
Abstract
This research work discusses the application of three intelligent prediction models, based on artificial neural network (ANN) with back-propagation algorithm, adaptive neuro-fuzzy inference system (ANFIS) and hybrid ANFIS and genetic algorithm (ANFIS-GA). These techniques are used for prediction and comparison of machining aspects such as material removal rate (MRR) and surface roughness during gas-assisted electrical discharge machining of D3 die steel. In the present work, helium-assisted EDM with perforated tool has been performed. In this work, parameters considered for machining are discharge current, pulse on time, duty cycle, tool rotation and discharge gas pressure. The suggested approach is based on up-gradation of ANFIS with GA. The GA algorithm is applied to improve the precision of the ANFIS model. The soft computing models were trained, tested and validated with experimental data. Mean square error (MSE), mean absolute error (MAE), root-mean-square error and correlation coefficient (R2), were used to measure the efficacy of models predicting abilities developed through ANN, ANFIS and hybrid ANFIS-GA approaches. The experiment and anticipated measure of MRR and SR of the process, acquired by ANN, ANFIS and hybrid ANFIS-GA, was found to be in good agreement. The prediction potential of proposed models was tested using new set of data for the training and testing process. The ANFIS-GA technique provides more accurate prediction of the responses in comparison with the ANN and the ANFIS. In general, the inference of this work discloses that the hybrid algorithm like ANFIS-GA is an efficient and effective approach for precise prediction of EDM process responses.
Similar content being viewed by others

