
Abstract
The effect of mechanical treatment by planetary ball milling on the properties of hot pressed ZrB2–SiC ceramics was studied. It has been shown that material densification after mechanical treatment is finished on initial stages of sintering process. Addition of SiC leads to essentially increasing of sample density up to 99% of a theoretical one for powder with 20% SiC, as compared with ZrB2 not higher when 76%. It has been shown that all defects which were accumulated during mechanical treatment are annealed during hot pressure process and there are no any changes of coherently diffracting domain (CDD) values in sintered ceramics. The model was suggested to describe of three-layered porous composite synthesis at the conditions of hot isostatic pressing and investigate the porosity evolution during synthesis. Model takes into account the conjugate heat exchange between sintered materials and walls of the reactor.
You have full access to this open access chapter, Download conference paper PDF
Similar content being viewed by others


Keywords
Introduction
The refractory compounds are the basic components of materials used in high-temperature engineering, as thermal protection of space vehicles, in electronics, etc. Among materials with high melting temperature, the special attention is attracted with ceramic composites based on ZrB2, however strong covalent bonds are the reason of low atom diffusion mobility that essentially stipulate sintered samples.
It is known [1] that addition of SiC leads to decreasing melting temperature of ZrB2–SiC system and therefore one can obtain a higher density of sintered material. Besides this, ZrB2–SiC ceramics are characterized a high thermochemical stability, including high stability to oxidation in conditions of extra-high temperatures.
The composites ZrB2–SiC are usually obtained by sintering of powders under pressure at temperatures higher when 2000 ℃ [2] and for lowering of a sintering temperature, the powders undergo a mechanical treatment using high-energy (planetary) mills. In this case, subsequent sintering will be activated due to increasing of numbers defects, acceleration of diffusion processes and simplification of plastic flows during sintering [3], and process of sintering one can carry out under pressure, i.e., to realize a mode of hot pressing or SPS process [4]. Unfortunately, data on influence of mechanical treatment on properties of powders and the process of subsequent hot pressure are investigated not enough.
Today, new composite material synthesis attracts numerous investigators, and it is characterized by complex ideas and combined technologies. It connects with the necessity to obtain the materials with specific properties, for example, materials resistant to high thermal and mechanical loading simultaneous. Porous composites can be considered as a suitable example [5, 6]. Because the technologies are very complex and multiple-factor, mathematical modeling is used for the investigation. Theory and technologies of sintering are described for example in [7,8,9,10]. Numerous authors describe the temperature change in complex areas, residual stresses, density, porosity viscosity and mechanical properties evolution, the junction formation between individual particles, etc. The series of publications is devoted to the modeling of new material synthesis for the conditions of the heating combined with mechanical loading or to the study of possible stationary conversion regimes [11,12,13,14]. However, the coupling models taking into account the interrelation between the heat and mechanical processes and the conditions of conjugate heat exchange occurred not very often. Even so, when commercial software’s are available, there are a lot of problems in the modeling [15]. Applications of coupling models [16, 17] to particular technology situations were described in [18, 19]. Generalized model of viscous elastic body of Maxwell type was used in [18] to describe the synthesis process combined with the extrusion. In [19], the material consolidation for the conditions of stress-assisted spark plasma sintering was studied taking into account conjugate heat exchange.
So, the aim of this paper is the study of influence of mechanical treatment of ZrB2–SiC powders on their properties and properties of sintered by hot pressured ceramic composites and to develop simple model for the formation of porous ceramic composite consisting of three layers.
Materials and Experimental Procedure
The researches were carried out on powder mixtures ZrB2 (d 50 = 2.5 microns) SiC (d 50 = 4.2 microns) with the SiC contents 10, 15 and 20 vol.%. The mechanical treatments of powders were made in a planetary mill at centrifugal acceleration approximately 30 g; the duration of processing was up to 20 min. The hot pressure of ceramic composites was carried out at temperature 1800 ℃ and pressure 50 MPa with isothermal sintering 30 min. A raw density of mixtures, phases and its structure and coherently diffracting domains (CDD) using x-ray with CuKα irradiation have been measured accordingly [5]. Scanning electron microscope observations operated at 20–30 kV were used to determine the structure and average grain size using Tescan VEGA-3SBH.
Results and Discussion
Mechanical Treatment of ZrB2–SiC Powders in Planetary Milling
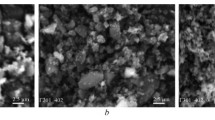
In Fig. 1, the dependence of relative density ρr/ρt (ρr raw density, ρt theoretical density) versus treatment time is presented. As one can see, for all powders, the increasing of treatment time was accompanied by increasing its raw density, and particles morphology are essentially changed from separate particles in the beginning state up to agglomerate formation at the end of treatment, Fig. 2. Before treatment, the smallest raw density had ZrB2 powder, however after processing its density had increased essentially more, than raw densities of powder mixtures with SiC, these mixtures in an initial state had a very close values ρr/ρt, but after treatment, the higher raw density had powder with the maximal contents of SiC. The x-ray phase analysis of mixtures had shown that during treatment, there are no any changes, addition of SiC to mixtures leads to appearing of peaks belongs to it. With increasing of time treatment, we have found a broadening of peaks due to an increasing number of lattice defects and decreasing of CDD, or grain sizes from 46 up to 37 nm, Fig. 3.

