundwandbohlen
Stahlguss ist in Formen vergossener Stahl mit ähnlichen Analysen (Abschn. 4.8).
Stahlsorten werden nach unterschiedlichen Gesichtspunkten zu Gruppen zusammengefasst. Ihnen ist jeweils eine bestimmte Eigenschaft oder Eignung gemeinsam, mit denen auch die jeweiligen Normblätter benannt sind.
Einteilungskriterien sind die Eignung für z. B.:
-
bestimmte Anforderungen: warmfeste, kaltzähe und korrosionsbeständige Stähle
-
bestimmte Fertigungsverfahren: z. B. Nitrier-, Einsatz-, Vergütungs-, Automatenstähle, oberflächenhärtbarer Stahlguss
-
bestimmte Bauteile: z. B. Feder-, Ventil-, Wälzlager- und Werkzeugstähle
Einteilung nach DIN EN 10020/00
Übergeordnet ist die Unterscheidung nach den Grenzwerten für P und S in (siehe Tab. 4.10):
-
Qualitätsstähle sind i. Allg. nicht für eine Wärmebehandlung vorgesehen.
-
Edelstähle haben höheren Reinheitsgrad und sind i. Allg. für eine Wärmebehandlung bestimmt, bei der sie gleichmäßiger ansprechen als Qualitätsstähle.
Eine weitere Gliederung erfolgt nach dem Gehalt an LE in drei Klassen:
-
unlegierte Stähle : Die Sorten erreichen keinen der Grenzwerte nach Tab. 4.11.
-
nichtrostende Stähle: Die Sorten haben max. 1,2 % C-Gehalt und \(> \!10{,}\)5 % Cr.
-
andere legierte Stähle: Alle Sorten, die nicht zu den beiden genannten gehören.
Unlegierte Qualitätsstähle
Hierbei handelt es sich um Stahlsorten, die nicht den Kriterien für Edelstähle entsprechen.
Unlegierte Edelstähle
Das sind Stahlsorten mit einem höheren Reinheitsgrad durch aufwendigere Metallurgie. Sie erfüllen eine oder mehrere der folgenden Anforderungen:
-
besonders niedrige Gehalte an nichtmetallischen Einschlüssen
-
gleichmäßiges Ansprechen auf Wärmebehandlungen, mit bestimmter Einhärtungstiefe beim Oberflächenhärten
-
festgelegter Mindestwert der Kerbschlagarbeit (vergütet), \(\textit{KV}> 27\) J bei \(-50\) °C (längs) bzw. \(> \!16\) J (quer).
Beispiele für unlegierte Edelstahlsorten
-
Stähle mit vorgeschriebenen max. P- und S-Gehalt \(<\!0{,}02\) % (Federdraht, Elektroden, Reifencorddraht)
-
Ausscheidungshärtende Stähle mit ferritisch-perlitischem Mikrogefüge (\({\geq}\,0{,}25\) % C)
-
Spannbetonstähle, Kernreaktorstähle
-
Stähle mit festgelegter elektrischer Leitfähigkeit von \(> \!9\,\text{m}/\Upomega\mathrm{mm^{2}}\)
Nichtrostende Stähle werden noch weiter unterteilt:
Kriterium | Stahlart |
|---|---|
Ni-Gehalt | Stähle mit \({<}\,2{,}5\) % Stähle mit \({\geq}\,2{,}5\) % |
Haupteigenschaften | Korrosionsbeständige Stähle Hitzebeständige Stähle Warmfeste Stähle |
Legierte Qualitätsstähle
Hierbei handelt es sich um Stahlsorten mit Anforderungen an die z. B. Zähigkeit, Korngröße oder Umformbarkeit. Sie sind i. Allg. nicht für ein Vergüten oder Oberflächenhärten vorgesehen.
-
Stähle mit Dicken \(\leq 16\) mm, einer Streckgrenze \(<\!380\) MPa und
-
festgelegtem Mindestwert der Kerbschlagarbeit \(\text{KV}> 27\) J bei \(-50\) °C (längs) oder \(> \!16\) J (quer).
-
Gehalte an LE sind niedriger als in Tab. 4.12.
Beispiele für legierte Qualitätsstähle
-
Schweißgeeignete Feinkornstähle für Konstruktionen im Stahl-, Druckbehälter- und Rohrleitungsbau, legierte Stähle für Schienen, Spundbohlen und Grubenausbau
-
Legierte Stähle mit festgelegtem Cu-Gehalt
-
Legierte Stähle für Flacherzeugnisse kalt- und warmgewalzt für die Kaltumformung und mit B, Nb, Ti, V und/oder Zr legiert
-
Dualphasenstähle (Tab. 4.31)
Legierte Edelstähle
Hierzu zählen außer den nichtrostenden Stählen alle Stahlsorten, die nicht zu den Qualitätsstählen gehören.
Beispiele für legierte Edelstähle
Einsatz- und Vergütungsstähle, Werkzeugstähle, Wälzlagerstähle, Schnellarbeitsstähle und Stähle mit besonderen physikalischen Eigenschaften
DIN EN 10088-1/14 unterteilt die Stähle zusätzlich nach dem Gefüge:
-
Ferritische, martensitische und ausscheidungshärtende, austenitisch-ferritische Stähle
-
Austenitische korrosionsbeständige Stähle
-
Ferritische, austenitisch-ferritische und austenitische hitzebeständige Stähle
-
Martensitische und austenitische warmfeste Stähle
4.2 Stähle für allgemeine Verwendung
4.2.1 Anforderungsprofil
Die Masse des erzeugten Stahles besteht aus Grund- und Qualitätsstählen, die aufgrund ihrer gewährleisteten Streckgrenze als Konstruktionswerkstoff eingesetzt werden. Temperaturen und Korrosionsangriff müssen dem normalen Klima entsprechen. Für die Verarbeitung sind folgende Eigenschaften wichtig:
-
Eignung zum Kaltumformen, z. B. durch Abkanten, Walzprofilieren oder Tief- und Streckziehen. Sorten mit besonderer Kaltumformbarkeit werden im Kurzzeichen durch ein nachgestelltes C gekennzeichnet. Genormte Stahlsorten mit besonderer Kaltumformbarkeit finden sich in Abschn. 4.5.2.
Die Erzeugnisse müssen das Abkanten mit bestimmtem Biegehalbmesser rissfrei gewährleisten (Tab. 4.13). Er ist von der Erzeugnisdicke abhängig und steigt mit der Streckgrenze an (steigender C-Gehalt \(=\) steigender Zementitanteil mindert Dehnung). Es gilt die Norm Technologischer Biegeversuch nach DIN EN ISO 7438/16 (Abschn. 14.8.1).
Tab. 4.13 Biegehalbmesser in mm -
Eignung zum Schmelzschweißen
Diese Eigenschaft hängt zunächst vom C-Gehalt ab (Tab. Tab. 3.2).
Steigende C-Gehalte lassen die Werte für Bruchdehnung \(A\) und Brucheinschnürung \(Z\) absinken (Abb. Abb. 3.20). Der dadurch spröder gewordene Werkstoff ist durch das behinderte Schrumpfen während der Abkühlung rissgefährdet.
Sind weitere LE enthalten, so kann es bei der Abkühlung zur Aufhärtung kommen. Aufhärtung ist die teilweise Martensitbildung in der Wärmeeinflusszone der Schweißnaht. Das findet in den Bereichen statt, welche die Härtetemperatur überschritten hatten und durch Luft und die Wärmableitung in die kälteren Bereiche abgeschreckt werden.
Der Anteil der LE wird auf einen gleichartig wirkenden (äquivalenten) Kohlenstoffanteil CEV umgerechnet.
Kohlenstoffäquivalent CEV ist ein scheinbarer C-Gehalt, errechnet nach IIW (International Institute of Welding).
Nach dem CEV-Wert werden die Stähle in drei Gruppen eingeteilt (Tab. 4.14).
Bedingt schweißgeeignet bedeutet, dass unter gewissen Bedingungen, wie Vorwärmen der Teile oder eine nachträgliche Wärmebehandlung, die Stähle für das Schweißen geeignet werden.
Schwer schweißbare Stähle lassen sich mithilfe austenitischer Elektroden (z. B. aus Cr-Ni-Mn-Stahl) schweißen. Eine Schweißnaht aus diesen nicht härtbaren Stählen mit niedriger Streckgrenze kann beim Schrumpfen durch geringe plastische Verformung die Spannungen abbauen, sodass sie keine gefährliche Höhe erreichen.
