
Abstract
The aim of the present work pointed out the introduction of natural alkalised alpha fibres as reinforcement in the preparation of partially biodegradable green insulation material composite. Thermal conductivity, mechanical properties and acoustical performances of composites were investigated as a function of fibre content. We found that 10% of alkali solution improve the hydrophobic character, mechanical and interfacial properties of the fibers. Composites made of alfa fibers-polyurethane resin has exhibited good mechanical and acoustical properties. At 20% of reinforcement the Young modulus and tensile stress increased by 48.14% and 74.12%, respectively.
Similar content being viewed by others

1 Introduction
Insulating materials contribute significantly to the reduction of thermal building loads and therefore to moderate energy consumption, their effectiveness depends mainly on the value of the thermal conductivity (k) which depends on the density, the porosity and the moisture content of material. Polymers have become an important part of materials engineering. The rapid growth of these new engineering materials is due to their technical specific properties such as lightweight, chemical stability, elasticity and their flexible processing methods. Despite the interesting properties of these types of materials, they come in most cases from petrochemicals origin, which makes their uses harmful to the environment. Hence, it would be interesting to replace or reduce them by ecologically ones. The burgeoning demand for clean environment has led the innovation of green materials and utilization of natural materials. This interest has boosted the use of vegetable fibres as reinforcements in composite materials thanks to the various benefits that they present such as their renewable and biodegradable nature and impose no adverse effects on environment [1]. The Vegetable fibres are derived from biomass and they can be extracted from the fruit, the rod or the sheet of a plant. Other than their ecological character, natural fibers have proved several advantages such as their mechanical properties, low density and their insulating nature. These benefits allowed them to be reinforcement in composite materials. Several researchers have studied thermal insulation materials from lignocellulosic fibers. Sair et al. [2, 3] developed a new low cost composite from hemp fiber and polyurethane matrix with a lower thermal conductivity, which was effective for insulating materials. With the same polymer matrix Oushabi et al. [4] presented a low-density composite from date palm fiber, with a thermal conductivity similar to those of insulation material. Zhou et al. [5] have developed a new composite board from hollow wheat straw, his products have achieved low-thermal conductivity thanks to some voids retained between the wheat straw. Mati-Baouche et al. [6] manufactured new insulating bio-based composite with chitosan and sunflower’s stalks particles, resulting that at a ratio of chitosan of 4.3% (w/w) and a size grading of particles higher to 3 mm achieved 0.056 W/(m K) in thermal conductivity, this value is competitive with those of other insulating bio-based materials available on the market. With the increasing demand for alternative materials, development of materials which can provide both thermal and sound insulation will become a necessity. Many natural products have been recently developed and tested for this purpose. Berardi et al. [7] have reported the acoustical characteristic of the some natural fibers like kenaf, wood, hemp, coconut, cork, cane, cardboard, and sheep wool. The absorption coefficient has been measured. Natural fibers have shown good sound absorption coefficients, especially at medium and high frequencies. Absorption coefficient in order of 0.2–0.4 at 500 Hz, 0.5–0.75 at 1000 Hz, and 0.8–0.95 at 2000 Hz, have been reported for all fibers. Moreover, they indicate that by increasing the material thickness, it is possible to obtain significant sound absorption also at low frequencies. Alessandro et al. [8] have tested the acoustic insulation of kenaf fibers, they reported an absorption coefficient of 0.85 in the 500–5000 Hz range and 0.65 at 100–5000 Hz range. Fouladi et al. [9] have shown that the absorption coefficient of the natural coir fibers is over 0.7 for frequencies higher than 1360 Hz, 940 Hz and 578 Hz. In another study the sound absorption coefficient of material samples made from reeds and batts hemp has shown that a 5 cm layer of reed and 7 cm layer of hemp are sufficient to obtain a sound absorption coefficient above 80% at the frequencies higher than 160 Hz [10]. Berardi et al. [11] have indicate that the acoustic characterization of several varieties of broom, show good sound absorption values for the different thicknesses of the sample they Results are particularly promising especially above 500 Hz, which encourage the use of this environment-friendly material for sound absorption treatments. Natural fibers have also integrated composite materials and proved good insulating properties. However, lack of good interfacial adhesion and poor resistance towards moisture makes the use of natural fiber reinforced composites less attractive. The effects of fiber surface modification have investigated by several studies [12,13,14]. The alkali treatment aroused more interest, since it brings remarkable performance by increasing the contact surface fiber-matrix after the elimination of non-cellulosic compounds at the fiber surfaces [12, 13, 15,16,17,18,19]. Rokbi et al. [20] has optimized the conditions of treatment of alfa fibres for their integration in of the composite polyester; the results of this study have shown that a concentration of 10% in NaOH during 24 h allows a good adhesion of the fibres without damage to their internal structures. Bessadok et al. [21] have shown that the use of solutions of styrene after the alkali treatment of fibres may be more adequate to increase the adhesion of the fibres in composite materials. Maafi et al. [22] have studied the incorporation of alfa fibres in a polyurethane matrix, the results of this study showed an improvement in mechanical and thermal properties but when the reinforcement rate reaches 20% in weight the properties fall, this results have been observed for others fibres with the some matrix [3, 23]. In this paper, potential uses of Stipa tenacissima L. fibers (Alfa fibres) in the field of thermal insulation are investigated. Firstly, the alfa fibers were treated by alkalization in order to increase their adhesions with the polyurethane matrix. The effect of this treatment on the physicochemical properties was studied; the treated fibers were used for the preparation of the plate’s composite (polyurethane-alfa fiber) at different load by weight. These plates were analysed and their insulating power was determined.
2 Materials and methods
2.1 Fibers treatment
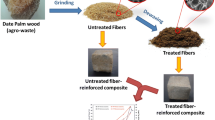
The alfa fibers used in this work are extracted from the plant Stipa tenacissima L., existed in south of Morocco. The fibers were recovered manually then cut into 2 cm in length. The fibers were washed and dried before the chemical treatment (Fig. 1).

