
Abstract
Determination of optimal input parameters is one of the important elements in any process planning of the metal parts. The aim of the study is to investigate the optimization of processing parameters in order to enhance the surface micro-finish and geometrical accuracy of the recovered functional surfaces made of SS316 material using a newly developed electrochemical honing (ECH) machine. ECH is a prominent hybrid machining process, which is widely used for precision finishing of intricate shapes and hard materials with an efficient and effective manner. In this work, discarded functional surface of the cylindrical shafts is recovered using twin wire arc (TWA) technique and its surface topography was studied using developed micro-finish machine. The results show that the ECH of recovered surfaces gives a glazed texture and produce an average surface roughness of 0.347 μm with the processing time of 90 s. The monitored outputs such as surface roughness (average, Ra and maximum, Rt) and geometrical accuracy such as out-of-roundness (OR) was measured during the investigation to optimized the process performance characteristics.
Similar content being viewed by others


Introduction
Remanufacturing is under its preliminary stage, it provides many unique advantages in terms of old parts are returned to their original form with minimum expenditure and material, ability to impart the surface properties as per the desired level. In addition, it provides many hidden advantages for the environment such as discarded/used product are returned to market like a new performer, the remanufacturing process saves 80 % of the energy and material it would take to manufacture new parts, remanufacturing reduces emissions: in the automotive sector [1]. In the advanced industries like aerospace, automobile, nuclear power and turbine industries has been accompanied by the development of high strength, very hard, difficult-to-machine, non-ferrous materials and alloys [2]. At the same time, both customers and authorities demands to manufacturers, to reduce the quantities of waste generated by their products [3]. By analyzing these demands and problems, manufacturers looking for better opportunities to save the raw material and to produce the environmental friendly product goods.
In order to mature the remanufacturing engineering, many techniques such as shield metal arc (SMA), metal inert gas (MIG), submerged arc (SA) tungsten inert gas (TIG), high velocity oxy-fuel (HVOF), plasma transferred arc (PTA), twin wire arc (TWA) and laser cladding successively used to recover the discarded surfaces of the mechanical parts. Remanufacturing complex part geometries and maintaining high precision in such sensitive cladding surfaces become extremely difficult with the conventional machining methods. The major disadvantages associated with the conventional surface finishing processes are (i) it suffers from low finishing rate, high tool wear, and high probability of surface damage due to existence of point forces on the workpiece surface [4], (ii) the hardness of the workpiece surface act as a determining factor and even sometimes such materials are very difficult-to-machine using conventional methods [5], and (iii) it suffers from low geometrical accuracy, which is almost impossible to attain up to the desire level for such advance materials by conventional methods [6]. Therefore, a need for high precision in manufacturing was felt by manufacturers worldwide to improve quality control, get better interchange ability of components and longer wear/fatigue life.
Electrochemical honing (ECH) was developed in last few decades to break the boundaries of traditional finishing processes in terms of higher tool hardness requirement and precise control of finishing forces during operation. It has a ability to finish harder materials with higher precision and surface finish [7]. Owing to such capabilities, in many industries such as aerospace, automobile, petrochemical reactor, mould and dies, roller, gear industries, etc., ECH is used extensively [8, 9]. Almost all types of metals can be finished by this process. In today’s high precision and time sensitive scenario, ECH has wide scope of applications.
This paper presents the findings of an investigation on the effects of axial feed rate and processing time to the improvement of surface quality and geometrical accuracy of the recovered cylindrical shafts using the newly developed ECH machine. The percentage improvement in average surface roughness (PIRa), maximum surface roughness (PIRt) and out-of-roundness (PIOR) have been used as the measures of ECH process performance. The surface topography of the work surface was analysed before and after the ECH using an optical profiler and scanning electron microscopy (SEM) test to compute the effects of ECH process. The experimental results provide useful guidelines for the user for proper selection of conditions for obtaining a good surface quality.
Principle of ECH
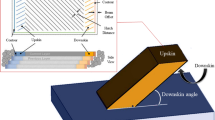
The process principle of ECH is based on the Faraday's laws of electrolysis and mechanical scrubbing [10]. Figure 1 describes the proposed working principle of ECH process of cylindrical shafts. In this process, most of the metal is removed at the atomic scale by anodic dissolution. Moreover, the honing action acts as a performance multiplier [11]. In ECH process, the workpiece is connected with the positive terminal and the tool is connected with the negative terminal of the power supply system and a small DC electric potential across them is applied. The IEG between the workpiece and tool around the electrochemical machining (ECM) zone is filled with the full streams of electrolyte and an applied current is passed through them. During the processing, material remove from the workpiece in tiny form, also oxygen is evolved out at cathode after dissolution of aqua solution and this oxygen reacts with anodic workpiece to form a thin metal oxide micro-film on the work surface. This micro-film is insulating in nature and keep the work surface from being further removed and it minimizes the ECM action. This oxide layer on the surface of the workpiece is scraped by the honing action when it comes in contact with honing tool. The honing tool was spring loaded and help to complete scrubbing of the workpiece surface. This scrubbed surface, when returning to the ECM zone, is removed electrochemically once again.