Die Elemente Cr und Si verbrennen beim Schweißen zu hochschmelzenden Oxiden, die das Zusammenfließen der Schweißnahtränder behindern. Mn, das ebenfalls oxidiert, erniedrigt durch sein Oxid den Schmelzpunkt der anderen. Dadurch gleicht Mn die ungünstige Wirkung von Si und Cr aus.
4.2.2 Baustähle nach DIN EN 10025/05
Die Stähle sind nach ihrer gewährleisteten Mindest-Streckgrenze \(R_{\mathrm{eH}}\) benannt. Sie wird bei den Sorten S185 bis S450J0 und E295 bis E360 durch den Einfluss der Eisenbegleiter und des C-Gehaltes auf das Gefüge eingestellt:
-
Mischkristallverfestigung durch kleine Gehalte der im \(\alpha\)-Eisen gelösten Eisenbegleiter
-
Erhöhung des Perlitanteils im ferritisch-perlitischen Gefüge durch Mn-Gehalte
-
Kornverfeinerung durch eine Pfannenbehandlung der Schmelze (Abschn. 4.1.4 Sekundärmetallurgie) und normalisierendes Walzen
Jede Festigkeitsstufe enthält mehrere Sorten mit steigender Sicherheit gegen Sprödbruch. Dieses wird durch kleinere P-, S- und N-Gehalte und Desoxidation (Feinkorn) erreicht.
Wegen der erforderlichen Schweißeignung und Kaltformbarkeit ist der C-Gehalt begrenzt auf Werte von 0,19…0,27 %.
Mn ist in Anteilen von 1,5…1,8 % enthalten und wirkt doppelt durch Bildung von Mischkarbiden und Mischkristallverfestigung.
Eine Erhöhung der LE-Gehalte würde die Schweißeignung durch mögliche Aufhärtung vermindern. Deshalb ist für die höheren Festigkeitsstufen die Kornverfeinerung (Korngrenzenverfestigung) wichtig.
Die wesentlichen Unterschiede der Stahlsorten einer Festigkeitsstufe (Tab. 4.15 ) liegen in der steigenden Sprödbruchsicherheit. Sie wird mit dem Kerbschlagbiegeversuch ermittelt.
Mit sinkender Temperatur erhöhen sich die Anforderungen an den Werkstoff, unter ungünstigen Bedingungen noch verformbar zu bleiben.
Damit ist die Sprödbruchsicherheit eines Stahles umso höher, je tiefer die Prüftemperaturen für die gewährleistete Kerbschlagarbeit KV liegen. Die angehängten Kurzzeichen geben die Prüfbedingungen des Kerbschlagbiegeversuches an (Tab. 4.16).
Hinweis
Für Anwendungen bei tieferen Temperaturen gibt es die kaltzähen Stähle (Abschn. 4.4.1).
4.3 Baustähle höherer Festigkeit
Durch den Zwang zu Material- und Energieeinsparung in vielen Bereichen, besonders im Fahrzeugbau, sind die Anforderungen an Stähle gestiegen. Um der Konkurrenz von Leichtmetallen und faserverstärkten Kunststoffen – vor allem im Fahrzeugbau – zu begegnen, hat die Stahlindustrie Baustähle höherer Festigkeit entwickelt, mit denen Material- und Herstellungskosten gesenkt werden können. Voraussetzung waren Verfahren der Sekundärmetallurgie zur Absenkung des C-Gehaltes sowie der P- und S-Gehalte im Stahl.
Bei Verwendung hochfester Stähle können zum Beispiel im Stahl- und Brückenbau, für Schwerlast- und Kranfahrzeuge erhebliche Einsparungen erzielt werden durch (Abb. 4.7):
-
kleinere Blechdicken (kleinere Masse) bei etwas höheren Werkstoffkosten/t Stahl,
-
Wegfall des Vorwärmens zum Schweißen und
-
kleineres Nahtvolumen (kürzere Schweißzeiten)

Einfluss der Stahlsorte auf die Gestehungskosten bei Mobilkranen
Hinweis
Beim Ersatz konventioneller Stahlsorten durch höherfeste Stähle sind kleinere Querschnitte möglich. Damit sich die Durchbiegung nicht vergrößert (gleiche E-Moduln), müssen dann die Flächenmomente vergrößert werden.
4.3.1 Die Erhöhung der Festigkeit
Um die Anforderungen an diese höherfesten Stähle zu erfüllen, sind zusätzliche metallurgische Maßnahmen erforderlich (Tab. 4.17).
Der Zementitanteil begrenzt die Kaltformbarkeit und senkt die Zähigkeit. C-arme Stähle haben diese Schwächen nicht, sind gut schweißgeeignet und haben dafür niedrige Streckgrenzen.
So muss die Steigerung ihrer Festigkeit durch solche Maßnahmen erfolgen, die weder Schweißeignung, Kaltformbarkeit noch Kaltzähigkeit senken. Das geschieht durch eine Kombination von Verfestigungsmechanismen (Abb. 4.8).

Erhöhung der Streckgrenze \(R_{\mathrm{p0,2}}\) bei mikrolegierten Feinkornstählen (nach L. Meyer) (M: Thermomechanische Behandlung)
Voraussetzung sind geringe Gehalte bestimmter LE (mikrolegiert) in Verbindung mit thermomechanischer Behandlung. Sie erzielt ein besonders feinkörniges Gefüge, das auf andere Weise nicht erzeugt werden kann (Anhängezeichen M). Dadurch wird in Verbindung mit kleinen P- u. S-Gehalten die Übergangstemperatur \(T_{\text{{\"U}}}\) zu tiefen Temperaturen verschoben (Kaltzähigkeit).
Mikrolegierte Stähle enthalten nur geringe Anteile einer Kombination der LE Nb, Ti, Al und V. Ihre Wirkung beruht auf der Aushärtung in Verbindung mit der Thermomechanischen Behandlung M (Abschn. 5.5).
Die CEV-Werte dieser Stähle liegen niedriger als bei konventionellen Stählen gleicher Festigkeit.
Tab. 4.18 vergleicht drei Sorten mit gleicher Streckgrenze von 355 MPa. Der normalisierte Stahl (N) hat bei gleichem C-Gehalt ein kleineres CE als der S355J2, während der TM-Stahl (M) diese Festigkeit mit kleinerem C-Gehalt und damit kleinerem CE-Wert besitzt.
4.3.2 Nicht vergütete schweißgeeignete Feinkornbaustähle
Für solche Feinkornbaustähle gelten folgende Normen:
Kaltzähe Sorten werden durch angehängte Zeichen L, L1 oder L2 unterschieden. Bei sonst ähnlichen Analysewerten haben sie noch weiter abgesenkte P- und S-Gehalte und damit steigende Kaltzähigkeit (Kerbschlagarbeit KV für tiefere Temperaturen in Tab. 4.20).
4.3.3 Vergütete schweißgeeignete Feinkornbaustähle, DIN EN 10025-6/09
Höhere Streckgrenzenwerte von 500…960 MPa werden durch Abschrecken der Ni-legierten Stähle (2 %) in Wasser und Anlassen erreicht. Durch niedrigste C-Gehalte (\(\leq 0{,}2\) %) hat der bei ca. 650 °C angelassene Martensit andere Eigenschaften als der in Werkzeugstählen. Die Kaltzähigkeit steigt bei den Sorten mit den Anhängesymbolen \(\text{Q}<\text{QL}<\text{QL1}\) durch höheren Reinheitsgrad (\(\mathrm{P+S}\)-Gehalte, Tab. 4.21), die Bruchdehnungen fallen mit steigender Streckgrenze ab.
4.4 Stähle mit besonderen Eigenschaften
4.4.1 Kaltzähe Stähle
Wenn die kaltzähen Sorten der Feinkornbaustähle (bis \(-50\) °C) den Anforderungen nicht mehr genügen, z. B. bei Rohrleitungen, Armaturen und Apparaten, die mit verflüssigten Gasen in Kontakt sind oder in Gebieten mit Dauerfrost eingesetzt werden, finden Stahlsorten mit besonderen Eigenschaften nach Tab. 4.22 Anwendung.
Durch die folgenden Maßnahmen wird der Steilabfall der Kerbschlagarbeit zu tieferen Temperaturen verschoben, die Stähle werden damit kaltzäh.
Anforderungsprofil kaltzäher Stähle
Hohe Sicherheit gegen Sprödbruch, wenn Leitungen oder Behälter bei den tiefen Temperaturen verformt werden (z. B. durch Unfall oder Erdsetzungen). Schweißeignung und Korrosionsbeständigkeit bei Rohren und Behältern.
