
Abstract
In medicine, the surgical instruments are realized using a variety of stainless steel, such as curved elevators. The quality and the price of surgical instruments differ in function of the manufacturing processes and the material used. This paper, presents a prototype of elevator, manufactured using two types of additive manufacturing process Direct Metal Laser Sintering – DMLS process for beaks and stereolithography process for the handles. The handle was made by means of stereolithography with the printer PROJET 1500, using a plastic material D638. The design and the quality obtained for the prototype of elevator is better, thanks to the material used and to the manufacturing process. The prototype of handle manufactured by stereolithography using the UV rays presents very good mechanical resistance and allows to be sterilized. For the handle of the elevator prototype there was performed a FEM analysis to identify stress locations and displacements. In this paper, was realized a Attenuated Total Reflection (ATR) analysis on the plastic material D638 to be examined directly in the solid state without further preparation.
You have full access to this open access chapter, Download conference paper PDF
Similar content being viewed by others

Keywords
1 Introduction
In medicine, the surgery instruments are necessary to examine, manipulate, restore, and remove. The elevator is composed by: handle, shank and beak.
The difference between the elevators and forceps is linked to the force applied in the handle. The force of the elevator is applied between the tooth and the bone, so the force is not transmitted to the jaw. Elevators exert less directional force on the tooth, so this is unlikely to fracture. Warwick James elevators present a slim shaft and a beak with a rounded end. The beak may be in line with the shaft or curved to one side. This elevator is manufactured in sets of three: straight, as well as left and right curved.
In the dentistry domain, a variety of surgical instruments are used, made of Fe-Cr or Cu-Zn alloys. These alloys present good corrosion resistance and mechanical properties, a high degree of cleaning glass like and allow to be sterilized. Actually, both the turn and lift of the handle are cast in one piece [1,2,3,4,5,6].
For this paper’s, dental elevator, the beak was designed by DMLS using Co-Cr alloy powders and the handle by stereolithography using a plastic material D638. The design and complex characteristics of the handle elevator are very important for medicines to be practical and comfortable to be used for extraction and for different surgical interventions [7,8,9,10,11,12,13].
The Film Transfer Imaging technology is used to allow parts to be built quicker than with other additive manufacturing technologies. The thin film of photopolymer is solidified using UV rays. The process is repeated, the entire part being build layer by layer. The parts can be built quickly, accurately and with a high resolution [14]. Due to photopolymer characteristic, for the final handle of the elevator prototype it was chosen the D638 VisiJet® FTI-Ivory material, with visible benefits. This material presents good yield strength and allows producing durable plastic prototype models with excellent, high resolution, details that were enough for functional testing [15].
DMLS manufacturing is a primary subject. Frequently, the alloys and metals used in DMLS process for surgical instruments are titanium, Ti6Al4 V, Co-Cr alloy, stainless steel 316L, zirconium, tantalum, gold and platinum [11,12,13]. Actually, a lot of polymers are accepted in the dentistry domain to be used for medical instrument or implant manufacturing [16,17,18,19].
The parts obtained via this technology have good mechanical properties, good corrosion resistance and do not need other rectification processes. All materials sintered by DMLS present a porous structure that influences the mechanical and corrosion behavior [15]. The mechanical simulation achieved on the elevator’s handle shows very good mechanical properties. The handle was made following the literature recommendations [20].
In many biomedical engineering design problems, accurate prediction of the biomaterial mechanical response is essential in the development of many prostheses and medical devices [11,12,13,14,15,16,17,18,19]. In this process, structural analysis is a critical step in the prediction of fatigue limits and potential failure modalities. Practically, all the simulation methods are essential since experimental methods often require the creation of expensive, time-intensive prototypes and evaluations [1].
Further, many experimental parameters cannot be directly measured, but can only be computed. Moreover, analytical approaches can only provide a complete solution for simple geometries and loading conditions. Taken as a whole, most biomaterials defy simple material models. Therefore, numerical approches such as the Finite Element Method (FEM) or the Boundary Element Method (BEM) are most suitable for biomechanics problems [1].