1 Introduction
Electrical discharge machining (EDM) is a generally utilized non-traditional machining process, which uses heat from sparks to expel material from stiff and hard workpiece which cannot be machined by customary techniques. The procedure is utilized for creation of molds, dies, car and aeronautical parts [1]. Moreover, low material removal rate (MRR), high tool wear rate (TWR) and unsatisfactory surface finish are real weaknesses of the EDM procedure that is yet to be settled. While it is a significant methods for machining hard materials and ceramic composites, one additionally needs to remember that high efficiency with accuracy is always a matter of need in any procedure and EDM needs in that viewpoint [2].
Due to uncertainty and the complexity involves in the manufacturing processes, traditional modeling techniques unable to predict responses accurately. Therefore, researchers applied various soft computing techniques, which are prominent to predict process output because of their exceptional quality of learning from experimental data to outline the interactive effect of input parameters to predict the process output with a favorable outcome. Over the latest couple of decades, various researchers have proposed a distinctive demonstrating technique to build up a relationship between machining parameters and notable EDM responses such as MRR and SR.
In this regard, Mandal et al. [3] applied artificial neural network (ANN) approach to develop a model for MRR and the electrode wear rate. Further, for obtaining the optimum responses, a genetic algorithm was used. Assarzadeh and Ghoreshi [4] applied artificial neural network optimization technique to optimize the output responses like surface roughness (SR) and MRR. Pradhan et al. [5] utilized two different types of artificial neural network technique for obtaining a precise mode for the output responses. More accurate findings are obtained during back-propagation ANN technique with relation to the basis function ANN technique. Pataowari et al. [6] applied artificial neural network technique to obtain a model for the responses like layer thickness and MRR during the EDM process. Panda [7] optimized the process parameters used during the EDM process using neuro-gray modeling considering output responses like SR, MRR and hardness of the specimens. Extensive research attempts have been made to apply ANN coupled with various modeling approaches, and Kumar et al. [8] connected ANN combined with Taguchi strategy for demonstrating and streamlining of surface finish. Kumar and Choudhury [9] utilized ANN strategies to decide the SR and wheel wear during electrical discharge diamond grinding (EDDG) of steel (HSS). They saw that the ANN-based model makes an increasingly exact assessment in correlation with the statistical based model. Agarwal et al. [10] developed the models for MRR and SR during electrical discharge diamond grinding by applying an ANN method. Prabhu et al. [11] used the ANFIS technique for modeling of surface roughness of carbon nanotube-based EDM. The high residual value indicates that the model prediction fits well with the experimental value. The fuzzy logic strategy combined with the Taguchi technique was used by Kar et al. [12] to optimize the surface roughness parameters during the electro-discharge coating process. In another research attempts, Unune et al. [13] applied ANN and response surface methodology approach to obtain a model for SR and MRR in the EDGC process involving Inconel 718 as workpiece material. Prakash et al. [14], during the powder-mixed EDM process, optimization technique was used to optimize the input parameters by coupling Taguchi method with response surface methodology technique. Pradhan and Biswas [15] proposed neuro-fuzzy and neural network models for prediction of EDM responses. They compared the performance of developed predictive models. Findings reveal that developed models can predict with good accuracy of responses of the complex EDM process. Srivastava et al. [16] applied combined neural network and genetic algorithm approaches to predict and optimize the responses of EDDG process. The finding suggested that predicted and experimental values are in accord. Suganthi et al. [17] proposed ANFIS- and ANN-based models to predict process responses of the micro-EDM process. They compared the outcomes of the predictive models with experimental values. The finding suggested that ANFIS model provide more accurate prediction in comparison with ANN-based models. Ghamadi et al. [18] executed the comparative modeling using ANFIS and polynomial approaches during EDM of Ti–6Al–4V alloy. The finding suggested that ANFIS model outperformed the polynomial model in the context of precision and accuracy of prediction. Majumder and Maity [19] developed a general regression neural network (GRNN) and multiple regression analysis (MRA)-based model to predict the responses of wire electrical discharge machining process. The finding suggested that GRNN-based model predicts the responses with more accuracy in comparison with MRA-based model. Mathai et al. [20] developed a model using ANFIS to compensate the end wear of the tool during the planetary EDM. The finding uncovers that model is proficient to anticipate