Eigenschaftsprofil kaltzäher Stähle
Schweißeignung und Zähigkeit werden durch metallurgische Maßnahmen erreicht:
-
Niedrige C-Gehalte, hoher Reinheitsgrad
-
Feinkörnigkeit durch TM-Behandlung
-
Legieren mit Ni und Vergüten
Eine Stahlauswahl kann nach der Arbeitstemperatur der Betriebsmittel (Tab. 4.23) in Verbindung mit Tab. 4.22, Spalte 3 Kerbschlagarbeit/Temperatur erfolgen.
Weitere Normen
- DIN EN 10213/07:
-
Stahlgusssorten für tiefe Temperaturen
- DIN EN 10222-3/99:
-
Schmiedestücke aus Stahl, Nickelstähle
- DIN EN 1562/12:
-
Temperguss, kaltzäh
- DIN EN 10028-7/07:
-
Austenitische Stähle für Druckbehälter
4.4.2 Wetterfeste Baustähle DIN EN 10025-5/05
Diese Stähle bilden durch Einwirkung der Umgebung fest haftende Schutzschichten. Kleine Gehalte von Cu, Cr und Ni bewirken eine niedrige Korrosionsgeschwindigkeit. Die Wetterbeständigkeit gilt für Industrieklimate, jedoch nicht für Meeresnähe und chloridhaltige Luft.
Hinweis
Wetterfeste Stähle 434/04 Merkblatt über www.stahl-info.de
Die mechanischen und Verarbeitungseigenschaften gleichen denen der Stähle nach DIN EN 10025-2/05. Wetterfeste Baustähle werden im Stahlhochbau, für Fahrzeuge und Anlagen im Freien sowie für Spundwände verwendet.
4.4.3 Austenitische Stähle
Wie in Abschn. 4.1.7 erläutert, erweitern die Elemente Ni, Mn und N neben dem Kohlenstoff den Existenzbereich der \(\gamma\)-Mischkristalle bei bestimmten Gehalten bis auf RT. Es entstehen umwandlungsfreie, homogene Stähle.
Abb. 4.9 zeigt die Gefüge der Cr-Ni-Stähle in Abhängigkeit vom Cr- und Ni-Gehalt bei 0,2 % C.
-
Homogener Austenit wird erst bei hohen Ni-Gehalten erreicht (\(> \!24\) %).
-
Durch Cr-Zusatz kann der Ni-Gehalt reduziert werden, sodass mit 18 % Cr manchmal bereits 8 % Ni genügen, um ein austenitisches Gefüge durch Abschrecken auf RT zu erhalten.
Austenitische Stähle basieren auf der 1912 von Krupp als Rostfreier Stahl patentierten Sorte mit 18 % Cr und 8 % Ni bei niedrigem C-Gehalt.

Gefüge von C-armen Cr-Ni-Stählen nach dem Abschrecken aus 1000 °C
Durch ihr kfz-Gefüge besitzen austenitische Stähle eine Kombination von Eigenschaften, sodass sie bei besonderen Anforderungen eingesetzt werden können (Tab. 4.24).
Beispiel für die Verfestigungsneigung austenitischer Stähle
Beim Bohren von austenitischem Stahl mit unscharfen Bohrern kommt es zur Erhöhung der Vorschubkraft mit geringer plastischer Verformung (niedrige Streckgrenze) und Martensitbildung. Der Bohrer schneidet noch weniger, reibt, erhitzt sich, wird höher angelassen und erweicht.
Abhilfe schafft eine Erhöhung des Ni-Gehaltes zur Stabilisierung des Austenits. Stahlsorten für Tiefziehzwecke haben deshalb 10…12 % Ni.
Die Korrosionsbeständigkeit wird durch Erhöhung von Cr und Ni und Zusatz weiterer LE für alle chemisch angreifenden Stoffe angepasst.
Normung
- DIN EN 10088/14 :
-
Korrosionsbeständige Stähle (Abschn. 12.5.2 Korrosion, Tab. Tab. 12.14),
- DIN EN 10283/10 :
-
Korrosionsbeständiger Stahlguss,
- DIN EN 10028-7/16 :
-
Flacherzeugnisse für Druckbehälter, nichtrostende Stähle.
4.4.4 Ferritische Stähle
Wie im Abschn. 4.1.6 erläutert, engen die Elemente Cr, Si, Al und einige weitere das Austenitgebiet ein oder schnüren es ab. So entstehen bei höheren Gehalten dieser Legierungselemente die umwandlungsfreien, homogenen ferritischen Stähle (Abb. 4.5).
Ferritische Cr-Stähle werden wegen des homogenen Gefüges als korrosionsbeständige Werkstoffe sowie aufgrund ihrer Umwandlungsfreiheit als hitzebeständige Werkstoffe eingesetzt.
Voraussetzung sind \(> \!13\) % Cr und ein niedriger C-Gehalt. Cr wird als Karbidbildner von C-Atomen gebunden und so dem Mischkristall entzogen. Somit steht weniger Cr für die Passivschichtbildung zur Verfügung stehen und die Korrosionsbeständigkeit ist nicht mehr gegeben (vgl. auch korrosionsbeständige, ferritische Stähle, Kap. 12, Tab. Tab. 12.14).
Hitzebeständigkeit
Weil die \(\gamma\)-\(\alpha\)-Umwandlung (und \(\alpha\)-\(\gamma\)) mit einer sprungartigen Volumenänderung fehlt, wird eine entstandene Oxidschicht nicht gelockert. Sie ist auch bei ständigen Wärm- und Abkühlzyklen festhaftend und wird durch die Elemente Si und Al verstärkt (Hitzebeständige Stähle, Abschn. 4.4.5).
Schweißeignung
Beim Erwärmen entstehen Cr-Karbide (Cr\({}_{\mathrm{23}}\)C\({}_{\mathrm{6}}\)) als weitere Phase und der Ferrit verarmt an Cr. Damit verliert er seine Korrosionsbeständigkeit (Interkristalline Korrosion, Abschn. 12.3.2). Stärkere Karbidbildner wie Ti stabilisieren das homogene Gefüge.
Cr-ärmere Stähle unterliegen der Umwandlung und sind dann härtbar (Abb. 4.6).
Durch die Verfahren der Sekundärmetallurgie können schweißgeeignete, beständige Cr-Stähle mit sehr niedrigem C-Gehalt erzeugt werden. Sie sind auch nach dem Schweißen korrosionsbeständig, da ohne C-Atome keine Karbidausscheidungen erfolgen können.
Tab. 4.25 vergleicht abschließend die austenitischen und ferritischen Stähle.
4.4.5 Stähle für Einsatz bei hohen Temperaturen
Die Stähle dürfen bei der Gebrauchstemperatur keine Gefügeveränderungen erleiden, die zu Erweichung führen. Durch die thermische Aktivierung verlieren die Mechanismen der Festigkeitssteigerung z. T. ihre Wirkung, sodass Versetzungen, die bei RT blockiert sind, nun langsam wandern und in andere Ebenen klettern können. Durch Diffusion wirken Korngrenzen nicht mehr als Hindernisse, es kommt zum Korngrenzengleiten. Feindispers ausgeschiedene Teilchen können in Lösung gehen und wirken nicht mehr verfestigend. Die Folge ist das Kriechen.
Für höhere Temperaturen gelten deshalb die sog. Zeitfestigkeiten:
-
Zeitstandfestigkeit R\({}_{\mathrm{\mathbf{m/t/T}}}\) ist die Spannung \(\sigma\), die nach einer Zeit \(t\) bei der Temperatur \(T\) zum Bruch führt.
-
Zeitdehngrenze R\({}_{\mathbf{p}/\boldsymbol{\varepsilon}/\mathbf{t/T}}\) ist die Spannung \(\sigma\), die nach einer Zeit \(t\) bei der Temperatur \(T\) eine bestimmte Dehnung \(\varepsilon\) (in %) hervorruft.
Warmfeste Stähle für den Dauereinsatz, z. B. in Dampferzeugungsanlagen als Kesselrohre, Sammler usw., müssen das folgende Eigenschaftsprofil aufweisen (Tab. 4.26):
Unlegierte Stähle sind vergütet bis ca. 400 °C einsetzbar.
Legierte Stahlsorten enthalten Cr, Mo und V zur Mischkristallverfestigung, zur Anhebung der Anlasstemperatur und zur Bildung thermisch stabiler, feinstverteilter Karbide als Kriechhindernisse. Die Stähle werden vergütet (bainitisiert) und sind bis ca. 540 °C geeignet (Tab. 4.27).
Hochwarmfeste Stähle sind ferritisch-martensitisch durch 12 % Cr und bis ca. 600 °C einsetzbar. Darüber werden austenitische CrNi-Stähle bis 700 °C verwendet, noch höher müssen Ni- und Co-Basislegierungen eingesetzt werden.