The dependencies of raw density of ZrB2–SiC powders after mechanical treatment in planetary milling

The changing of powder morphology during milling time

CDD versus milling times of powder and sintered ceramics
Mathematical Model of Three-Layer Composite Synthesis During Hot Isostatic Pressing
The mathematical model corresponds to Fig. 4, where the reactor is presented. It is assumed that powder mixture behavior can be described similarly to viscous liquid. At the initial time moment, we have in the chamber three layers of powders with different chemical compositions and properties. Mechanical and thermal-physical properties of green powders are known. The contact between layers is assumed as an ideal, in a first approximation. Macroscopic thermal stresses are small. Friction with walls is negligibly small too. The dependencies of the properties on porosity are taken into account. In turn, the porosity changes during the heating and loading. Heat exchange of powder mixture with the walls leads to the appearance of not uniform temperature field and can be the cause for not uniform composition change in the layers during synthesis. As a result, mathematical problem formulation will include two parts: mechanical and thermal-kinetical. Correctness of this approximation is confirmed by the results [18].

Illustration to the problem formulation
Mechanical part of the problem consists of one-dimensional motion equation and rheology relation
where V is the component of velocity vector and \(\upsigma\) is the component of stress tensor in the loading direction, \(\upzeta\) and \(\upmu_{V}\) are the volume and shear viscosity; \(\uprho\) is relative density connecting with the porosity \(\upeta\) by the relation \(\uprho = 1 -\upeta\). Porosity changes correspondingly to some law depending on many physical parameters. Physical properties are different for each layer. Load is given. In the contact plane between plunger and flayer A, the loading condition takes a place
This model is similar to [20], however, the thermal-kinetical part of the model takes into consideration the heat exchange between different materials including the losses to the plunger, the heating from the wall, etc. That is, we have two-dimensional problem containing the thermal conductivity equations for the plunger, bottom, and walls.
and for powder layers
Here, \(c_{k} ,\uprho_{k} ,\uplambda_{k}\)—are the heat capacities, densities, and effective thermal conductivities of materials.
The conditions of ideal heat contact are assumed in the interfaces between different materials («1–2»; «1–3» and «2–3», and «A–B», «B–C» also etc.) The symmetry condition is correct for the axis \(r = 0\). The radiation heat exchange with environment takes a place on the surface of plunger. Lateral surfaces of press-tool are heated by radiation. The heater temperature \(T_{W}\) changes by given law that determines the powders mixtures rate. The moving boundary \(\upxi(t)\) is calculated during problem solution.
At the initial time moment, all properties and initial porosity are given, the velocity and stresses are zero. Then, the porosity \(\uptheta\) evolution leads to the properties change and in a fist approximation, these relations are
and we can study numerically the problem of three-layered composite sintering under pressure.
To realize numerically the proposed model, we develop a special algorithm based on implicit difference schemes and taking into account the difference mesh deformation in the calculation area with moving boundaries. The calculations showed that the result (porosity, properties, layer size, etc.) depends on the applied pressure, composition of green substances (powders), and heating regime. For example, different layer thickness evolutions are presented in Fig. 5 for identical (a) and different materials (b). It was found that the temperature field is inhomogeneous. It happens because materials have different properties, porosity evolution for various materials (layers) occurs with different kinetical parameters, there are viscous dissipation in the volume and heat losses from the sintered materials to the walls and bottom of the reactor. This corresponds to known experimental data [5, 6]. The temperature field is presented in Fig. 6 for three time moments (12, 25 and 45 s). One can see that the specimen size diminishes. It occupies the area between vertical dotted lines. The figures are presented in the coordinate system associated with interface 1-A.