The proposed working principle of ECH process of cylindrical shafts
Experimental details
Workpiece selection
The selection of the workpiece is based on the following terms: high production rate, an extremely hard material, tighter safety regulation, simple design and small machining area. The reported engineering components in which the functionality is highly depended on the mating surfaces are gear, engine cylinder liner, shafts, bearings, engine valve face and seat, guide block, valve guide, etc. [7]. In addition, material of the workpiece should be conductive in nature because most of the material removed by the ECM action in the ECH process.
For the present study, cylindrical shaft is selected as the work surface. Using twin wire arc (TWA) technique, discarded surfaces of cylindrical shafts were recovered with SS-316 material [12, 13]. Table 1 presented the chemical composition of the work surface that were observed through a Spark Emission Spectroscopy test.
Parameters selection
The selection of the workpiece is based on the following terms: high production rate, an The selection of the process parameters is grouped into four categories:
-
(i)
power supply based parameters: current, voltage, inter-electrode gap (IEG).
-
(ii)
electrolyte based parameters: type and composition, temperature, concentration, contamination, pressure and flow rate.
-
(iii)
honing based parameters: grain size, abrasive material, bond type, pressure and speed of rotation.
-
(iv)
workpiece based parameters: Workpiece properties such as mechanical and electrochemical, speed of rotation.
Experimental setup
The use of ECH for precision finishing of engine valve face has yet to be reported and there is no such experimental setup in the modern mechanical industries as per the best knowledge of authors. So, based on objectives of study, design considerations and economic viability, an experimental setup for the same has been designed and developed indigenously.
Figure 2 depicts a photographic view of the developed experimental setup of ECH of engine valve face. This setup has four subsystems, namely (i) power supply system; (ii) electrolyte supply and recirculation system; (iii) finishing chamber housing workpiece, cathode and honing tools; and (iv) rotation system to the tooling system. The close-up view of the developed tooling unit is presented in Fig. 3. The lower influencing process parameters are fixed at their optimal value based on the literature review [14–16]. The detail of the fixed input process parameters has been presented in Table 2.

Photographic view of the developed experimental setup

Close-up view of the developed tooling unit
Results and Discussion
The selection of the workpiece is based on the following terms: high production rate, an extremely hard material, tighter The average surface roughness (Ra) and maximum surface roughness (Rt) values before and after ECH, is measured by a Wyko NT 1100 optical profilometer interfaced with Vision®32 software. Ten separate measurements on the work surface and the average value is used. The percentage improvement in the average surface roughness (PIRa) and maximum surface roughness (PIRt) is calculated by using Eqs. 1 and 2 respectively. Higher values of PIRa and PIRt indicate the smaller value of final Ra and Rt respectively. The out-of-roundness vales before and after ECH is measured using dial gauge. The percentage improvement in out-of-roundness (PIOR) is calculated using Eq. 3.
Effect of axial feed rate
Table 3 presents the values of variable axial feed rate and corresponding values of the three responses of the conducted experiments. Figure 4 illustrate the effect of axial feed rate on the monitored outputs. It is observed that axial feed rate has been found significant effect on the measures of the process performance. The plot shows that the PIRa, PIRt and PIOR values decreases with increasing axial feed rate. Hence, low value of axial feed rate, 2.85 mm/min is selected as input process parameters for the further study.

Effect of axial feed rate and processing time on monitored outputs
Effect of processing time
Table 4 presents the values of variable input parameters and corresponding values of the three responses for an optimum processing time. It is observed from these results that the best combination of responses was achieved for experiment run 3, because after that rate of improvement is almost constant in case of PIRa and PIRt. It yields that the PIOR is still improving with the increasing number of cycles, but slightly. Based on the graphical analysis, processing time of 90 s is selected as an appropriate processing time. Singh [17] reported that during electrochemical honing of spur gears, the processing time is 8 min gives the maximum improvement in the process performance characteristics, the trend is almost same as obtained from the present study.
The effect of processing time on percentage improvement in surface roughness has been demonstrated in Fig. 4. It show that the surface quality of work surface improves with increasing processing time, however, the rate of increment decreases in owing to increase in processing time. Hence, based on the graphical analysis 90 s as an optimum value of processing time was selected for further study. μm
Surface integrity of machined surface
During analysis of results main attention was focused on the improvement of surface finish and geometrical accuracy. The effect of the input process parameters on the surface topography was evaluated by a scanning electron microscopy (SEM) and an optical profilometer. Figure 5(a-b) illustrate the surface topographies of the work surface before finishing, after finishing through ECH. It is clear from the figures that the surface texture becomes more uniform and smooth indicating significant improvement in surface finish. The processed ECH work surface shows significantly reduced deep cutting marks, high peak and scratches as shown in Fig. 5(c-d) using optical profilometer. The effect of optimum value of axial feed rate and processing time on the monitored outputs has been plotted with bar graph as presented in Fig. 6.