Entwicklungen
Höhere Arbeitstemperaturen, d. h. höherer Wirkungsgrad, werden ermöglicht durch:
-
Erhöhung der Lebensdauer (Standzeit) herkömmlicher Stoffe (z. B. durch Wärmedämmschichten auf Gasturbinenschaufeln aus stabilisiertem ZrO\({}_{\mathrm{2}}\) durch Plasmaspritzen aufgebracht (Wärmedehnung wie bei Metallen)),
-
Entwicklung von neuen Werkstoffen mit höherer thermischer Beständigkeit mithilfe von ODS-Legierungen (vgl. Abschn. 10.6) oder IP-Werkstoffen (TiAl, Ti\({}_{\mathrm{3}}\)Al, NiAl, TiSi\({}_{\mathrm{2}}\)).
Hitzebeständige Stähle
Hitzebeständigkeit bedeutet Widerstand gegen Zunderung durch heiße Gase verbunden mit Gefügestabilität bei der Betriebstemperatur. Die LE Cr, Al und Si reagieren mit den heißen Gasen und bilden eine dichte Schutzschicht. Der Grundwerkstoff muss umwandlungsfrei sein.
Eisen und seine Oxide haben unterschiedliche Wärmeausdehnung. Dadurch wird bei Stählen mit \(\gamma\)-\(\alpha\)-Umwandlung die gebildete Oxidschicht beim Wechsel von Erwärmen und Abkühlen gelockert (Volumensprung, Abb. Abb. 3.3), sodass ständig eine weitere, tiefer gehende Oxidation stattfindet.
Die Stähle sind deshalb hochlegiert und
-
ferritisch durch 7…27 % Cr oder
-
austenitisch durch 18…36 % Cr \(+\) 8…20 % Ni und weiteren Elementen für die Bildung der Schutzschichten zur Erhöhung von Zunderbeständigkeit und Warmfestigkeit. Werkstoffwahl erfolgt nach der Art des Gases (Tab. 4.28) und der Dauergebrauchstemperatur. Austenitische Sorten haben höhere Zeitfestigkeiten, die aber insgesamt niedrig sind. Die Zeitstandfestigkeit \(R_{\mathrm{m/10.000}}\) liegt für 900…1000 °C etwa zwischen 20 und 3 MPa, je nach Sorte.
Für hitzebeständige Stähle gelten folgende Normen:
- Hitzebeständige Stähle :
-
und Ni-Legierungen DIN EN 10095/99:
-
ferritische Sorten vom Typ CrAlSi (7…25 % Cr), X3CrAlTi18-2 und X18CrNi28 für Temperaturen von 800…1000 °C (in Luft!)
-
austenitische Sorten Typ CrNi/CrNiTi, NiCrSi/NiCrAlTi für 850…1170 °C
-
Ni-Basis-Legierungen: NiCr15Fe, NiCr20Ti, NiCr23Fe geeignet für 1150–1200 °C
-
- Ventilwerkstoffe :
-
DIN EN 10090/98 ähnliche Analysen (Al-frei), höhere C-Gehalte
- Hitzebeständiger Stahlguss :
-
DIN EN 10295/03 ähnliche Analysen (Al-frei), höhere C-Gehalte.
Diese Stähle werden in Bauteilen für Industrieöfen und Geräte zum Handhaben und Fördern des Glühgutes (Gestelle, Ofenrollen), in Teilen für den Dampfkesselbau, in chemischen Apparaten und Anlagen zur Erdölverarbeitung eingesetzt.
Normung
- DIN EN 10028/09 :
-
Flacherzeugnisse aus Druckbehälterstählen:
- T-2 :
-
unlegierte und legierte, warmfeste Stähle
- T-3 :
-
schweißgeeignete Feinkornbaustähle, normalgeglüht; T-5 wie vor, TM-gewalzt; T-6 wie vor, vergütet; T-7/08 nichtrostende Stähle
- DIN EN 10213/16 :
-
Stahlguss für Druckbehälter, warmfeste Stähle
- DIN EN 10222-2/00 :
-
Schmiedestücke aus ferritischen und martensitischen Stählen für höhere Temperaturen
4.5 Stähle für bestimmte Fertigungsverfahren
4.5.1 Automatenstähle
Automatenstähle (Tab. 4.29) sind Stähle mit Eignung für das Spanen bei hohen Schnittgeschwindigkeiten unter geringem Werkzeugverschleiß bei guter Spanbildung, Spanabfuhr und Oberflächengüte.
Diese Eigenschaften werden durch S-Gehalte von 0,08…0,4 % und evtl. zusätzlich 0,15…0,35 % Pb erreicht. Die feinverteilten Sulfide wirken spanbrechend. Die Sorten haben Festigkeiten \(R_{\mathrm{m}}\) zwischen 380…570 MPa und Bruchdehnungen \(A\) von 25 bis 8 %.
4.5.2 Stähle zum Kaltumformen
Stähle zum Kaltumformen sollten folgendes Anforderungsprofil erfüllen: Eignung für die zahlreichen Verfahren des Umformens bei kleinen Kräften (Energie- und Werkzeugaufwand) im Blech, im fertigen Bauteil dagegen höherer Widerstand gegen Beulen und Crash durch die Verformungsverfestigung.
Die Verformungsverfestigung wird durch den Verfestigungsexponenten n
bewertet.
Er hängt von der Gleichmaßdehnung \(\varepsilon_{\mathrm{gl}}\) ab. Wenn die Fließkurve im doppelt log. Netz dargestellt wird (Gerade), so entspricht deren Steigung dem Verfestigungsexponenten \(n\).
\(\boldsymbol{n}\)-Werte liegen bei Tiefziehstählen zwischen 0,18 und 0,3. Je höher \(n\), desto stärker ist die Kaltverfestigung und umso geringer die Dickenminderung (Einschnürung), die zu Rissen führen kann. Dieses ist wichtig für Umformen unter allseitigem Zug, z. B. beim Streckziehen oder bei Böden von gezogenen Näpfen.
Stähle guter Kaltformbarkeit lassen sich am Spannungs-Dehnungs-Diagramm erkennen:
-
niedrige Streckgrenze \(R_{\mathrm{e}}\) bzw. \(R_{\mathrm{p0,2}}\)
-
stetig steigende Kennlinie mit großer Gleichmaßdehnung \(\varepsilon_{\mathrm{gl}}\) bis zum Maximum
-
insgesamt hohe Bruchdehnung \(A\)
Für die Kaltformbarkeit und Schweißeignung sind niedrige Gehalte an C und nichtmetallischen Teilchen erforderlich.
Die weichen Stahlsorten (Tab. 4.30) haben niedrige, fallende Gehalte an C, P, S und Mn mit steigender Bruchdehnung \(A_{80}\) und dabei sinkender Streckgrenze \(R_{\mathrm{e}}\) bzw. \(R_{\mathrm{po,2}}\).
Durch das Walzen und Glühen entstehen Ausrichtungen der Kristalle (Texturen) in der Walzrichtung. Beim Umformen wird das Blech in der Ebene nach allen Richtungen beansprucht. Erwünscht ist geringe Anisotropie. Das unterschiedliche Fließen in Breiten- und Dickenrichtung (anisotropes Verhalten) lässt sich am Verhältnis der Formänderungen von Breite zu Dicke der Probe nach dem Versuch beurteilen und wird senkrechte Anisotropie r genannt.
Höherfeste Stähle für den Fahrzeugbau
Neue Stahltypen mit hoher Streckgrenze bei geringerer Bruchdehnung sind wichtig für wenig gewölbte, großflächige Blechteile (z. B. Kühlerhauben, Dächer) mit kleineren Blechdicken, ohne dass Beulfestigkeit und Crash-Verhalten absinken.
-
Hohe Festigkeit im Bauteil entsteht durch zusätzliche Verfestigungsmechanismen (Tab. 4.31 und Abb. 4.10).
-
Al-Gehalte senken die Dichte.
-
Geschweißte Platinen und Rohre als Vorprodukte (Abb. 4.11) senken die Kosten.
Die neuen Sorten sind erst teilweise genormt.
Die Kfz-Industrie ist wichtigster Abnehmer von Feinblechen. Der Trend zum Leichtbau, die Konkurrenz von Al- und Mg-Legierungen sowie verstärkten Polymeren führen zu Neuentwicklungen bei Blechen zum Kaltumformen.
Neue Sorten besitzen niedrige C- und LE-Gehalte, um hohe Verformbarkeit zu erhalten. Höhere Festigkeiten werden durch gezielte Anteile von LE in Verbindung mit einer gesteuerten Abkühlung erreicht.
