
Abstract
Joining between metal and polymer has attracted significant attention recently due to its advantage of great weight reduction and excellent integrated physical/chemical properties. In this study, specially designed biomedical additive manufactured porous TC4 titanium alloy plate was successfully joined to ultra-high molecular weight polyethylene (UHMWPE) plate by friction spot welding (FSpW). The z-axial load (Fz) evolution has been measured with load cell, and welding temperature (Tw) near TC4/UHMWPE interface has been measured with thermocouple. High tensile shear strength (~3000 N) has been realized through strong mechanical interlocking. Good macro-penetration of UHMWPE into TC4 porous structure (up to 80% filling rate) and sound micro-interlocking between metal and polymer were obtained. Relationship between Tw/Fz and joint quality has been unveiled for the fabrication of defect-less joints.
Similar content being viewed by others

Keywords
Introduction
Metal/polymer hybrid structures are increasingly demanded in biomedical, automobile, and aerospace industries due to its advantages of great weight reduction and excellent integrated physical/chemical properties. However, the differences between metal and polymer, including different melting points, mechanical and thermal properties, have brought a great difficulty to the joining process.
Commonly, there are three ways of metal/polymer joining: adhesive bonding [1], mechanical fastening [2], and welding [3,4,5,6,7,8,9,10,11]. However, as traditional joining techniques in industrial applications, adhesive bonding and mechanical fastening have their own disadvantages. The adhesive and primer used in adhesive bonding are usually unstable under extreme environment. Besides, the toxicity of adhesive is a potential threat when used in biomedical applications. Mechanical fastening leads to stress concentration . The use of screws and bolts not only has risk of loosening and corrosion, but also adds weight to the whole structure.
Meanwhile, some novel welding techniques which have been investigated in recent years, such as laser welding [3,4,5], ultrasonic welding [6,7,8], and friction stir welding [9,10,11] can avoid these problems. Katayama and Kawahito [5] and Chen et al. [3] studied laser joining of steel/PET and TC4/PET, respectively, and reported that hybrid joints can reach high tensile loads (failed at polymer). However, due to the high temperature at welding center (~1000 °C), the polymer inevitably degraded and thus bubbles formed at interface, which brought about potential risks for wear and fatigue properties in the long-term application. Wagner et al. [6,7,8] conducted many investigations on ultrasonic welding between aluminum alloys and carbon fiber reinforced polymers (CFRPs). High tensile shear strength (~25 MPa) and good interface bonding have been achieved. However, restricted by power limitation of equipment, ultrasonic welding is mainly applied to joining of thin plates. Friction stir welding (FSW) has advantages of relatively mild heat input rate and low process cost. Amancio-Filho et al. [11] and Esteves et al. [12] studied friction spot joining (FSpJ) of AZ31 Mg alloy/CF-PPS, AA2024-T3 Al alloy and AA6181-T4 Al alloy/CF-PPS. Joint strength reached 28 MPa, 27 MPa and 27 MPa, respectively, without metal surface treatment. Strength of the joint up to 43 MPa was achieved with surface treated Al alloy [11].
Among the above researches, the main metal/polymer joining mechanisms , as indicated by the authors [3, 4], are: (1) Mechanical interlocking in macro- and micro-scales, (2) Chemical bonding and interatomic/intermolecular force in micro-scale. Meanwhile, polymers studied in previous researches mainly have polar groups, such as thioether group and ester group, which can promote adhesion and chemical bonding between polymer and metal [13]. Few researches have studied joining between non-polar polymer and metal, since adhesion and bonding are difficult to realize [9]. One solution for this problem is to increase the surface roughness of metal [14], facilitating strong macro-scale interlocking. In our previous study [9], a 3D-printed TC4 plate was used to join with UHMWPE and achieved good joint performance (1300 N, failed at base material).
Additionally, previous researches mostly focused on influence of welding parameters on the joint properties. The force (Fz) and temperature (Tw) during welding received much less attention. Since the evolutions of temperature and force are key factors to the polymer property change during welding, it is fundamentally important to study their evolutions for purpose of achieving optimized metal/polymer joint.
In this research, based on our previous investigation, 3D-printed porous TC4 plates were produced for better interlocking with non-polar ultra-high molecular weight polyethylene (UHMWPE). The Fz and Tw evolution during welding were recorded, and macro-/micro-structures were characterized. Influence of Fz-Tw evolution on joint quality was studied and thus fed back to produce defect-less joints with good mechanical property . This study aims to promote the application of polymer/metal joints in biomedical prostheses.
Experimental Setup
Materials used in this work were 3D-printed porous TC4 titanium alloy and ultra-high molecular weight polyethylene (UHMWPE, CHIRULEN 1050). Sample dimensions were 60 × 20 × 4 mm3 and 60 × 25 × 6 mm3 for metal and polymer, respectively. Yield strength of UHMWPE plate is 20 MPa.
Figure 1a shows the 3D structure of the 3D printed TC4 alloy specimen (printed by Arcam A1 EBM® machine). The 4 mm-thick TC4 plate was specially designed into a 2-layer structure. The first layer was a 2 mm-thick bulk, while the second one is a 2 mm-thick diamond structure. The pore size of the structure is 0.9 mm, which was proved to be a suitable size based on previous welding. Tunnel for temperature measurement was opened at side of TC4 plate, with depth of 10 mm, as Fig. 1b shows. The thermogravimetric (TG) result of UHMWPE is shown in Fig. 1c. The polymer starts to degrade slowly from ~250 °C, while severe degradation occurs at 400 °C, which should be avoided. Note that UHMWPE has an essentially 0 melt flow index, and its fluidity remains very low even when it is melted [15, 16], rendering difficulty for the joining.