Layer thickness versus time for a identical properties of layers (P = 40 MPa) and b for layers with different properties (P = 20 MPa). Layer A (1), B (2), C (3)

Temperature along the axis Oz. Time t = 12 (a), 25 (b) and 45 s (c). The regime corresponds to Fig. 2b
Hot Pressured ZrB2–SiC Ceramics After Mechanical Treatment of Powders
After hot pressure of ceramics, the phase content does not change, and increasing of treatment time in a planetary mill before sintering does not change a CDD on sintered materials, Fig. 3. This means that all defects are annealed during hot pressure process. In Fig. 7, the densities of hot pressured samples are shown. As one can see, addition of SiC leads to essentially increasing of sample density—its values up to 99% of a theoretical one for powder with 20% SiC, as compared with ZrB2 not higher when 76%. This is agreeing well with data [21]. So, these raw densities of powders seem very well for sintering process of ceramics.

Relative density ρ/ρt of hot pressured ceramics versus milling time of powder
The experimental data of relative density changes of sintered materials are well described by simple function like Y = aXn where parameter n characterizes a speed of density change. Its may be easy to determine by re-plotting these dependencies in log–log coordinates, then the inclination of a straight line will be equal to this parameter. Thus, defined parameter “n” is shown in Fig. 8, and as one can see the addition of SiC to mixture leads to decreasing up to four time its value. This means besides the sample density after hot pressure, that material densification is finished on initial stages of sintering process.