FEM (Finite Element Method) represents the most popular numerical technique to perform stress and strain analysis. In this paper, was used FEM to determine the stress and displacements values for the handle curved elevators, realized from plastic material D638, by Stereolithography process [20, 21].
Attenuated total reflection (ATR) is a sampling technique used in conjunction with infrared spectroscopy which enables samples to be examined directly in the solid or liquid state without further preparation [22,23,24].
Infrared (IR) spectroscopy by ATR is applicable to the same chemical or biological systems as the transmission method. One advantage of ATR-IR over transmission-IR, is the limited path length into the sample [22,23,24].
FT-IR spectroscopy’s strength is the structural identification of functional groups like for instance C = O, C-H or N-H. Furthermore, most substances exhibit a characteristic spectrum and can be identified by this similar to the human fingerprint [25, 26].
2 Experimental Work
The beak, the handles and the experimental samples are designed in SolidWorks and saved as .STL file. The beaks are sintered using Phenix Systems machine type PXS & PXM Dental, fiber laser (P = 50 W, λ = 1070 nm) and Phenix Dental as machine software.
The handles are manufactured by stereolithography using an ultraviolet PROJET 1500, 3D printer System. Net build volume of PROJET 1500 is 171 × 228 × 203 mm, with a minimal layer thickness of 102 μm and a vertical build speed of 12,7 mm/h.
The material used is a plastic material D638 with the following characteristics: density (liquid) at 30°C = 1,08 [g/cm3], tensile strength = 41630 [MPa], tensile modulus = 800–1200 [MPa], elongation at break = 41308 [%], flexural strength = 23–34 [MPa], flexural modulus = 750–1100 [MPa], impact strength = 16 [J/m], heat deflection temperature = 52 [oC], hardness, shore D = 77–80, glass transition = 82 [oC], ph at 1:1 in water = 6–7, insoluble in H2O at 20°C, vapour pressure at 20°C < 2 [Pa].
The material was delivered in liquid state in 2 kg cartridges. The photopolymer composition is: isobornyl acrylate (15–25%), tricyclodecane dimethanol diacrylate (34–50%), urethane acrylate oligomers (30–40%).
Under normal conditions the photopolymer is usually stable but exposure to heat, sunlight and UV light was avoided when manipulated for 3D printing. While preparing the print, it was taken a special care about evacuating the gas from the printing area, as it could include CO2, CO, NOx and smoke and there were realized and implemented work safety measures.
The simulations by FEM were performed on a computer with processor Intel Core i7-4702MQ 2.2 GHz and 16 GB RAM, operating system Windows 8.1 Pro 64-bit. On the active part of the beak it was applied a distributed force of 20 N.
In FEM, a real structure is remplaced by a discrete model obtained by subdivision into a number of finite elements. The discretized model is composed of appropriatly shaped elements defined by a series of interconnected points known as nodes. The continuum problem with infinite degrees of freedom can thus be reduced to a discrete problem with finite degrees of freedom, and solved computationally with a series of simultaneous algebraic equations. In the ordinary formulation, the displacement field within each finite element is strictly related to nodal displacement by shape functions that can be derived from the interpolation of nodal displacements [1].
The structure of materials was investigated by FT-IR Spectroscopy with a Nicolet 6700 apparatus in 400–4000 cm−1 domain; with sensibility of 4 cm−1. The device used for recording was an ATR with diamond crystal. The measurements were made directly on stereolithographyated material.
3 Results and Discussions
3.1 Handle Elevator Designed by Stereolithography Manufacturing Using Liquid Photopolymer
The beaks, the shanks and the experimental samples were designed in Solid Works and saved as STL file. The beak and the experimental samples were printed using the STL files generated by SolidWorks *sldprt files [21].
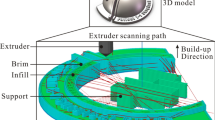
The 3D print process was performed by stereolithography with ultraviolet rays and using the PJP3P software, as in Fig. 1. An elevator handle has 36 g and the weight of support is just 3.3 g, so the lost material is very small.