a 3D structure of TC4 plate b front view of TC4 plate containing thermocouple tunnel c TG curve of UHMWPE
The welding system is shown in Fig. 2. TC4 plate overlapped 25 mm with UHMWPE plate. A probe-less FSpW welding tool made of WC–Co alloy was used in this study. The cylindrical shoulder has a 10 mm diameter. K-Type thermocouple was placed at the square tunnels for temperature measurement (Fig. 1a). A load cell (Kistler 4578A®) is fixed under the worktable to measure the load in Z-axis during welding.

a 3D structure of welding system b picture of welding process
The welding process was divided into 4 stages, which were preheating, pre-plunging, deep plunging, and cooling. During the preheating stage, the joint was heated to 160 °C by a heat gun in 60 s. After preheating, the welding tool starts to rotate at a speed of 555 rpm. In the pre-plunging stage, the tool was plunged into TC4 to a depth of 0.8 mm in 20 s. It is noteworthy that a relatively long pre-plunge time (20 s) is used here compared with other metal/polymer welding researches [11]. That is because the near 0 melt flow index of UHMWPE results to quite slow reptation of long chains even after melted [15], In this case, it needs not only high temperature and strong force, but also longer time to deform UHMWPE during joining. Besides, the thermal conductivity of both TC4 (6.7 W/m K) and UHMWPE (~0.4 W/m K) are relatively low. Longer welding time was needed for better heat conduction. In the deep-plunge stage, different welding time (10–30 s) and depth (1.2–1.4 mm) were used to study the influence of heat input on joint quality. At last, cooling stage marks the finish of the welding process. Four different sets of welding parameters are designed in the study, as shown in Table 1. Reference group (Group R) only undergoes pre-plunge stage to mark the start of interpenetration of TC4 and UHMWPE. Groups L, H, and HD are designed to have low, high, and ultra-high heat input through variation of welding time and plunge depth. 4 samples were welded for each group.
Lap shear testing was carried out using a Zwick testing machine (Zwick Z200). The clamping is shown schematically in Fig. 3a. Loading rate was set at 2 mm/min. Cross-section specimens were cut through the center of the joint, as Fig. 3b shows. A high CCD camera (Leica DM 4000) was used for macro-structure observation. A scanning electron microscope (Phenom XL) was used for micro-structure observation and local elemental composition analysis.

a Schematic diagram of tensile testing b diagram showing cross-section cutting
Results and Discussion
Evolution of Welding Temperature and Load
The temperature and z-axial load evolution during welding process were recorded by thermocouple and load cell, respectively. Figure 4 shows the temperature and load history of all 4 groups of welding.