Surface topography: (a & c) before ECH, (b & d) after ECH

Improvement in monitored outputs: after optimal axial feed rate and processing time
Conclusions
In the present work, optimum process parameters of ECH of recovered SS316 cylindrical surface have been reported. The results of this study have thrown new light on the finishing of recovered surfaces. It is found that the ECH process has a tendency to return the higher precision and surface finish without passing the work surface into the zone of high point forces. The use of ECH process on the recovered cylindrical shafts gives a better work surface roughness and geometrical accuracy with effective and efficient manner. The optimum value of the axial feed rate is 2.85 mm/min and processing time is 90 s selected for the processing of SS-316 recovered shafts. The work surface morphology gets significantly improved resulting in glazed and a uniform texture in a given processing time. The developed process provides stress and thermal damage free finishing operation at a higher finishing rate. Further, investigations relating to other work surface material and geometry can open newer vistas of information in this area.
References
Singh H, Jain PK. The current issues and challenges of product recovery of mating surfaces, DAAAM International Scientific Book 2014, Chapter 29; 2014. p. 365–72
Merchant ME. The manufacturing system concept in production engineering research. CIRP Ann. 1961;10:77–83.
Singh H, Jain PK. Effect of continuous and pulse DC on processing time, electrolyte composition and electrolyte concentration of electrochemical honing. J Precision Technology. 2015;5:173–84.
Shaw MC. Metal cutting principles. London: Oxford University Press; 1984. p. 594.
Boboulos MA. Manufacturing processes and materials: exercises, Text Book. 2010. ISBN 978-87-7681-695-7
Yuan Y, Lee TR. Contact angle and wetting properties- Chapter 1, Surface Science Techniques. 2013; 51. doi:10.1007/978-3-642-34243-1_1
Singh H, Jain PK. Developments in Electrochemical Honing (ECH): A Review on Experimental Investigation of Precision Finishing of Mechanical Parts. J Precision Technology. 2016;6(1):17–41.
Misra JP, Jain PK, Singh H. Experimental investigation of precision finishing of spur gears by pulse electrochemical honing (PECH) process. J Machining and Machinability of Materials. 2012;11(4):405–17.
Singh H, Jain PK. Remanufacturing with ECH - a concept. J Procedia Engineering. 2014;69:1100–4.
Singh H, Jain PK. Effect of continuous and pulse DC on processing time, electrolyte composition and electrolyte concentration of electrochemical honing. J Precision Technology. 2015;5(3–4):173–82.
Singh H, Jain PK. A comparative study of precision finishing of rebuild engine valve faces using micro-grinding and ECH process. J Remanufacturing. 2015;5(6):1–12.
Guemmaz M, Moser A, Grob JJ, Stuck R. Sub-surface modification induced by nitrogen ion implantation in stainless steel (SS316L), Correlation microstructure and nanoindentation results. J Surf Coat Tech. 1998;100–101:353–3577.
Saravanam I, Perumal AE, Vettrivel SC, Selvakumar N, Baradeswaran A. Optimizing wear behavior of TiN coated SS 316 L against Ti alloy using Response Surface Methodology. J Material and Design. 2015;67:469–82.
Dubey AK. A hybrid approach for multi-performance optimization of the electro- chemical honing process, J. Advance Manufacturing Technology. doi:10.1007/s00170-008-1422-8.
Sahoo S. Experimental study on electrochemical honing of titanium alloy turned components, M-Tech Dissertation. I.I.T. Roorkee: Mechanical and Industrial Engineering Department; 2015.
Wei G, Wang Z, Chen C. An investigation into the ability of correcting error in ECH. CIRP Ann. 1986;35(1):125–7.
Singh H, Jain PK. Comparative study on ECH of spur gears under direct and pulse current, J. Mech Eng Automation. 2015;2(4):183–7.
Acknowledgements
This work has been done in the Department of Mechanical and Industrial Engineering at Indian Institute of Technology Roorkee. The authors would like to acknowledge support received from technical staff of Machine Tool Laboratory, IIT Roorkee. The technical assistance from Mr. Jasbir Singh is also appreciated.
Author information
Authors and Affiliations
Corresponding author
Additional information
Competing interests
The authors declare that they have no competing interests.
Authors’ contributions
The remanufacturing of the cylindrical shafts has been studied and presented in the manuscript using TWA cladding, The developed ECH machine was used to achieve a high precision and surface finish of recovered functional surfaces. Both authors read and approved the final manuscript.
Authors’ information
Harpreet Singh, Research Scholar, Department of Mechanical and Industrial Engineering, Indian Institute of Technology Roorkee, Uttarakhand, India.
Dr. Pramod Kumar Jain, Professor, Department of Mechanical and Industrial Engineering, Indian Institute of Technology Roorkee, Uttarakhand, India.
Rights and permissions
Open Access This article is distributed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits unrestricted use, distribution, and reproduction in any medium, provided you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license, and indicate if changes were made.
About this article

Cite this article
Singh, H., Jain, P.K. Remanufacturing of functional surfaces using developed ECH machine. Jnl Remanufactur 6, 2 (2016). https://doi.org/10.1186/s13243-016-0024-0
Received:
Accepted:
Published:
DOI: https://doi.org/10.1186/s13243-016-0024-0