precisely the cavity dimension when input machining parameters are given. Further, finding suggested that predicted and real outcomes are in accord. Caydas et al. [21] developed the ANFIS model to predict important process responses such as white layer thickness and surface roughness during WEDM process. Findings suggested that developed model prediction and experimental values are in accord. Maji and Pratihar [22] applied ANFIS techniques to the established correlation between input parameters and output responses of the EDM for forward as well as reverse directions. Findings reveal that ANFIS techniques provide a precise prediction for forward and reverse mappings. Moreover, for the input variables, nonlinear membership functions found to perform better in comparison with linear membership functions. Singh et al. [23] investigated the influence of supply of argon gas during the EDM of die steel to access the surface roughness of machined specimen. They developed two mathematical model based on response surface methodology and Buckingham’s π theorem. Apart from these, they also developed two soft computing models based on ANN and ANFIS to predict the surface roughness. Comparative studies reveal that soft computing models provided the more accurate prediction in comparison with mathematical models. Kumar et al. [24] in their experimental studies applied ANFIS techniques to develop the predictive model during wire EDM process. They analyzed the effect of process factor on responses through the developed model. Finding reveals that developed model predict the process output with minimum mean error. Singh et al. [25] developed statistical and soft computing-based models and performed the comparative studies during EDM of die steel. Finding suggested that actual and values predicted by developed models are in good agreement. Moreover, ANFIS model predict the responses more accurately in comparison with other two models.
From the above discussion, it can be observed that extensive research work has been done by the researchers recently on the improvement of EDM process responses through different modeling and optimization approaches. A sizeable number of studies were carried out for assessment and forecast of EDM responses utilizing the ANN modeling technique. However, very few research works are accessible using the genetic algorithm (GA) and ANFIS techniques. Moreover, no research work is reported on the use of both GA and ANFIS together for prediction of EDM responses, and the present work is evident to be novel. For the best of author’s knowledge, no work is reported on a comparative study among ANN, ANFIS and hybrid (ANFIS-GA) approaches. Therefore, there is a crucial need for developing suitable models to predict the EDM performance responses precisely. This objective result in the innovative hybrid approach proposed in this work to carry out an effective modeling of EDM responses. The proposed approach is based on the integration of GA and ANFIS techniques.
In this work, hybrid EDM method, liquid–gaseous dielectrics, has been utilized to use the benefit of oil EDM just as dry EDM. Compressed helium gas was utilized in conventional EDM to counteract the oxidation response, odds of flame and risks during the machining activity. The central composite rotable design (CCRD) was applied to perform the experiment. In light of the acquired outcomes, models using ANN, ANFIS and hybrid ANFIS-GA techniques are to be created to foresee the impact of different machining parameters on significant responses during gas-assisted electrical discharge machining (GAEDM). The viability of the developed models in forecasts of machinability has been analyzed toward the end. Such types of approaches are particularly effective in EDM process where nonlinear correlation prevails and there is a complicated physical mechanism involved. This sort of study would help with developing a reasonable model for simulation work of the EDM procedure.
2 Experiment details
2.1 Aspects of workpiece and tool materials
Experimentation was conducted on D3 die steel, which is broadly utilized for making molds and dies. A rectangular-shaped specimen with proportion of 20 mm × 15 mm x15 mm was employed. The hardness of selected specimen is 51HRC. Table 1 shows the chemical composition of the chosen specimen.
2.2 Details of tool design
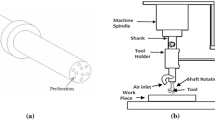
A schematic diagram of perforated tool is shown in Fig. 1a. So as to guarantee smooth compressed gas flow, appropriate tool geometry was selected. For removing the maximum heat from tooltip, 9 mm diameter and 75 mm length were selected as the tool dimensions. For the exploratory work, five process parameters, i.e., pulse duration, discharge current, duty cycle, electrode speed and discharge gas pressure were chosen. Five parameters were considered for GAEDM process. The range of the machining factors utilized during the experiment is given in Table 2. The gas-based EDM with the perforated electrode was executed on an EDM machine. For each and every experiment, the machining time was suitably chosen and settled with 15 min. Figure 1b illustrates the schematic of setup used during experimentation for present work. The flow diagram of proposed methodology is shown in Fig. 2.

