
Abstract
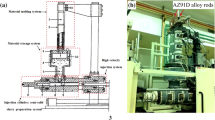
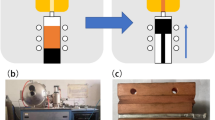
The magnesium (Mg) alloy low-pressure expendable pattern casting (EPC) process is a newly developed casting technique combining the advantages of both EPC and low-pressure casting. In this article, metal filling and the effect of the flow quantity of inert gas on the filling rate in the low-pressure EPC process are investigated. The results showed that the molten Mg alloy filled the mold cavity with a convex front laminar flow and the metal-filling rate increased significantly with increasing flow quantity when flow quantity was below a critical value. However, once the flow quantity exceeded a critical value, the filling rate increased slightly. The influence of the flow quantity of inert gas on melt-filling rate reveals that the mold fill is controlled by flow quantity for a lower filling rate, and, subsequently, controlled by the evaporation of polystyrene and the evaporation products for higher metal velocity. Meanwhile, the experimental results showed that the melt-filling rate significantly affected the flow profile, and the filling procedure for the Mg alloy in the low-pressure EPC process. A slower melt-filling rate could lead to misrun defects, whereas a higher filling rate results in folds, blisters, and porosity. The optimized filling rate with Mg alloy casting is 140 to 170 mm/s in low-pressure EPC.
Similar content being viewed by others

References
R.B. Brown, International Magnesium Association 55th Annual World Conference, Light Metal Age, 56 (No. 8), 1998, p 86–93
B.L. Mordike and T. Ebert, Magnesium Properties-Application-Potential, Mater. Sci. Eng., A, Vol 302, 2001, p 37–45
H. Fridrich and S. Schumann, Research for a New Age of Magnesium in the Automotive Industry, J. Mater. Proc. Technol., Vol 117, 2001, p 276–281
Properties of Magnesium Alloys, Properties and Selection: Nonferrous Alloys and Special-Purpose Materials, Vol 2, ASM Handbook, ASM International, 1990, p 496
J. Thomson and F.A. Fasoyinu, Casting Characteristics of Permanent Mold Cast Mg-alloy AZ91E, AFS Trans., Vol 122, 2002, p 1425–1438
AFS Magnesium Lost Foam Casting Committee, Genesis of a New Process: Magnesium Lost Foam Casting, Mod. Cast., Vol 93, 2003, p 26–28
M.A. Tschopp, Jr., Fluidity of Aluminum A356 in the Lost Foam Casting Process, AFS Trans., Vol 122, 2002, p 1211–1222
J. Campbell, The Concept of Net Shape for Casting, Mater. Design, Vol 21, 2000, p 373–380
S. Shivkumar, The Lost-foam Casting of Aluminum Alloy Components, JOM, Vol 42, 1990, p 38–44
E.N. Pan and K.Y. Liao, Study on the Filling Behavior of the Evaporative Pattern Casting A356 Alloy, AFS Trans., Vol 108, 1998, p 751–760
Author information
Authors and Affiliations
Rights and permissions
About this article
Cite this article
Wu, H.B., Fan, Z.T., Huang, N.Y. et al. Mold-filling characteristics of AZ91 magnesium alloy in the low-pressure expendable pattern casting process. J. of Materi Eng and Perform 14, 132–135 (2005). https://doi.org/10.1361/10599490522211
Received:
Issue Date:
DOI: https://doi.org/10.1361/10599490522211