
Abstract
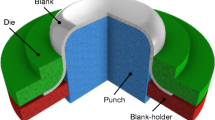
The method of forming parts of a half-sphere type in a stamp, where a die is the generatrix of the part, is presented. This is attained due to the use of an elastic steel element arranged along the puncheon contour in the stamp design. This process scheme makes it possible to combine drawing out and calibration in one stamp. Calibration when drawing out spherelike parts is necessary because of the fact that a large segment free of contact with the puncheon and a die, on which the billet losses stability and starts to corrugate, is formed in a billet. An elastic element made of spring steel and arranged along the contour of a rigid puncheon calibrates the part at the final drawing-out stage. The schematic of stamping for a half-spherical part with relative thickness S' = S/D0 × 100% = 1.5–0.15 is presented in the article. In that work calculations of elastic element’s geometrical parameters were made. To develop semi sphere part from aluminum alloy 5056 with thickness elastic element made of steel 1060 was designed. Dimension of gap between punch and elastic element was determined as well. Maximum values of strengths happened in elastic element during stamping were calculated. It was investigated that elastic element do not have plastic flow deformation. Use of elastic element helps to produce parts with accurate geometrical dimensions and compensate elastic restitution. Also due to increase of friction elastic element allows block weakest section.
Similar content being viewed by others


References
Romanovskii, V.P., Spravochnik po holodnoi shtampovke (Cold Stamping Handbook), Leningrad: Machinistroenie, 1979.
Storogev, M.V., Teoriya obrabotki metallov davleniem (Theory of Pressure Treatment of Metals), Moscow: Machinistroenie, 1977.
Marciniak, Z. and Duncan, J.L.Hu., Mechanics of Sheet Metal Forming, Chennai, Ed., India: Butterworth–Heinemann, 2002.
Pearson, C.E. and Parkins, R.N., The Extrusion of Metals, London: Chapman & Hall, 1961.
Dem’yanenko, E.G., A Technique of shaping the barrel-type pats, Russ. Aeronaut, 2014, vol. 57, no. 2, pp. 204–211.
Dem’yanenko, E.G., Forming of thin-walled axisimmetric parts with buckled and concave shape based on bead forming process, Zagotovit. Proizv. Mashinostr., 2014, no. 7, pp. 23–28.
Erisov, Y.A. and Grechnikov, F.V., Influence of structure parameters on process stability of anisotropic blanks' forming, Izv. Samara Nauch. Tsentr. Ross. Akad. Nauk, no. 4, pp. 293–298.
Chen Jun, Shi Xiao-xiang, and Ruan Xue-ye, Numerical simulation-driven optimization of sheet, Trans. Nonferr. Met. Soc., China, 2003, vol. 13, no. 4, pp. 845–848.
En-zhi Gao, Hong-wei Li, Hong-chao Kou, Hui Chang., Jin-shan Li., and Lian Zhou, Influences of material parameters on deep drawing of thin-walled hemispheric surface part, Trans. Nonferr. Met. Soc. China, 2009, vol. 19, pp. 433–477.
Jie Wu, Zengsheng Ma, Yichun Zhou, and Chunsheng Lu, Prediction of failure modes during deep drawing of metal sheets with nickel coating, J. Mater. Sci. Technol., 2013, vol. 29, no. 11, pp. 1059–1066.
Isachenkov, E.I., Shtampovka rezinoi i zhidkostyu (Rubber and Liquid Forming), Moscow: Mashinostroenie, 1967.
Birukov, N.M., RF Patent 2212970, 2003.
Tomilov, M.F. and Shagunov, A.V., RF Patent 2162759, 2001.
Golovlev, V.D., Rascheti processov listovoy shtampovki (Designing of Sheet Stamping Processes), Moscow: Mashinostroenie, 1974.
Sannders, W.T., US Patent 3494169, 1970.
Bor-Tsuen Lin, Kun-Min Huang, Chun-Chih Kuo, and Wen-Ting Wang, Improvement of deep drawability by using punch surfaces with microridges, J. Mater. Process. Technol., 2015, vol. 225, pp. 275–285.
Walde, T. and Riedel, H., Simulation of earing during deep drawing of magnesium alloy AZ31, Acta Mater., 2007, vol. 55, pp. 867–874.
Moshnin, E.N., Tehnologiya shtampovki krupnogabaritnih detalei (Forming Technology of Large Machine Parts), Moscow: Mashinostroenie, 1973.
Popov, I.P., Zimarev, M.V., and Nesterenko, E.S., Improvement of forming of thin wall cone shape parts, Zagotovit. Proizvod. Mashinostr., 2012, no. 7, pp. 18–21.
Nesterenko, E.S., Popov, I.P., and Kuzin, A.O., Modeling of two-angular bending in a stamp with an elastic element, Izv. Samara Nauch. Tsentr. Ross. Akad. Nauk, 2016, vol. 18, no. 4, pp. 25–34.
Boyarshinov, S.V., Osnovy stroitelnoi mekhaniki mashin (Foundations of Machinery Structural Analysis), Moscow: Mashinostroenie, 1987.
Davis, J.R., Heat-Resistant Materials, ASM International, 1997.
Nesterenko, E., Stamping of hemispheric surface parts in die tool equipped with steel elastic element, Key Eng. Mater., 2016, vol. 684, pp. 234–241.
Author information
Authors and Affiliations
Corresponding author
Additional information
Original Russian Text © E.S. Nesterenko, F.V. Grechnikov, 2017, published in Izvestiya Vysshikh Uchebnykh Zavedenii, Tsvetnaya Metallurgiya, 2017, No. 4, pp. 62–68.
About this article

Cite this article
Nesterenko, E.S., Grechnikov, F.V. Calculation of parameters of drawing-out the half-sphere parts in the stamp with an elastic element. Russ. J. Non-ferrous Metals 58, 495–499 (2017). https://doi.org/10.3103/S106782121705011X
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.3103/S106782121705011X