Im ZTU-Diagramm schneidet dabei die Abkühlkurve bestimmte Felder, sodass Gefüge mit zwei oder mehr Phasen in steuerbaren Anteilen entstehen können.

Entwicklung der hochfesten Stähle für Bleche zum Kaltumformen (MPI) Info: www.iw.uni-hannover.de (M. Schaper)
Neuere Entwicklungen sind hoch Mn-legierte Stähle mit austenitischem Gefügeanteil (Abb. 4.4).
TRIP-Stähle
Ein TRIP-Stahl in neuer Zusammensetzung ist z. B. X5MnAlSi 15 3 3. Im Austenit liegen ca. 30 % Ferrit und zunächst wenig Martensitanteil vor, der sich durch die Verformung erhöht. Festigkeitsanstieg bis zu \(R_{\mathrm{m}}=1100\) MPa bei 40 % Bruchdehnung.
TWIP-Stähle
Beispiel für einen TWIP-(Twinning induced Plasticity-)Stahl ist X5MnAlSi 25 3 3. Die Verfestigung erfolgt durch Zwillingsbildung schlagartig und schneller als bei normaler Verformung. Starke Dehnbarkeit bei geringer Einschnürung mit niedrigeren Kräften. Zugfestigkeit \(R_{\mathrm{m}}\) bis 600 MPa, Bruchdehnung \(A\) von 90…40. Hohe Verformungsarbeit bis zum Bruch, für Crash-beanspruchte Teile.
Triplex-Stähle
Triplex-Stähle (Stahl-Innovationspreis 2009, Max-Planck-Institut, Düsseldorf), z. B. X111MnAl25-11, sind Stähle mit einer stabilen austenitisch-ferritischen Matrix sowie feindispers eingelagerten Karbidausscheidungen. Karbidausscheidungen aus Zementit und FeMn-Karbiden lagern sich auf bestimmten parallelen Gitterebenen ab und führen zur sog. homogenen Scherbandbildung, die starke Verformungen ohne Einschnürung zulässt. Die Stähle kombinieren eine hohe Streckgrenze (\(R_{\mathrm{p0,2}}> 700\) MPa), hohe Kaltformbarkeit (\(A=60\) %) mit 15 % kleinerer Dichte. Es ergibt sich ein Einsparpotential von bis zu 30 % Bauteilgewicht.
Hinweis
Weiterführende Informationen zu höherfesten und supraduktilen Leichtbaustählen sind über das MP-Institut für Eisenforschung zu erhalten (www.mpg.de/335116/ForschungsSchwerpunkt).
Zur Gewichtsverminderung tragen weiterhin bei:
-
Geschweißte Platinen (tailored blanks , Abb. 4.11) sind Blechzuschnitte aus Blechen verschiedener Dicke und Festigkeit, Beschichtung und Walzrichtung. Sie sind laser- oder quetschnaht-geschweißt. Damit werden beim Verarbeiter Versteifungen und Fertigungsstufen eingespart. Durch sie wird
-
die geeignete Blechgüte in der
-
notwendigen Wanddicke an der
-
richtigen Stelle im Bauteil platziert.
Abb. 4.11 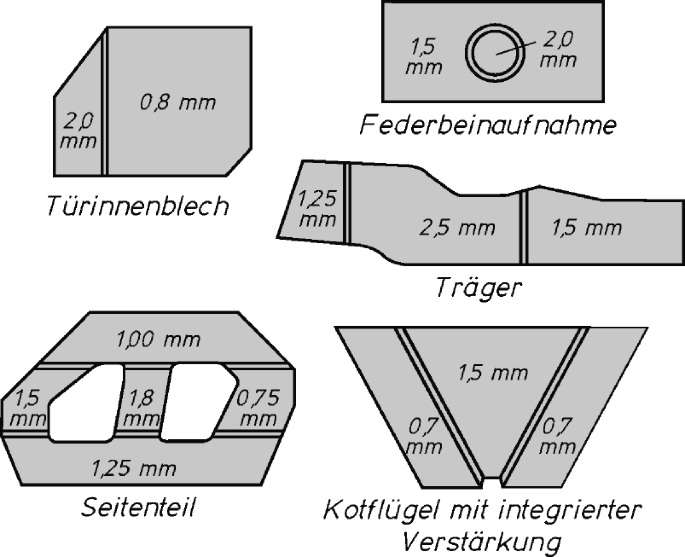
Maßgeschneiderte Platinen, Tailored Blanks und Tailored Tubes
-
-
Geschweißte Rohre (welded tubes und tailored tubes ) haben ähnliche Funktion. Es sind dünnwandige Rohre oder Hohlprofile, die durch die Innenhochdruck-Umformung (Hydroforming) in einem geschlossenen Werkzeug durch Wasserdruck ihre Außenkonturen erhalten. Sie werden z. T. mit tailored blanks zusammen zu Karosserieteilen verarbeitet.
-
Warmgewalzte Flacherzeugnisse aus Stählen mit hoher Streckgrenze zum Kaltumformen, DIN EN 10149-1…3/13. Die hohen Streckgrenzenwerte bei noch hoher Bruchdehnung werden durch TM-Behandlung erreicht, die Schweißeignung und Kaltformbarkeit durch niedrige C-Gehalte.
-
Oberflächenveredelte Bleche und Bänder gibt es mit zahlreichen Werkstoffen und verschiedenen Dicken beschichtet. Ihre Oberflächen sind mit Zn-, Al- und deren Legierungen elektrolytisch veredelt (7…20 µm Auflage) oder schmelztauchveredelt (5…42 µm oder 70…\(600\,\mathrm{g/m^{2}}\) Auflage). Für sie gilt die DIN EN 10346/15 für kontinuierlich schmelztauchveredelte Flacherzeugnisse aus Stahl.

Kaltstauch- und Kaltfließpressstähle
Die Werkstoffausnutzung ist bei den Fließpress- und Kaltstauchverfahren höher als bei den spanenden Verfahren, ebenso die Oberflächengüte. Phosphatieren der Rohlinge ergibt eine wenige µm dicke, reibungsmindernde Gleitschicht. Für die unterschiedlichen Beanspruchungen gibt es die Stähle nach Tab. 4.32.
Anwendungen des Verfahrens zur rationellen Herstellung von:
-
Befestigungsmitteln, wie z. B. Schrauben aller Art, Nieten
-
Maschinenteilen, wie z. B. Differenzialkegelrädern, Synchron- und Schaltelementen und Teilen für Bremsanlagen
Tab. 4.33 gibt einen Überblick über weitere Stahlsorten (siehe auch Abschn. 4.8).
Normung
DIN EN 10149/13
- Teil 2::
-
enthält 9 Sorten thermomechanisch behandelt von S315MC in Stufen 355/420/460/500/550/600/650 bis S700MC.
- Teil 3::
-
enthält 4 Sorten normalisierend gewalzt von S275NC in Stufen 315/355 bis S420NC.
Die geschweißten Platinen und Rohre sowie die warmgewalzten Flacherzeugnisse finden Einsatz beim Abkanten oder Walzprofilieren in Dicken bis 15 mm sowie für Pressteile im Waggon-, Schwerlast- und Kranfahrzeugbau.
4.6 Stähle für bestimmte Bauteile
4.6.1 Wälzlagerstähle
Wälzlagerstähle haben folgende Beanspruchungen: Das ständige Überrollen bewirkt eine hohe Zug-Druck-Wechselbelastung und dadurch Wälzverschleiß mit Oberflächenzerrüttung. In Sonderfällen tritt auch Korrosion und/oder thermische Beanspruchung auf.
Eigenschaftsprofil
Hohe Härte und Streckgrenze werden durch Härten erreicht. Die Stähle haben ca. 1 % C und steigende Cr-Gehalte zum Durchhärten der Rollen, Kugeln, Ringe und Scheiben.
Hohe Dauerfestigkeit wird durch hohe Reinheitsgrade (Edelstähle) erreicht, da winzigste Schlackenteilchen in der Oberfläche als Risskeime wirken.
Beispiele für Stähle mit diesem Eigenschaftsprofil
- X5CrNi18-8, unmagnetisch;:
-
plasmaaufgekohlt und ausscheidungsgehärtet auf 540 HV. Stabil von \(-196\) °C bis \(+700\) °C (INA).
- CRONIDUR 30 :
-
ähnlich X30CrMoN15-1 \(+\) 0,4 % N mit homogener, sehr feinkörnigen Karbidverteilung (10 µm); sehr hohe Lebensdauer bei Mangelschmierung und Korrosionsangriff.