a Temperature and b load evolution during welding process
Since all samples were preheated to 160 °C for better fluidity, the temperature curves started from around 160 °C. The curves continued to decrease at first 15 s of welding, then started to rise. After welded for 20 s plunging to 0.8 mm depth, the peak temperature reached in Group R was 162 ± 10 °C. With a longer welding time, Groups L, H, and HD reached peak temperatures of 263 ± 13 °C, 344 ± 15 °C, and 385 ± 18 °C, respectively. However, during the welding process of Group HD, liquid with low fluidity flowed out from porous structure with bubble formation observed at the end of welding. It is a clear sign of severe degradation, in good agreement with the measured peak temperature approaching the severe degradation point of UHMWPE (400 °C, Fig. 1b).
Load curves all started to rise after 5 s of welding, which is related to the softening of polymer in the preheating stage. After pre-plunged for 20 s, the load surged quickly to ~1100 N. In the deep-plunge stage, the load curve with faster plunging speed (Group L) has a higher increasing rate than those with slower plunging speed (Groups H and HD). Peak load of Groups R, L, H, and HD reached 1224 ± 176 N, 1960 ± 140 N, 1602 ± 98 N, and 1806 ± 9 N, respectively. The rising trend of curves H and HD slowed down after 40 s of welding, indicating the softening and degradation of polymer at high temperature. All load curves kept increasing during welding, except for Group HD. The load curve of Group HD reached peak and then dropped for near 100 N in the deep-plunge stage. This phenomenon is possibly caused by the squeezing out of degraded polymer as mentioned above, which needs to be avoided. Relationships between Tw/Fz evolution and joint properties will be discussed in later sections.
Mechanical Properties
The lap shear load curves for all four groups are shown in Fig. 5a and the failed joints are shown in Fig. 5b. As shown in Fig. 5, only samples of Group R failed at TC4/UHMWPE interface, with elongation less than 8 mm. Other groups of samples, however, all failed at UHMWPE base material (BM).

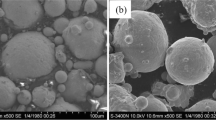
a Tensile shear strength of four groups of samples, b failed joints after testing in which selected zones were magnified: c OM picture of TC4 embedded in PE, d SEM picture of TC4 surface after failure
The ultimate shear load of Group R was registered to be 2920 ± 40 N. The calculated UTS for group R (19.5 ± 0.3 MPa) was very close to the yield strength of UHMWPE BM (20 MPa). Magnification of failed regions on polymer side and TC4 side are shown in Fig. 5c, d. On the failure surface of UHMWPE plate, there remained some TC4 particles (Fig. 5c) torn off from TC4 plate. While much PE remanence can be observed on TC4 plate (Fig. 5d, black strips). The rough surface of 3D-printed TC4-enabled strong mechanical interlocking between the metal and polymer, which contributed to the strong property of joints.
Curves of other groups grew smoothly to the peak (yield of polymer) and slowly dropped. Meanwhile, obvious necking can be observed in these samples during test. The ultimate shear strength for these samples was calculated around 20 MPa, indicating ~100% joining efficiency. Joints after tensile testing were still undamaged.
Macro-/Micro-structure and Defects
Figure 6 shows the macro-structure of four groups of samples. The joint areas between TC4 porous structure and UHMWPE arSincee marked with red rectangles. The UHMWPE was darkened inside of rectangles to highlight the interpenetration between porous TC4 and UHMWPE.

a–d Macro-structure of the joints showing the interpenetration between porous TC4 and UHMWPE of Groups R, L, H, and HD
To quantify the penetration of polymer into TC4 porous structure, filling rate (FR) is calculated for each cross-section. It is defined as the percentage of filled area to total joint area (including part of the ligaments) on the cross section: \( {\text{FR}} = \frac{{S_{filled} }}{{S_{total} }} \times 100 \% \). Group R has the lowest FR (42%). With the increasing of welding time, FRs of Groups L and H reached 67% and 74%, respectively, indicating the influence of welding time in the deep-plunge stage on the FR. In comparison, with a higher plunge depth, FR of Group HD reached 82%, ~10% higher than Groups L and H, implying the significant influence of plunge depth on the penetration between porous TC4 and UHMWPE. In Group L, the polymer could not fill to the top of porous layer, leaving insufficient filling at welding center (Fig. 6b). Meanwhile, in Group H and HD, though the filling to the top at welding center were achieved and FR were higher, there were small voids at center of H and large voids at center of HD, which were clear signs of strong degradation of UHMWPE during welding, combined with the evidence that degradation products flowed out during welding process. This can be mainly attributed to too high welding temperature (~400 °C). Such large defects may influence the long-term use of the joint [3].
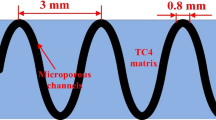
Micro-structures of the marked regions in Fig. 6 are shown in Fig. 7. Two pictures were taken from each sample (L, H, and HD), one at the top of porous layer and the other at the bottom. For Group R, since there is limited penetration of UHMWPE into the porous layer, the micro-structure is not compared here. With a relatively low heat input in group L (Tw reached 263 °C), gaps with width of 5–50 μm are dominant at the interface, as shown in Fig. 7(1) and (2). Even though the existence of these gaps did not influence much on the tensile property, they still have potential risks of early fatigue and bacterial infection in the long-term use of the joint for the biomedical application. With higher heat input (Tw reached 340 °C) in H, the interface between metal and polymer is mostly gap-free, indicating a good micro-scale interlocking. For Group HD (Tw reached 385 °C), though the interface was also gap-free, large macro-scale voids caused by degradation dominated the center of joint (Fig. 7(5)). Only a thin layer of UHMWPE (~100 μm) remained at the top of porous layer. Similar voids resulted from local polymer degradation were also reported in laser welding between metal and polymer [3].