The dependence of parabolic index n of sintering process versus SiC content in powder
Conclusions
-
Mathematical problem of three-layered composite sintering under pressure was proposed in this work. Numerical realization of the problem was carried out. It was detected that the temperature field is nonhomogeneous due to difference in the properties of sintered materials and walls of the reactor. It was found that the porosity changes in a different way in the layers, and its changing are nonhomogeneous along the loading direction.
-
It was shown that material densification after mechanical treatment is finished on initial stages of sintering process.
-
Addition of SiC leads to essentially increasing of sample density up to 99% of a theoretical one for powder with 20% SiC, as compared with ZrB2 not higher when 76%.
-
It was shown that all defects which were accumulated during mechanical treatment are annealed during hot pressure process and there are no any changes of CDD values in sintered ceramics.
References
Patel, M., Singh, V., Reddy, J.J., Prasad, V.B., Jayaram, V.: Densification mechanisms during hot pressing of ZrB 2–20vol.% SiC composite. Scripta Mater. 69(5), 370–373 (2013)
Mashhadi, M., Khaksari, H., Safib, S.: Pressureless sintering behavior and mechanical properties of ZrB 2–SiC composites: Effect of SiC content and particle size. J. Mater. Res. Technol. 4(4), 416–422 (2015)
Sreckovic, T.: Sintering of mechanically activated powders. Adv. Sci. Technol. 45, 619–628 (2006)
Akin, I., Hotta, M., Sahin, F., Yucel, O., Goller, G., Goto, T.: Microstructure and densification of ZrB 2–SiC composites prepared by spark plasma sintering. J. Eur. Ceram. Soc. 29(11), 2379–2385 (2009)
Buyakova, S., Burlachenko, A., Mirovoi, Y., Sevostiyanova, I., Kulkov, S.: The influence of ZrB2-SiC powders mechanical treatment on the structure of sintered ceramic composites. IOP Con. Ser. Mater. Sci. Eng. 140(1), 012006 (2016)
Kulkov, S., Buyakova, S., Chartnikolaidou, M., Kocserha, I.: Rheology and porosity effect on mechanical properties of zirconia ceramics. J. Silicate Based Compos. Mater. 67(4), 155–158 (2015)
Olevsky, E.A., Skorohod, V.: Some questions of sintering kinetics under external forces influence, pp. 97–103. Technological and Design Plasticity of Porous Materials. IPMS NAS, Ukraine, 97–103 (1988)
Olevsky, E.A.: Theory of sintering: From discrete to continuum. Mater. Sci. Eng., R: Rep. 23, 41–100 (1998)
Skorokhod, V.V.: Science of sintering: Evolution of ideas, advances, current challenges, and new trends. I. From natural philosophy to physics of sintering. Powder Metall. Met. Ceramics 53(9–10), 529–536 (2015)
Skorokhod, V.V.: Rapid rate sintering of dispersed systems: Theory, processing, and problems. Powder Metall. Met. Ceramics 38(7–8), 350–357 (1999)
Amosov, A.P., Radchenko, V.P., Fedotov, A.F.: Effect of shell dimensions on compaction and shape change during SHS-pressing. Powder Metall. Met. Ceramics 43(5), 229–235 (2004)
Smolyakov, V.K.: Structural mechanics of a substance in the wave of self-propagating high-temperature synthesis. Phys. Mesomech. 2(3), 55–68 (1999)
Stolin, A.M., Stel’makh, L.S.: Mathematical modeling of SHS compaction/extrusion: An autoreview. Int. J. SHS 17(2), 93–100 (2008)
Belyaeva, N.A., Stolin, A.M., Pugachev, D.V., Stel’makh Dokl, L.S.: Unstable modes of deformation in solid-phase extrusion of viscoelastic structured systems. Phys. Chem. 420(2), 144–147 (2008)
Chung, S.H., Kwon, Y.-S., Park, S.J., German, R.M.: Modeling and simulation of press and sinter powder metallurgy. ASM Handbook 22, 323–324 (2010)
Knyazeva, A.G.: The stationary modes of the reaction front and their stability for solid media with regard to chemically induced internal stresses and strains. Int. J. Energ. Propul. Mater. Chem. 5(1–6) (2002)
Knyazeva, A.G.: Velocity of the simplest solid-phase chemical reaction front and internal mechanical stresses. Combust. Explosion Shock Waves. 30(1), 43–53 (1994)
Knyazeva, A.G., Evstigneev, N.K.: The choice of rheological model describing intermetallide synthesis during extrusion through conical compression mould (in Russian). Vestn. PGTU, 59–71 (2010)
Sorokova, S.N., Knyazeva, A.G., Pobol, A.I., Goranskyi, G.G.: Mathematical modeling of pulsed electro contact sintering of carbide powder composition. Adv. Mater. Res. 1040, 495–499 (2014)
Koval’chenko, M.S.: Theoretical bases of hot treatment of porous materials under pressure. Naukova Dumka, Kiev (1980)
Torayda, H., Yoshimura, M., Somiya, S.: Calibration curve for quantitative analysis of the Monoclinic‐Tetragonal ZrO2 system by X‐ray diffraction. J. Am. Ceram. Soc. 67(6) (1984)
Acknowledgments
Researches are carried out (conducted) with the financial support of the state represented by the Ministry of Education and Science of the Russian Federation. Agreement (contract) no. 14.607.21.0056 23.Sept 2014. Unique project Identifier: RFMEFI60714X0056.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
This chapter is published under an open access license. Please check the 'Copyright Information' section either on this page or in the PDF for details of this license and what re-use is permitted. If your intended use exceeds what is permitted by the license or if you are unable to locate the licence and re-use information, please contact the Rights and Permissions team.
Copyright information
© 2018 The Author(s)
About this paper

Cite this paper
Buyakova, S.P., Knyazeva, A.G., Burlachenko, A.G., Mirovoi, Y., Kulkov, S.N. (2018). Mechanical Treatment of ZrB2–SiC Powders and Sintered Ceramic Composites Properties. In: Anisimov, K., et al. Proceedings of the Scientific-Practical Conference "Research and Development - 2016". Springer, Cham. https://doi.org/10.1007/978-3-319-62870-7_55
Download citation
DOI: https://doi.org/10.1007/978-3-319-62870-7_55
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-319-62869-1
Online ISBN: 978-3-319-62870-7
eBook Packages: Chemistry and Materials ScienceChemistry and Material Science (R0)