Schematic images of (a) Tool-electrode b Experiment setup employed [26]

Flow diagram of proposed methodology
The experiments were planned in order to predict the impacts of different process parameters on the output responses through CCRD Method. Sums of 32 experiments were performed utilizing the CCRD strategy with autonomous factors at five distinct levels. Workpiece and tool were washed with acetone after each investigation before taking estimation of its weight reduction. Electronic weighing machining having least count 0.1 mg was put into administration to quantify the weight reduction in electrodes. Mitutoyo makes analyzer was employed to estimate the surface finish of the machined specimen.
Material removal rate was found as the ratio of the weight of eroded specimen to machining time [26]:
2.3 Analysis of variance
The measured values of responses corresponding to each trial of GAEDM process are given in Table 3. The MINITAB software was utilized to developed second-order response surface models for MRR and SR. The created models were shown in form of Eqs. (2) and (3). The analysis of variance (ANOVA) was applied to approved the created models and found with 95% certainty level as given in Tables 4 and 5, respectively. The developed second-order models are offered as to discover the adequacy of created model, ANOVA, and in this way, F-ratio test and p value test have been performed for MRR and SR. Tables 4 and 5 of ANOVA’s outcomes demonstrate that p-estimations of the regression model and linear effects are less than 0.01 for MRR and SR, respectively. Developed model just as linear effects of parameters for the two responses is noteworthy. Determined F-estimations of the lack-of-fit for MRR and SR are 2.79 and 2.66, separately, and these qualities are lower than the basic estimation of the F-test according to standard value at 95% confidence level. So created model of the second order for MRR and SR is adequate.
3 Results and discussions
The results and discussion section is represented in the pictorial form which is shown in Fig. 3. Full subsections presented the detailed description.