Local microstructures of Groups L, H, HD from the selected regions marked in Fig. 6
The Formation Mechanisms of Defects
From the macro- and micro-structure observations, it is convincible that heat input has a strong influence on the macro-/micro-scale defects. The macro-scale defects include insufficient filling (Groups R and L) and degradation voids (Group HD), which have been described previously. Meanwhile, the micro-scale defects are mainly microgaps at TC4/UHMWPE interface shown in Fig. 7. The main cause of these gaps is cooling shrinkage of polymer. Note that TC4 and UHMWPE have linear expansivity of 9 × 10−6/°C and 1.5 × 10−4/°C, respectively, meaning that UHMWPE shrinks over 16 times more severely than TC4 during cooling stage with continuously decreasing temperature (dropping rate ~ 20 °C/s). The severe shrinkage formed internal stress both inside polymer and on metal/polymer interface. In case the interface interlocking is weak, gaps will be formed on the metal/polymer interface by the internal stress. Figure 8 shows the evolution of the macro- and micro-scale defects. The key to eliminate these kinds of defects is to find suitable welding condition during the process.

Diagram of joint configuration evolution during welding process
The formation of macro-scale interpenetration and micro-scale interlocking between UHMWPE and TC4 requires a good fluidity of polymer, which means a relatively low viscosity (η). However, the viscosity of UHMWPE is very high (~108 Pa s) at temperature around Tm, leading to an essentially zero melt flow index [15]. According to previous report [17], the viscosity of polymer has such a relationship with temperature:
In this equation, Eη is the activation energy for viscous flow (27 kJ/mol for UHMWPE), and B is a constant [17]. Since the peak Tw for Groups L and H were 263 °C and 340 °C, respectively, the viscosity difference for polymer in Groups L and H was: ηL/ηH = 2.14, which means that the fluidity of UHMWPE (at top layer where welding temperatures were measured) in Group H doubled that in Group L. Meanwhile, since the thermal conductivity for UHMWPE is very low (~0.4 W/m K), the temperature gradient within polymer was large during welding process, especially for groups with shorter welding time (Group L). This means the fluidity at the bottom layer is far lower than that at the top layer. In this case, in Group L, the polymer maintained relatively high viscosity during welding and the time for polymer penetrating into TC4 porous structure was short. As a result, the macro-scale interpenetration between TC4/UHMWPE was poor, causing insufficient filling defect. Besides, the micro-scale interlocking between TC4 and UHMWPE was weak, tending to form shrinkage gaps. In contrast, polymer in Groups H and HD had better fluidity and longer time to flow, thus formed enough macro- and micro-interlocking with metal, and kept a good interface contact even after cooling. In this case, the joint is more reliable in long-term application, such as prosthesis implantation. However, at too high temperature (Group HD, ~385 °C) severe degradation caused formation of large voids, adding potential risks for long-term application of the joints. In this perspective, parameters of Group H kept a good balance, avoiding both insufficient heating and severe degradation.
Conclusions
Non-polar UHMWPE was successfully joined to 3D printed porous TC4 plates (2 mm porous thickness) via friction spot welding . The following conclusions are summarized based on the study:
-
(1)
Deep interpenetration and strong mechanical interlocking were achieved between porous TC4 and UHMWPE. Joining efficiency of 100% was reached.
-
(2)
Two kinds of macro-scale defects showed up in TC4/UHMWPE joints. The first one is insufficient filling of UHMWPE, formed when the welding heat input was too low. Polymer with low fluidity could not reach top of porous layer within limited welding time. The other one is degradation void, formed when heat input was too high. Severe degradation of polymer resulted in large voids in the joint interface.