Orientation and positioning of the handles prototypes on the build platform
The main manufacturing stages of handles prototypes and for experimental samples were as follows: 1. preparation, orientation and positioning of the *STL files; 2. 3D printing; 3. post-processing of the handles including cutting of the supports, washing and treatment with isopropyl alcohol and UV curing.
The elevator handle prototypes were obtained following the stages presented in Table 1. In Fig. 2 there are presented two elevator handle prototypes obtained by stereolithography with ultraviolet rays on PROJET 1500 machine. The handle and the beaks were assembled, the first by threading and other by pressing.

Elevator handle prototypes obtained by stereolithography technology on PROJET 1500
The elevators with cylindrical shanks have a better mechanical resistance and a better assembly between beak and the handle. Both curved elevator prototypes can be used successfully in dentistry surgery.
3.2 Mechanical Simulations for Handle Elevator Prototype
For the considered elevator assembly, there was imposed a sintered material Co-Cr alloy by the Direct Metal Laser Sintering method and, also a plastic material D638 obtained by stereolithography method with ultraviolet rays.
The force of 20 N is applied to the beak part of the assembly. This beak is in contact with the muscles and bones of the patient. On the active part of the beak results a pressure of 4.7 × 105 N/m2.
The elevator’s handle is a model created by stereolithography, and its material has a yield strength of 2.2 × 107 N/m2, Young modulus of 1.2 × 109 N/m2, density of 1080 kg/m3.
In order to analyze the elevator assembly through a FEM analysis, a mesh of points and elements is defined in CATIA v5, with a high precision for the handle (size = 0.8 mm, sag = 0.8 mm, Parabolic type).
As a result, after the simulations, in the assembly beak-handle was identified a maximum stress of 1.09 × 108 N/m2, presented in Fig. 3.

Stress distribution in the handle
As a remark, after the FEM analysis, the resulting stress value in the handle is greater than the plastic material D638 yield strength.
This difference may lead to unacceptable displacements, even at tearing of the handle in the assembly area, in the case of hardly surgical interventions use conditions. For the easy surgical interventions, the handles can be use safetly. Thus, for the handle, it is recommended to choose another plastic material having a yield strength greater than 1.09 × 108 N/m2. Considering also the safety factor, an usual steel material with an yield strength of 2.5 × 108 N/m2 may be applied as well.
After applying the distributed force, the elevator assembly is elastically deformed and the maximum displacement area is located in the beak’s end edge, with the value of 1.28 mm.
The FEM results obtained in this study have an error percent of 7.2% for the beak and of 9.1% for the handle, acceptable values for this type of assembly. The average time for each FEM simulation was about 1 h and there were used 268637 nodes and 176216 finite elements arranged on all the components of the elevator with 805911 degrees of freedom, the meshing of this assembly being high.
Resuming of the calculation steps was performed by some iterations, required to achieve the objectives imposed by the authors regarding the low error percentage.
The plastic handle can be a prototype and reference for future researches, but it can’t be used for hardly surgical interventions, everyday situations and applications. By 3D modeling and printing several variants of handles and beaks may be produced using plastic and metal materials.
3.3 Infrared Spectroscopy
In the Fig. 4, it is presented the infrared spectrum of the material manufactured by stereolithography. The bands in 3200–4000 cm−1 are assigned to the vibrations of O-H bonds in alcohols.

ATR spectrum of material manufactured by stereolithography
The broad band presented at 2925 cm−1 with a shoulder at 2854 cm−1 are characteristic to the overlapping of the asymmetric and symmetric stretching bands of C-H bonds in CH2 and CH groups. The band at 1455 cm−1 can be attributed to scissoring motions of –CH2– groups. The bands in 1250–1420 cm−1 range are assigned to scissoring and twisting motions of C-H bonds in -CH-OH group. The main band at 1734 cm−1 with a shoulder at 1650 cm−1 are characteristic to the asymmetric and symmetric stretching of C=O bonds in ketone. The vibrations corresponding to C-O-C bonds lead to two bands at 1069 and 1163 cm−1. The band at 1026 cm−1 is assigned to stretching of (C-OH); while the band at 955 cm−1 is assigned to stretching of (C-O) bonds.