Durch halbwarmes Umformen von stranggegossenen Vorformen aus 100Cr6 zu Hohlzylindern mit gleichzeitigem Abtrennen der Käfigrohlinge wird beim Abkühlen ein feinkörniger Zementit ausgebildet. Dadurch kann das bisher notwendige GKZ-Glühen eingespart werden (vgl. TRENPRO-Verfahren, Abschn. 5.5.4).
Hinweis
Hybridlager mit Kugeln aus Si-Nitrid werden für hohe Drehzahlen (Dichte \(3{,}2\,\mathrm{kg/dm^{3}}\)) eingesetzt (Vollkeramiklager, s. Abschn. 8.4.2).
Normung
DIN EN ISO 683-17/15. Für eine Wärmebehandlung vorgesehene Stähle, Wälzlagerstähle
Folgende Stähle eignen sich besonders:
-
Für Normalbeanspruchung, mit Härten von 58…64 HRC:
C100Cr6, C100CrMn6, C100CrMo7
-
Bei Korrosionsangriff:
X46Cr13, X90CrMoV18
-
Bei höheren Temperaturen bis ca. 300 °C:
X30CrMoN15-1
4.6.2 Federstähle
Federstähle sollten folgendes Anforderungsprofil (Tab. 4.34) erfüllen: Werkstoffe für Federn und federnde Bauelemente müssen hohe zulässige Spannungen im elastischen Bereich aufweisen, um die bewegten Massen klein zu halten, dazu hohe Dauerschwingfestigkeit, in besonderen Fällen auch Korrosionsbeständigkeit oder Warmfestigkeit.
Federstähle besitzen folgendes Eigenschaftsprofil: Erhöhte Streckgrenze durch Vergüten mit niedrigen Anlasstemperaturen, glatte Oberflächen mit evtl. Kaltverfestigung zur Erhöhung der Dauerfestigkeit, verbesserter Korrosionsschutz durch Beschichten (Z \(=\) Zn, ZA \(=\) ZnAl-Überzüge, ph \(=\) phosphatiert).
Ein neues Verfahren benutzt thermomechanisch vorbearbeitetes Halbzeug zum Wickeln hochfester Federn.
Eine Erhöhung der Dauerfestigkeit kann durch mechanische Verformung der Randschicht mittels Kugelstrahlen erreicht werden (Abschn. 5.6.6).
Federn haben i. Allg. kleinere Querschnitte. Deshalb genügen zum Durchvergüten unlegierte oder niedriglegierte Stähle. Die nachträgliche Kaltverformung ergibt hohe Festigkeitswerte, die mit zunehmender Erzeugnisdicke absinken (Tab. 4.35, DIN EN 10270/11).
4.7 Werkzeugstähle
4.7.1 Allgemeines
Tab. 4.36 gibt einen Überblick über die Einteilung der Werkzeugstähle und ihre Anwendung.
Werkzeugstähle sind härtbare Edelstähle, die in den verschiedenartigsten Werkzeugen im direkten Kontakt mit dem Werkstoff zur Fertigung von Halbzeugen und Bauteilen dienen. Unlegierte Stähle genügen den immer weiter gestiegenen Anforderungen nicht mehr, deshalb sind legierte und hochlegierte Sorten in der Überzahl.
Für Werkzeugstähle gelten DIN EN ISO 4957/01 sowie die VDI-Richtlinien 3388/12.
Das Härten des Stahles ist im Abschn. 5.3 zur Wärmebehandlung ausführlich behandelt. Es besteht aus drei Arbeitsgängen:
-
AustenitisierenFootnote 2 : Erwärmen und Halten auf Temperaturen, bis das Gefüge in Austenit umgewandelt ist, in dem die LE- und C-Atome homogen verteilt sind (Abb. Abb. 5.2 und Abb. 5.3).
-
Abkühlen: (Abschrecken) mit einer kritischen Geschwindigkeit \(v_{\mathrm{krit}}\), bei der die Perlitbildung übersprungen wird und die Umwandlung ohne Diffusion der C-Atome stattfindet. Es entsteht ein verzerrtes Gitter, der Martensit. Seine Härte ist C-abhängig und erreicht bei 0,8 % C das Maximum (Abb. Abb. 5.20).
-
Anlassen : Erwärmen auf Temperaturen bis ca. 300 °C (700 °C), dabei steigt die Zähigkeit an, während die Härte sinkt. Durch die Anlasstemperatur kann die Zähigkeit der Beanspruchung des Werkzeuges angepasst werden (Abb. Abb. 5.31).
Beanspruchungen
Der Kontakt mit harten und verschleißenden oder flüssigen Werkstoffen unter hohen Kräften verlangt vom Werkzeug neben weiteren speziellen Eigenschaften allgemein:
-
Harte Oberflächen (Verschleißwiderstand)
-
Druckfestigkeit im Kern (Erhaltung der Form)
Einhärtung ist die Tiefe der martensitisch umgewandelten Zone vom Rand aus. Die LE vergrößern sie bis zur Durchhärtung (Abb. 4.13).
-
Legierte Stähle härten tiefer ein.
-
Legierte Stähle können langsamer abgeschreckt werden (Öl, Salzbäder, Luft/Gase).
Den Einfluss der LE auf das Härteverhalten zeigt Abb. 4.12 anhand der ZTU-Schaubilder, siehe auch Tab. 4.37.
-
Die Felder von Perlit- und Bainitstufe sind getrennt durch einen umwandlungsträgen Bereich, in dem Austenit längere Zeit beständig ist, günstig für den Temperaturausgleich bei der Warmbadhärtung von großen Teilen.
-
Der Bainitbereich ist nach rechts verschoben. Die gewählte Abkühlkurve kann dicht vor den Umwandlungsfeldern verlaufen. Es kommt zu vollständiger Martensitbildung.
Abb. 4.12 enthält drei ledeburitische Stähle (Tab. 4.38). Bei Stahl Nr. 3 sind Perlit- und Bainitstufe stärker nach rechts verschoben als bei den beiden anderen Sorten.
Abb. 4.13 zeigt die Auswirkungen der LE auf die Härteverläufe über den Querschnitt eines Rundstahles von 100 mm \(\varnothing\). Stahl 3 hat die höchste Randhärte bei vollkommener Durchhärtung. Es zeigt sich, dass Mo und V stärker wirken als das Element W. 1 % Mo ersetzt 2 % W.

ZTU-Schaubilder hochlegierter Stähle

Härtbarkeitsschaubild ledeburitischer Stähle. Rundstahl von 100 mm Durchmesser nach Vakuumhärtung mit Stickstoffabkühlung
Leistungssteigerung bei Werkzeugstählen
Standzeit und -menge der Werkzeugstähle können verbessert werden.
-
Größerer Reinheitsgrad durch ESU- oder Vakuumerschmelzung verbessert Oberflächengüte und Dauerfestigkeit (weniger nichtmetallische Teilchen).
-
Oberflächenbehandlung oder Beschichten erhöht Widerstand gegen Verschleiß. Der Verschleißwiderstand wird durch diamantartige Schichten erhöht, die nach dem PVD-Verfahren aufgebracht werden (Abschn. 11.2.4.2 und Tab. Tab. 11.24).
-
PM-Herstellung der karbidreichen Stähle lässt höhere Karbidanteile zu und ergibt gleichmäßig feinkörnige Verteilung. PM-Stähle härten dadurch verzugsärmer.
Hinweis
Zum vollständigen Auflösen der Legierungsbestandteile müssen vor allem höher legierte Stähle vor dem Abschrecken auf Temperaturen über 1000 °C erwärmt werden. Zum Mindern oder Vermeiden von Härteverzug sind Stahlauswahl und Härtetechnik zu beachten.
4.7.2 Kaltarbeitsstähle
Stähle dieser Gruppe sind für Werkzeuge bestimmt, deren Oberflächentemperatur im Einsatz nicht über 200 °C steigt. Sie benötigen keine besondere Anlassbeständigkeit. Tab. 4.39 zeigt das Anforderungsprofil.
Beispiel: Kaltarbeitswerkzeuge
Schnittwerkzeuge, Scherenmesser, Räumnadeln, Schneideisen, Sägen, Feilen, Meißel, Prägewerkzeuge, Kaltschlag- und Fließpresswerkzeuge, Mess- und Prüfzeuge
Der C-Gehalt bestimmt Härte und gegenläufig die Zähigkeit über den Karbidanteil . Karbide erhöhen den Verschleißwiderstand. Damit lassen sich drei Gruppen von Stählen erkennen:
- Zähharte, untereutektoide Stähle :
-
ohne Karbide, \(<\!62\) HRC. Anwendung zum Schneiden und Umformen von dicken Blechen und Werkzeuge mit starker Kerbwirkung.