-
(3)
Micro-scale gaps at the TC4/UHMWPE interfaces are mainly caused by shrinkage of UHMWPE during cooling stage. Gaps tend to form at the interface with poor micro-scale interlocking.
-
(4)
With proper heat input control, both macro- and micro-scale defects can be reduced.
References
Gasparin AL et al (2013) An experimental method for the determination of metal-polymer adhesion. Thin Solid Films 534:356–362
Rodrigues C et al (2014) FricRiveting of aluminum 2024-T351 and polycarbonate: temperature evolution, microstructure and mechanical performance. J Mater Process Technol 214:2029–2039
Chen YJ, Yue TM, Guo ZN (2018) Fatigue behaviour of titanium/PET joints formed by ultrasound-aided laser welding. J Manuf Process 31:356–363
Lambiase F, Genna S (2017) Laser-assisted direct joining of AISI304 stainless steel with polycarbonate sheets: thermal analysis, mechanical characterization, and bonds morphology. Opt Laser Technol 88:205–214
Katayama S, Kawahito Y (2008) Laser direct joining of metal and plastic. Scr Mater 59(12):1247–1250
Wagner G, Balle F, Eifler D (2013) Ultrasonic welding of aluminum alloys to fiber reinforced polymers. Adv Eng Mater 15(9):792–803
Balle F et al (2013) Influence of heat treatments on the mechanical properties of ultrasonic welded AA 2024/CF-PA66-joints. Adv Eng Mater 15(9):837–845
Balle F et al (2013) Improvement of ultrasonically welded aluminum/carbon fiber reinforced polymer-joints by surface technology and high resolution analysis. Adv Eng Mater 15(9):814–820
Chen K et al (2017) Friction spot welding between porous TC4 titanium alloy and ultra high molecular weight polyethylene. Mater Des 132:178–187
Okada T, Nakata K, Enomoto M (2016) Joining mechanism of dissimilar materials such as metal and plastic sheets by friction lap joining. Key Eng Mater 710:149–154
Amancio-Filho ST et al (2011) On the feasibility of friction spot joining in magnesium/fiber-reinforced polymer composite hybrid structures. Mater Sci Eng A Struct Mater Prop Microstruct Process 528(10–11):3841–3848
Esteves J et al (2012) Friction spot joining of aluminum 6181-T4 and carbon fiber reinforced poly (phenylene sulfide). Mater Des 66:437–445
Fourche G (1995) An overview of the basic aspects of polymer adhesion. Part I: Fundamentals. Polym Eng Sci 35(12):957–967
Lambiase F et al (2017) Improving energy efficiency in friction assisted joining of metals and polymers. J Mater Process Technol 250:379–389
Pierangiola Bracco AB, Bistolfi Alessandro, Affatato Saverio (2017) Ultra-high molecular weight polyethylene: influence of the chemical, physical and mechanical properties on the wear behavior. A review. Materials 10:791
Fu J et al (2010) Ultra high molecular weight polyethylene with improved plasticity and toughness by high temperature melting. Polymer 51(12):2721–2731
Van Krevelen DW, Te Nijenhuis K (2009) Rheological properties of polymer melts. Properties of polymers, 4th edn. Elsevier, Amsterdam, pp 525–597
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2019 The Minerals, Metals & Materials Society
About this paper

Cite this paper
Jiang, M., Chen, K., Chen, B., Wang, M., Zhang, L., Shan, A. (2019). Improving Porous TC4/UHMWPE Friction Spot Welding Joint Through Controlling Welding Temperature and Force. In: Hovanski, Y., Mishra, R., Sato, Y., Upadhyay, P., Yan, D. (eds) Friction Stir Welding and Processing X. The Minerals, Metals & Materials Series. Springer, Cham. https://doi.org/10.1007/978-3-030-05752-7_25
Download citation
DOI: https://doi.org/10.1007/978-3-030-05752-7_25
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-030-05751-0
Online ISBN: 978-3-030-05752-7
eBook Packages: Chemistry and Materials ScienceChemistry and Material Science (R0)