Pictorial representation of the results and discussion section
3.1 Prediction of MRR and SR in GAEDM by ANN
ANN is most generally utilized soft computing strategy to take care of complicated problems. This procedure has an adaptability of picking up mapping between the input parameters and procedure output to solve the complex issues [16]. The neural system technique comprises of all constituent neural components connected to each other. The neural components have an ability to acquire knowledge, separate data and prepared for use [20]. They have been referenced to have an ability to practice like a human, by social event data along over and over learning interest. In view of these computational capacities of ANN, it has been selected in the modeling of the GAEDM procedure. In this work, the MATLAB programming was utilized to structure the perfect ANN design. The input layer compares to parameters mentioned in Table 2. The output layer relates to GAEDM responses. In this work, the input layer is linked with concealed layer neuron, and shrouded layer is linked with output layers. After broad preliminaries and based on execution of the system models for MRR and SR are created.
In the proposed models, one concealed layer comprises of 15 neurons, five input and one output neurons as shown in Fig. 4. For quick and directed learning, Levenberg–Marquardt back-propagation neural algorithm was utilized for the training of the ANN system [14,15,16]. Details about FFBP-NN are given in Ref. [27].

ANN structure 5-15-1 [22]
In the proposed model for MRR and SR for its simulation, the correlation coefficients (R) are 0.9989 and 0.9986 as shown in Fig. 5. From the measurable perspective, networks will all the more definitely connect the procedure input to the output if the estimation of relationship coefficients is more like 1. In this manner, for the wide scope of machining states, choosing BP neural system adequately maps the procedure variables to the procedure output. [11]. Figure 6 demonstrates the correlation of real and anticipated estimation of GAEDM responses by ANN. It tends to be seen from figure that there is great understanding among estimated and qualities anticipated by the proposed models.

Linear regression analysis between the experimental values and predicted values by FFBP-ANN for training, validation, testing and overall (a) of MRR (b) of SR

Comparison of actual and predicted value by FFBP-ANN for a MRR b SR
3.2 Prediction of MRR and SR in GAEDM by ANFIS
ANFIS is a hybrid model which coordinates ANN’s versatile potential and fuzzy logic’s rationale’s subjective strategies. ANFIS exploit the competency of the ANN and fuzzy rationale and at the same time beat their particular constraints [20, 22]. Since the goal of this examination is to foresee the GAEDM responses, in the present examination, the ANFIS system was connected to build up the relationship between input factors and output response; for example, the MRR and the SR during the GAEDM procedure. Modeling of procedure output of the GAEDM procedure by ANFIS method comprises of two significant stages, training and testing.
For the ANFIS modeling, it is compulsory that all the procedure input parameters ought to be quantitative. According to the accessible plan matrix, 32 experiment data, a total of 24 data were discretionarily chosen for the training of ANFIS network. The rest of eight data, which were not considered for training, were utilized for testing the ANFIS model. In an ANFIS structure, like ANN, the inputs of each and every layer are acquired by the nodes from the preceding layer. The development of accurate ANFIS model depends upon the type of fuzzy rule, number and type of membership functions. ANFIS architecture and training parameters are shown in Table 6. In this work, TSK-type fuzzy rule, triangular membership function is applied for formation of the predictive model. Details about ANFIS are given in Ref. [28].
Figure 7 shows that there is a good accord between the measured values of the MRR and the SR as well as the predicted values through the ANFIS model. The precision of the prediction model was evaluated by using the root-mean-square error (RMSE) [17, 20].