- Harte, übereutektoide Stähle :
-
mit ca. 10 % Karbidanteil und der vollen Martensithärte von \(> \!64\) HRC. Anwendung für Schneidplatten und Stempel mittlerer Blechdicken und Leistung.
- Verschleißfeste, ledeburitische Stähle :
-
mit bis zu 28 % Karbidanteilen und 60 bis 65 HRC. Für Schneidplatten, Ziehringe und -stempel bei hohen Standzeiten und Blechen bis zu 4 mm.
Stähle mit höheren Karbidgehalten als 28 % (z. B. X280W12) sind durch die Schmelzmetallurgie (\(+\) Schmieden) nur sehr schwer herstellbar. Hier knüpfen die PM-Stähle an, die bis zu 75 % Karbid enthalten können.
Die Karbide einiger LE (Karbidbildner Abschn. 4.1.7) sind wesentlich härter als Fe\({}_{\mathrm{3}}\)C, Zementit (Tab. 4.9). Diese LE wie Cr, W und V sind für leistungsfähige Werkzeugstähle unverzichtbar.
Tab. 4.40 gibt einen Überblick über ausgewählte Kaltarbeitsstähle, ihre Eigenschaften und Anwendungen.
Weiterhin kann Werkzeugstahlguss für Großwerkzeuge (z. B. zum Pressen von Karosserieteilen) eingesetzt werden, z. B. G45CrNiMo4-2 (1.2769) oder GX100CrMoV5-1 (1.2363) mit Randschichthärten von 56…62 HRC; G41CrMn6 (1.7104) für Schnittwerkzeuge für Karosserieteile.
4.7.3 Warmarbeitsstähle
Diese Stähle werden für Werkzeuge zum Urformen und Warmumformen der Werkstoffe eingesetzt. Tab. 4.41 nennt Anforderungen und Gefüge. Im Allgemeinen sind Kaltumformbarkeit und Schweißeignung nicht erforderlich mit Ausnahme beim Kalteinsenken flacher Gravuren und bei Auftragsschweißung zur Reparatur von Gesenken.
Beispiel: Warmarbeitswerkzeuge
Gesenke für Schmiedehämmer und -maschinen, Warmscheren, Druckgießformen, Strangpresswerkzeuge, Glasformen
Die Anforderungen an Kaltarbeitsstähle erhöhen sich bei den Warmarbeitsstählen.
Durch den Kontakt mit flüssigen oder auf Formgebungstemperatur erwärmten Metallen besteht die Gefahr der Gefügeveränderung. Ursache ist ein Weiterlaufen des Anlassvorganges.
Hinweis
Die Anlasstemperatur sollte etwa 80 bis 100 °C höher als die Betriebstemperatur des Werkzeuges sein. Danach richtet sich die Werkstoffwahl.
Ständige Temperaturwechsel warm/kalt erzeugen ein Netz von Ermüdungsrissen (Brandrissen). Höhere Zähigkeit ist für stoßbeanspruchte Teile wichtig (Hammergesenke).
Risse entstehen, wenn die Oberflächenschicht erhitzt wird, sich ausdehnt, aber vom noch kalten Untergrund behindert und dadurch gestaucht wird. Beim Reinigen und in Pausen kühlt die Oberfläche ab, schrumpft und wird dabei unter Zugspannungen gesetzt.
Tab. 4.42 gibt einen Überblick über einige Warmarbeitsstähle, ihre Eigenschaften sowie ihre Anwendung.
4.7.4 Kunststoffformenstähle
Bei der Verarbeitung duro- oder thermoplastischer Formmassen liegen die Temperaturen unter denen der Metalle. Wichtig ist eine dauerhaft glatte Oberfläche zum leichten Entformen von Spritzgussteilen (Polierfähigkeit).
Massen, die korrodierende Stoffe abgeben, erfordern Korrosionsbeständigkeit, harte und abrasive Zusätze erhöhten Verschleißwiderstand.
Korrosionsbeanspruchung entsteht z. B. durch die Hilfsstoffe (Weichmacher, Flammschutzmittel, antistatisch wirkende Zusätze) oder Stoffe, die bei der Polykondensation frei werden.
Verschleißbeanspruchung entsteht durch Zusätze wie Gesteinsmehl, Kreide, Schwerspat, Silikate, Kaolin, Glasfasern.
Höhere Standzeiten ergeben PVD-Schichten aus TiN, CrN, TiCN und AlTiN in Dicken von 2 bis 8 µm (Schichten, Abschn. 11.2.4).
Die Entformung der Werkstücke wird durch Oberflächenkräfte beeinflusst, die zwischen den chemischen Endgruppen der Polymere und dem Charakter der Schicht (metallisch, hetero- oder kovalent gebunden) wirken, wichtig für die Schichtwahl.
Tab. 4.43 gibt einen Überblick über einige Kunststoffformenstähle, ihre Eigenschaften sowie ihre Anwendung.
Neben Stählen werden auch elektrolytisch abgeschiedene Formschalen aus Hartnickel verwendet, die zur Abstützung hintergossen werden. Für einfache Teile und Temperaturen \(<\!100\) °C sind auch Zink-Legierungen geeignet.
4.7.5 Schnellarbeitsstähle (HS-Stähle)
Hochleistungs-Schnittstähle (früher HSS-Stähle) sind Werkstoffe für hohe Spanungsleistungen, z. B. für Fräser und Fräserzähne, Wendel- und Gewindebohrer, Schneideisen. Die Hauptbeanspruchung ist abrasiver Verschleiß bei hohen Schneidentemperaturen.
Die ersten Schnellarbeitsstähle wurden 1900 von den Amerikanern Taylor und White erfunden und für Dreh- und Hobelmeißel eingesetzt. Sie enthielten bis zu 20 % Wolfram. Später sind zahlreiche wolframärmere Sorten entstanden.
Die frühere Bedeutung der HS-Stähle für Drehmeißel ist auf moderne Schneidwerkstoffe wie Hartmetall und Keramik übergegangen.
HS-Stähle sind hoch mit W, Cr, Mo, V und Co legierte Stähle, zum Beispiel die Sorte HS 10-4-2-10. Die Analyse ergibt:
C | Cr | Mo | V | W | Co |
|---|---|---|---|---|---|
1,2 | 4,1 | 3,5 | 3,3 | 9,5 | 10 |
Die LE liegen im Gusszustand als grobe Primärkarbide vor und werden durch Schmieden mit evtl. Weichglühen verfeinert. Sie sind härter als Martensit und thermisch stabiler. So ergibt sich die hohe Warmhärte und Anlassbeständigkeit der HS-Stähle (Abb. 4.14). Sie wird nur erreicht, wenn besondere Bedingungen für das Härten eingehalten werden.

Einflüsse der Abschreck- und Anlasstemperaturen auf Härte der HS-Stähle im Vergleich mit unlegiertem Stahl
Zur Karbidbildung sind 0,8–1,4 % C, zur Durchhärtung ca. 4 % Cr erforderlich. Die anderen LE sind je nach Sorte unterschiedlich.
Der hohe Legierungsanteil führt zu verminderter Wärmeleitfähigkeit und Diffusionsgeschwindigkeit. Die Wärmebehandlung benötigt deshalb längere Zeiten und höhere Temperaturen.
Härten der Schnellarbeitsstähle
Schnellarbeitsstähle werden durch Austenitisieren, Abschrecken und Anlassen gehärtet.
Austenitisieren
Stufenweises Erwärmen in Luftumwälzern + Salzbädern, Wirbelschichtbetten oder Vakuumöfen auf 1180–1320 °C je nach Sorte.
Hinweis
Optimale Härtung erfordert die vollständige Auflösung der Sonderkarbide durch richtige Temperatur und Haltezeit (Abb. 4.14).
Abschrecken erfolgt in Öl, Warmbad von 550 °C, Gebläseluft oder Vakuumhärten mit N\({}_{\mathrm{2}}\) unter Druck. Das Gefüge besteht dann aus Martensit, Restaustenit und Sonderkarbiden.
Anlassen besteht aus zwei- bis dreimaligem Anlassen bei 540…580 °C je nach Sorte. Die Härte fällt durch Martensitzerfall zunächst leicht ab, steigt dann aber durch feinste Karbidausscheidungen wieder an und kann höher liegen als die Abschreckhärte. Es handelt sich hier also um eine echte Aushärtung.
Sie wird als Sekundärhärte oder Sprunghärte bezeichnet (Abb. 4.14, Kurven mit 1200 und 1280 °C Anlasstemperatur).