4 Conclusion
In this paper there were manufactured by stereolithography, two handle elevator prototypes. The beaks of elevators were previously made [21] by DMLS process, using Co-Cr alloy powder and a PXS & PXM Dental machine.
The plastic handles of elevators were made by stereolithography process with an ultraviolet PROJET 1500, 3D printer System. The FEM analysis show that the beaks of elevators, grace of the material used and of DMLS manufacturing process, can be used to remove the ligaments from tooth. The force of 20 N used for FEM analysis is greater that the force necessary for removal of ligaments.
The plastic handles, present a smaller rigidity, the resulting stress value of 1.09 × 108 N/m2 is greater than the plastic material D638 yield strength 2.2 × 107 N/m2. This means that for the handle of elevator, it is recommended to use a steel material with an yield strength of 2.5 × 108 N/m2. The elevator prototypes obtained by rapid prototyping technologies (DMLS and stereolithography) are one of the first steps concerning the manufacturing of medical prototypes.
Many substances can be characterized, identified and also quantified. One of the strengths of IR spectroscopy is its ability as an analytical technique to obtain spectra from a very wide range of solids, liquids and gases. The material D638 made part from acrylics class and present excellent photo polymerization characteristics.
In the future, by Rapid Prototyping Technologies, various medical implants, artificial skin or various body parts will be able to be created.
References
Buddy, D.R., Hoffman, S., Schoen, F., Lemons, J.: Biomaterials Science, An Introduction to Materials in Medicine. Academic Press, San Diego (2013)
Silver, F.H., David, L.: Biomaterials Science and Biocompatibility. Springer, Berlin (1999)
Joon, B.P., Bronzi, J.D.: Biomaterials, Principles and Applications. CRC Press, London (1999)
Vida-Simiti, I.: Technological Properties in Powders Metallurgy. Enciclopedic Publishing House, Bucharest (1999)
Von Recum, A.F.: Handbook of Biomaterials-Evaluation, 2nd edn. Francis & Taylor Publishing House, London (1999)
Chu, C.L., Chung, C.Y., Lin, P.H., Wang, S.D.: Fabrication of porous NiTi shape memory alloy for hard tissue implants by combustion synthesis. Mater. Sci. Eng. A 366, 114–119 (2004). doi:10.1088/1748-6041/6/4/045010
Nie, F.L., Wang, S.G., Wang, Y.B., Wei, S.C., Zang, Y.F.: Comparative study on corrosion resistance and in vitro biocompatibility of bulk nanocrystalline and microcrystalline biomedical 304 stainless steel. Dent. Mater. 27, 677–683 (2011). doi:10.1016/j.dental.2011.03.009
Tang, Y.C., Katsuma, S., Fujimoto, S., Hiromoto, S.: Electrochemical study of type 304 and 316L stainless steels in simulated body fluids and cell cultures. Acta Biomater. 2, 709–715 (2006)
Hryniewicz, T., Rokosz, K., Filippi, M.: Biomaterial studies on AISI 316L stainless steel after magnetoelectropolishing. Mater. J. 2, 129–145 (2009). doi:10.3390/ma2010129
Berce, P., Bâlc, N., Caizer, N.C., Păcurar, R., Radu, A.S., Brătean, S., Fodorean, I.: Additive Manufacturing Technologies and Theirs Applications. Publishing House of the Romanian Academy, Bucharest (2014)
Băilă, D.I., Mocioiu, O.C., Zaharia, C., Trusca, R., Surdu, A., Bunea, M.: In vitro behavior of sintered compacts of Co-Cr doped with hydroxyapatite for biomedical implants. J. Optoelectron. Adv. Mater. 17(7–8), 1210–1218 (2015). wos:000359967600047
Băilă, D.I., Mocioiu, O.C., Zaharia, C., Trusca, R., Surdu, A., Bunea, M.: Bioactivity of Co-Cr alloy samples sintered by DMLS process and coated with hydroxyapatite obtained by sol-gel method. Rev. Roum. Chim. 60(9), 921–930 (2015). (IF 2014 = 0,311), wos:000366442600010