Comparison of actual and predicted value by ANFIS for a MRR b SR
3.3 ANFIS trained by GA
In this study, in order to predict the GAEDM responses with improved accuracy, GA is applied to tune the ANFIS and to find out the optimum values of ANFIS parameters. In the ANFIS technique, the variables (antecedent and consequent) are generally tuned by least square error or steep descend error methods. However, the outcomes of these methods may be trapped in local optima. Therefore, GA algorithm with random search is regarded as a most viable approach to remove this shortcoming. The membership function is related to antecedent variables. The triangular-shaped membership function is selected in present work. The evolutionary algorithm (ANFIS-GA) is used to optimize the antecedent variables. The root-mean-squared error (RMSE) act as an objective function of ANFIS-GA algorithm. Hybrid ANFIS-GA) model is developed to extract the benefits of each of two individual tools so that the developed model can even perform more efficiently.
Genetic algorithms (GAs) are universally useful optimization algorithms dependent on the mechanics of natural selection and hereditary qualities (genetics). They work on string structures (chromosomes), commonly a linked list of binary digits representing a coding of control parameters of a given issue. Genetic algorithms are an appealing option in contrast to other optimization strategies as a result of their robustness. The flowchart of hybrid ANFIS-GA technique is shown in Fig. 8. The parameters used in the GA algorithm are shown in Table 7. The parameters were selected on the basis of the literature review, trial and error method and the most appropriate values for the present case. Here, as per the available 32 experiment data, a total of 24 data were arbitrarily selected for the training of ANFIS-GA algorithm. The remaining eight data, which were not considered for training, were used for testing of the hybrid model. A code was generated in MATLAB software to generate the ANFIS-GA model. The GA-assisted hybrid model established a close correlation between the parameters and responses. The errors of training and testing data of experimental and predicted values for MRR of ANN, ANFIS and ANFIS-GA models is shown in Fig. 9a, b by histograms. Similarly, the errors of training and testing data of experimental and predicted values for SR of ANN, ANFIS and ANFIS-GA models are shown in Fig. 10a, b by histograms.

ANFIS-GA flowchart

Histogram of errors of MRR for a training b testing

Histogram of errors of SR for a training b testing
The network performance is measured using mean square error (MSE), mechanical average error (MAE), root-mean-square error (RMSE) and determination coefficient (R2). The following equations are used to obtain the MSE, MAE, RMSE and R2.
where X is the number of output nodes, Y is the total number of training data, \(p_{j}\) is output of the jth neuron, and \(q_{j}\) is the predicted value of jth neuron [20].
where N is the total training data, Xi is the value of the measured data, and Yi is the value predicted by the ANN, ANFIS and ANFIS-GA models.
3.4 Comparison of predicted MRR and SR by ANN, ANFIS and Hybrid ANFIS-GA
The statistical analysis was done to know the efficacy of developed, ANN, ANFIS and ANFIS-GA models. The precision of the prediction model was assessed by using the MSE, MAE, RMSE and R2 and is given in Tables 8 and 9 for MRR and SR, respectively. A predictive model can have a high degree of precision if the value of MSE, MAE and RMSE is close to 0 and R2 is near to 1 [29]. From Tables 8 and 9, it can be seen that GAEDM responses, predicted by ANFIS-GA model, are closer to the experimental value as compared to ANN and ANFIS outcomes. From these measures, it tends to be inferred that the ANFIS-GA model empowers increasingly valid and exact forecast in examination of ANN and ANFIS models.
The scatter plots between experimental and the predicted value of MRR and SR is plotted for training and testing phase of developed models for more exemplification as shown in Figs. 10 and 11. Without any prejudice, it can be observed that there is a perfect fit between the experimental and predicted value for all three developed models. From plot, it can be seen that except ANN model, all the predicted values are near to the line. Further, from the figure (refer Figs. 10 and 11), it can be seen that the scatter between experimental and the predicted value for ANFIS-GA model is found to be less than ANN and ANFIS model for training and testing phase. The accuracy of the ANFIS model is better in comparison with the ANN model. However, the ANFIS-GA model is more precise in prediction in comparison with the ANFIS model (Fig. 12).