Ursache für die Sekundärhärte der HS-Stähle sind die Sonderkarbide der gelösten LE. Sie scheiden erst bei diesen hohen Anlasstemperaturen in submikroskopischer Form aus und wirken als Gleitblockierung im Grundgefüge.
Für das Auflösen der LE sind die richtigen, hohen Austenitisierungstemperaturen erforderlich. Ein Unterschreiten führt zu kleineren Härtewerten, mit Wegfall des Sekundärhärte-Effektes.
Hinweis
Die höhere Anlassbeständigkeit durch Sekundärausscheidungen von Sonderkarbiden liegt auch bei einigen hochlegierten Warmarbeitsstählen vor (Tab. 4.42).
Tab. 4.44 gibt einen Überblick über Schnellarbeitsstähle und ihre Anwendung.
Leistungssteigerung bei Schnellarbeitsstählen durch pulvermetallische Herstellung von hochkarbidhaltigen Werkzeugstählen ergibt eine gleichmäßigere und feinkörnigere Karbidverteilung als es schmelzmetallurgisch möglich ist. Dadurch steigen Biegefestigkeit (Zähigkeit gegen Kantenausbrechen) und damit die Standzeiten.
Karbide scheiden sich als Primärkristalle in der Schmelze grobkörnig aus, bei Warmumformung werden sie nur ungleichmäßig verkleinert.
Eine Standzeiterhöhung wird erreicht durch Badnitrieren und PVD/CVD-Beschichtungen mit TiN, TiC oder Ti(CN), evtl. auch mehrlagig (Multilayer).
Zahlreiche Sorten sind als PM-Stähle im Handel.
4.8 Stahlguss
4.8.1 Allgemeines
Stahlguss ist in Formen gegossener Stahl mit ähnlichen Analysen wie Walz- und Schmiedestähle, jedoch nicht in der Vielzahl der Sorten.
Erschmelzung
In Stahlgießereien werden Lichtbogen- und Induktionsöfen (kleine Abstichmassen) verwendet. Da Gussteile nicht plastisch weiterverformt werden, wird zur Vermeidung von Gasblasen desoxidiert, beruhigt vergossen oder vakuumentgast (Abschn. 4.1.4 Sekundärmetallurgie).
Erstarrung
Stahlguss hat beim Erstarren eine Volumenschrumpfung von 6 bis 8 %, deshalb müssen zum Abguss lunkerfreier Gussstücke viele Speiser zum Nachsaugen gesetzt werden. Die langsame Abkühlung führt zu Grobkorn (Widmannstätten’sches Gefüge, Abb. Abb. 5.6). Die Zähigkeit ist gering und muss durch Normalisieren und Spannungsarmglühen angehoben werden. Je nach C-Gehalt (und LE) sind alle anderen Wärmebehandlungen möglich.
Gießeigenschaften
Von allen Gusswerkstoffen besitzt Stahlguss die erwünschten Gießeigenschaften (Abschn. 6.1) am geringsten:
-
Hohe Gießtemperatur 1500–1700 °C
-
Das Schwindmaß ist mit bis 2 % ziemlich hoch.
-
Schlechtes Formfüllungsvermögen, da auf der kälteren Formwand dendritische Mischkristalle senkrecht wachsen und bei dünnen Querschnitten den Durchfluss sperren.
Anwendung
Stahlguss wird dann verwendet, wenn das Eigenschaftsprofil der anderen Fe-Gusswerkstoffe nicht ausreicht. Das ist bei folgenden Beanspruchungen der Fall:
-
Höhere Zähigkeit notwendig
-
Tieftemperatur-Einsatz
-
Betriebstemperaturen über 300 °C
-
besonderen Korrosions- und Verschleiß-Beanspruchungen
Für besondere Beanspruchungen ausgelegt sind die Sorten der Normen nach den Tab. 4.46, 4.47 und 4.48.
4.8.2 Stahlguss für allgemeine Verwendung
Tab. 4.45 gibt einen Überblick über einige Stahlgusssorten, ihre technologischen Eigenschaften und ihre Anwendung.
Schweißeignung ist wichtig für
-
Reparaturschweißung zum Beheben von Oberflächenfehlern bei großen Gussstücken
-
Konstruktives Schweißen, wenn Werkstücke aus gießtechnischen Gründen geteilt gegossen und durch Schweißen zusammengefügt werden. Vielfach werden auch Verbunde aus Walzprodukten mit Gussteilen aus Kostengründen gewählt.
Moderne Form- und Gießverfahren sind in der Lage, Bauteile mit komplexen Formen in hoher Genauigkeit und Oberflächengüte herzustellen. Sie werden auch für Präzisionsteile aus Stahlguss angewandt:
-
Feingießverfahren (bis zu 100 kg)
-
Keramikformverfahren mit hoher Oberflächengüte für Bauteile bis zu 1000 kg und etwa 1000 mm Kantenlänge, bei geringen bis mittleren Losgrößen
-
Lost-Foam-Guss , Vollform mit verlorenem Modell als Ersatz für mehrere Fügeteile
4.8.3 Weitere Stahlgusswerkstoffe
Weitere Stahlgusswerkstoffe sind korrosionsbeständiger Stahlguss (Tab. 4.46), Stahlguss für Druckbehälter (Tab. 4.47) und hitzebeständiger Stahlguss (Tab. 4.48).
Notes
- 1.
Stahl ist eine warmumformbare Eisenlegierung. Stahl kann, muss aber nicht warmumgeformt werden. Es gibt auch Gussstahl. Alle nicht warmumformbaren, also nur gießbaren Eisenlegierungen werden als Gusseisen bezeichnet.
- 2.
Austenitisieren ist das Herstellen eines homogenen, feinkörnigen \(\gamma\)-MK-Gefüges im Stahl. Dazu müssen Ferrit umgewandelt und Karbide gelöst und verteilt werden. Dieser Auflösungs- und Diffusionsvorgang benötigt Zeit. Dabei kann die Korngröße wachsen.
Literatur
Stahl und Eisen. Verlag Stahleisen, Düsseldorf. www.stahleisen.de (Zeitschrift)
Konstruktion, mit Fachteil Ingenieur-Werkstoffe. Springer-VDI-Verlag (Zeitschrift)
Stahl-Eisen-Informationszentrum, Düsseldorf. www.stahl-online.de
Stahlguss: Zentrale für Gussverwendung, kostenfreie downloads. www.kug.bdguss.de
Informationsstelle Edelstahl Rostfrei (ISER), Düsseldorf. Informationsschriftenreihe, (Pdf-Dateien). www.edelstahl-rostfrei.de
Arnold, M.-O. u. a.: Stahlguss Herstellung – Eigenschaften – Anwendung. Konstruieren und Gießen 1 (2004)
Bleck, W. u. a.: Grundlagen der integrierten Wärmebehandlung. Stahl und Eisen 4 (1997)
Herfurth, K.N., Netscher, Köhler, M.: Werkstoffe – Verfahren, Anwendung. In: Verein Deutscher Gießereifachleute VDG (Hrsg.): Gießereitechnik kompakt. Gießerei-Verlag Düsseldorf (2003)
Spitzer, H.: Stahl – Entwicklungstendenzen und Perspektiven. VDI-Bericht 670 Bd. I (1988)
VDI-Bericht 1080 Leichtbaustrukturen und leichte Bauteile. Stahlwerkstoffe: S. 25–54, 771–799
VDEh (Hrsg.) Stahl Eisen Liste, 11. Auflage. Verlag Stahleisen (2003) Stahl im Automobilbau. Verlag Stahleisen (2003) Stahl Fibel, Verlag Stahleisen (2002)
DIN-Taschenbücher 401: Begriffe, Bezeichnungen, Oberflächengüte usw. 402: Bauwesen, Metallbearbeitung; 403: Druckgeräte, Rohrleitungsbau; 404: Maschinenbau, Werkzeugbau; 405: Nicht rostende, hochwarmfeste, hitzebeständige Stähle, Ventilwerkstoffe, Heizleiterlegierungen, Beuth-Verlag
Author information
Authors and Affiliations
Rights and permissions
Copyright information
© 2018 Springer Fachmedien Wiesbaden GmbH, ein Teil von Springer Nature
About this chapter

Cite this chapter
Weißbach, W., Dahms, M., Jaroschek, C. (2018). Stähle. In: Werkstoffe und ihre Anwendungen. Springer Vieweg, Wiesbaden. https://doi.org/10.1007/978-3-658-19892-3_4
Download citation
DOI: https://doi.org/10.1007/978-3-658-19892-3_4
Published:
Publisher Name: Springer Vieweg, Wiesbaden
Print ISBN: 978-3-658-19891-6
Online ISBN: 978-3-658-19892-3
eBook Packages: Computer Science and Engineering (German Language)