Băilă, D.I.: Researches concerning the phenomena at the interface for the sintered compacts of titan-hydroxyapatite. Adv. Mater. Res. 856, 164–168 (2013). Indexed by Elsevier, ISSN 1022-6680, wos: 000336337600030
Ulmeanu, M., Doicin, C., Băilă, D., Rennie, A., Neagu, C., Laha, S.: Comparative evaluation of optimum additive manufacturing technology to fabricate bespoke medical prototypes of composite materials. Jurnalul de Materiale Plastice 52(3), 416–422 (2015). WOS:000362382300032
3D Systems, Phenix Systems Materials. http://www.phenix-systems.com/en/materials. Accessed 15 Oct 2014
Chua, C.C., Leong, K.F., Lim, C.S.: Rapid Prototyping: Principles and Applications. World Scientific, Tokyo (2010)
Hunt, J.A., Callaghan, J.T., Sutcliffe, C.J., Morgan, R.H., Halford, B., Black, R.A.: The design and production of Co–Cr alloy implants with controlled surface topography by CAD–CAM method and their effects on osseointegration. Biomater. J. 26, 5890–5897 (2005). doi:10.1634/stemcells.2005-0205
Independent dental supplies, Warwick James Curved Elevator. http://www.independentdental.co.nz/itemdetails/Ids-Warwick-James-Elevator/1566.aspx. Accessed 18 Sept 2014
Boutrand, J.P.: Biocompatibility and Performance of Medical Devices. Woodhead Publishing Series in Biomaterials, London (2012)
Komiyama, O., Lobbezoo, F., De Laat, A., Iida, T., Kitagawa, T., Murakami, H., Kato, T., Kawara, M.: Clinical management of implant prostheses in patient with bruxism. Int. J. Biomater. 2012, 1–6 (2012). doi:10.1155/2012/369063
Băilă, D., Doicin, C., Cotruț, C., Ulmeanu, M., Ghionea, I., Tarbă, C.: Sintering the beaks of the elevator manufactured by direct metal laser sintering (DMLS) process from Co-Cr alloy. J. Metalurgija Croatia 55(4), 663–666 (2016). ISSN 0543-5846, eISSN: 1334-2576
Harrick, N.J.: Internal Reflection Spectroscopy, p. 342. Wiley, Hoboken (1967). ISBN 978-0-470-35250-2
Kazarian, S.G., Chan, K.L.A.: Applications of ATR-FTIR spectroscopic imaging to biomedical samples. Biochim. et Biophys. Acta (BBA) – Biomembranes, 1758(7), 858–867 (2006). doi:10.1016/j.bbamem.2006.02.011
Acknowledgements
1. The work of D.I. Băilă and I.G. Ghionea is supported by the Sectorial Operational Programme Human Resources Development (SOP HRD), financed from the European Social Fund and the Romanian Government, under the contract number POSDRU/159/1.5/S/138963 – PERFORM.
2. The work of M.E. Ulmeanu has been funded by the Sectoral Operational Programme Human Resources Development 2007–2013 of the Ministry of European Funds through the Financial Agreement POSDRU/159/1.5/S/132397.
3. The work of C.I. Tarbă was partially supported by the strategic grant POSDRU/159/1.5/S/137070 (2014) of the Ministry of National Education, Romania, co-financed by the European Social Fund – Investing in People, within the Sectorial Operational Programme Human Resources Development 2007–2013.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2016 IFIP International Federation for Information Processing
About this paper
Cite this paper
Băilă, DI. et al. (2016). Design of Handle Elevators and ATR Spectrum of Material Manufactured by Stereolithography. In: Harik, R., Rivest, L., Bernard, A., Eynard, B., Bouras, A. (eds) Product Lifecycle Management for Digital Transformation of Industries. PLM 2016. IFIP Advances in Information and Communication Technology, vol 492. Springer, Cham. https://doi.org/10.1007/978-3-319-54660-5_28
Download citation
DOI: https://doi.org/10.1007/978-3-319-54660-5_28
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-319-54659-9
Online ISBN: 978-3-319-54660-5
eBook Packages: Computer ScienceComputer Science (R0)