Scatter plots of experimental and predicted values for MRR

Scatter plots of experimental and predicted values for SR
The developed models were tried utilizing another arrangement of information, not recently utilized during the training procedure. The arrangements of data utilized for affirmation of investigations are recorded in Table 10. The exploratory and anticipated outcomes by ANN, ANFIS and ANFIS-GA models were observed to have less error. Therefore, end might be drawn that the developed models are appropriate for anticipation of the MRR and the SR.
4 Conclusions
This work gives insights about the better prediction exactness in EDM process; an improved viewpoint is recommended to model MRR and SR with ANN, ANFIS and combined ANFIS-GA systems, utilizing RSM plan of exploratory framework. The ANN-, ANFIS- and hybrid ANFIS-GA-based techniques were utilized to create models for foreseeing the MRR and the SR during the GAEDM process on D3 die steel.
Coming up next are the key discoveries from the investigation that can be summed up:
-
Three soft computing-based models, i.e., FFBP-ANN, ANFIS and hybrid ANFIS-GA, were developed for prediction of the GAEDM process performance.
-
In this work, hybrid computing technique that combine the characteristics of ANFIS framework and GA algorithms are used to predict the EDM responses such as MRR and SR.
-
The MAE, RMSE and R2 of hybrid ANFIS-GA model were found to be lower than the other two developed model. The performance investigation shows that ANFIS-GA models exhibit a satisfactory enhancement in precision as compared to proposed ANN and ANFIS models.
-
A correlation was done among the created models to distinguish the most exact one among the three. The ANFIS-based model excels the ANN model when all is said in done. Moreover, hybrid ANFIS-GA model was found to anticipate responses most definitely when contrasted with ANN and ANFIS models.
-
The suggested models may also be used to predict other EDM responses as well as responses of other machining processes. In general, the inference of this work discloses that the hybrid model like ANFIS-GA is an efficient and effective approach for precise prediction of EDM process responses.
References
Ho KH, Newman ST (2003) State of the art electrical discharge machining (EDM). Int J Mach Tools Manuf 43:1287–1300
Singh NK, Pandey PM, Singh KK, Sharma MK (2016) Steps towards green manufacturing through EDM process: a review. Cogent Eng 3:1272662
Mandal D, Pal SK, Saha P (2007) Modeling of electrical discharge machining process using back propagation neural network and multi-objective optimization using non-dominating sorting genetic algorithm-II. J Mate Proc Technol 186:154–162
Assarzadeh S, Ghoreishi M (2008) Neural-network-based modeling and optimization of the electro-discharge machining process. Int J Adv Manuf Technol 39:488–500
Pradhan MK, Das R, Biswas CK (2009) Comparisons of neural network models on surface roughness in electrical discharge machining. Proc IMechE Part B J Eng Manuf 223:801–808
Patowari PK, Saha P, Mishra PK (2010) Artificial neural network model in surface modification by EDM using tungsten–copper powder metallurgy sintered electrodes. Int J Adv Manuf Technol 51:627–638
Panda DK (2010) Modelling and optimization of multiple process attributes of electro discharge machining process by using a new hybrid approach of neuro-grey modeling. Mater Manuf Process 25:450–461
Kumar S, Batish S, Singh R, Singh TP (2014) A hybrid Taguchi-artificial neural network approach to predict surface roughness during electric discharge machining of titanium alloys. J Mech Sci Technol 28(7):2831–2844
Kumar S, Choudhury SK (2007) Prediction of wear and surface roughness in electro-discharge diamond grinding. J Mater Process Technol 191:206–209
Agrawal SS, Yadava V (2013) Modeling and prediction of material removal rate and surface roughness in surface-electrical discharge diamond grinding process of metal matrix composites. Mater Manuf Process 28:381–389
Prabhu S, Uma M, Vinayagam BK (2013) Adaptive neuro-fuzzy interference system modelling of carbon nanotube-based electrical discharge machining process. J Braz Soc Mech Sci Eng. https://doi.org/10.1007/s40430-013-0047-5
Kar S, Chakraborty S, Dey V, Ghosh SK (2017) Optimization of surface roughness parameters of Al-6351 alloy in EDC process: a taguchi coupled fuzzy logic approach. J Inst Eng India Ser. https://doi.org/10.1007/s40032-016-0297-y
Unune DR, Mali HS (2016) Artificial neural network–based and response surface methodology–based predictive models for material removal rate and surface roughness during electro-discharge diamond grinding of Inconel 718. J Eng Manuf, Proc IMechE Part B. https://doi.org/10.1177/0954405415619347
Prakash C, Kansal HK, Pabla BS, Puri S (2016) Multi-objective optimization of powder mixed electric discharge machining parameters for fabrication of biocompatible layer on β-Ti alloy using NSGA-II coupled with Taguchi based response surface methodology. J Mech Sci Technol 30(9):4195–4204
Pradhan MK, Biswas CK (2010) Neuro-fuzzy and neural network-based prediction of various responses in electrical discharge machining of AISI D2 steel. Int J Adv Manuf Technol 50:591–610
Srivastava A, Dubey AK, Shrivastava PK (2012) Computer-aided hybrid ANN-GA approach for modelling and optimization of EDDG process. Intl J Abrasive Technol 5:3–10. https://doi.org/10.1504/IJAT.2016.078294
Suganthi XH, Natarajan U, Sathiyamurthy S et al (2013) Prediction of quality responses in micro-EDM process using adaptive neuro-fuzzy inference system (ANFIS) model. Int J Adv Manuf Technol 68(1):339–347
Al-Ghamdi K, Taylan O (2015) A comparative study on modelling material removal rate by ANFIS and polynomial methods in electrical discharge machining process. Comput Ind Eng 79:24–27
Majumder H, Maity K (2018) Application of GRNN and multivariate hybrid approach to predict and optimize WEDM responses for Ni-Ti shape memory alloy. Appl Soft Comput 70:665–679
Mathai VJ, Dave HK, Desai KP (2018) End wear compensation during planetary EDM of Ti–6Al–4V by adaptive neuro fuzzy inference system. Prod Eng Res Devel 12:1. https://doi.org/10.1007/s11740-017-0778-8
Caydas U, Hascalik A, Ekici S (2009) An adaptive neurofuzzy ANFIS model for WEDM. Expert Syst Appl 36(3):6135–6139
Maji K, Pratihar DK (2010) Forward and reverse mappings of EDM process using ANFIS. Expert Syst Appl 37(12):8566–8574
Singh NK, Kumar S, Singh Y, Sharma V (2019) Predictive analysis of surface finish in gas assisted electrical discharge machining using statistical and soft computing techniques. Surf Rev Lett. https://doi.org/10.1142/S0218625X19501269
Kumar S, Dhanabalan S, Narayanan CS (2019) Application of ANFIS and GRA for multi-objective optimization of optimal wire-EDM parameters while machining Ti–6Al–4V alloy. SN Appl Sci 1:298. https://doi.org/10.1007/s42452-019-0195-z
Singh NK, Singh Y, Kumar S et al (2019) Comparative study of statistical and soft computing-based predictive models for material removal rate and surface roughness during helium-assisted EDM of D3 die steel. SN Appl Sci 1:529. https://doi.org/10.1007/s42452-019-0545-x
Singh NK, Pandey PM, Singh KK (2016) EDM with air assisted multi-hole rotating tool. Mater Manuf Process 31(14):1872–1878
Hagan MT, Demuth HB, Beale M (1996) Neural network design. PWS Publishing Company, Boston
Jang JSR (1993) ANFIS: adaptive-network-based fuzzy inference system. IEEE Trans Syst Man Cybern 23:665–685
Rezakazemi M, Dashti A, Asghari M, Shirazian S (2017) H2-selective mixed matrix membranes modeling using ANFIS, PSO-ANFIS, GA-ANFIS. Int J Hydrogen Energy 42:1–15
Funding
The authors received no financial support for the research, authorship, and/or publication of this article.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
All authors have declared that they have no conflict of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Singh, N.K., Singh, Y., Kumar, S. et al. Integration of GA and neuro-fuzzy approaches for the predictive analysis of gas-assisted EDM responses. SN Appl. Sci. 2, 137 (2020). https://doi.org/10.1007/s42452-019-1533-x
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s42452-019-1533-x