Extraction, treatment and characterization of alfa fibers
Four aqueous solutions of NaOH with different concentrations (Table 1) were prepared by dissolving sodium hydroxide pellets in distilled water. These concentrations were chosen to preserve the cellulosic portion of the fiber. The crushed fibers were immersed in the aqueous NaOH solution with a ratio of 10% solution-fiber; the solutions are heated at a temperature of 80° C. for 5 h. After immersion, the fibers were washed with distilled water, and then dried at 60 °C for 24 h.
2.2 Composite preparation
The matrix was formulated from a mixture of a polymeric compound, a multifunctional polyol (Karol LBH 2000 Diols) with a hydroxyl number of 0.91 MEQ/g and a 4,4-diphenylmethane diisocyanate (Isonate 181MDI Prepolymers) multifunctional prepolymer (Dow Chemical) with a value of 32.08 NCO% content.
5%, 10%, 15%, 20%, 25% and 30% by weight of alkalized fibers were added to the multifunctional polyol and the entire system was mechanically stirred and subsequently sonicated the MDI prepolymer was added in excess, to reach an NCO/OH group ratio equal to 1.3, and the system was mixed. The mixture was cast into a mold of 200 × 200 × 50 mm and cured for 1 h at 70 °C under mild pressure (10 MPa). Finally, the composites plates were removed from the mold and postcured in an oven at 70 °C for 12 h (Fig. 2).

Polyurethane-alfa fiber composite preparation methods
2.3 Testing methods
2.3.1 Infrared spectroscopy
The chemical change and functional group of untreated and treated alfa fibers and prepared composite of treated alfa fibers polyurethane matrix was analysed using spectrophotometer Mattson 7000 FTIR instrument for wavenumber ranging from 4000 to 400 cm−1.
2.3.2 Morphological study
The surface morphology of treated alfa fibers and composite are examined in a Zeiss Gemini scanning electron microscope. The fibers are fixed on aluminium stubs by steel tape and coated with carbon to make the surfaces conductive, so as to avoid electron charge gathering.
2.3.3 X-ray diffraction
X-ray diffractograms were collected using a sample holder mounted on a Bruker AXS D8 Diffractometer conducted using a zone detection system 2D GADDS with monochromatic CuKα radiation (λ = 0.15418 nm). The intensities were measured in the range of 2θ between 5° and 30°. Hermans (Eq. 1) and Segal (Eq. 2) approaches already cited in the literature were used to determinate the crystallinity index of fibers according to the following equations [24].
-
(1)
Cr.I is the crystalline index
-
(2)
A cryst is the sum of crystalline band areas
-
(3)
A total is the total area under the diffractograms.
$$C.I = \frac{I200 - Iam}{I200} \times 100$$(2) -
(4)
I200 is the maximum intensity of the (200) lattice diffraction
-
(5)
Iam is the intensity diffraction of the amorphous band.
2.3.4 Thermogravimetric analysis
The thermal stability of the treated and untreated fibers was evaluated before the composite preparation. TGA Q500 V6.7 Build 203 (instrument TA) was used to this aim. Samples of 10 mg were placed in alumina crucible and undergo to pyrolysis process with nitrogen (20 ml/min). Samples were analysed in the same conditions, 25 up to 1000 °C and heating rate of 10 °C/min.
2.3.5 Mechanical properties
The unit fibers before and after treatment and prepared composites have been characterized by the measure of the tensile strain and the young modulus, the measures have been carried out according to the standard ASTM D 3379-75, using the measurement device Instron MPK universal, the two ends of fiber are fixed on a cardboard paper by a polyvinyl glue.
2.3.6 Single fiber pull out
A single fiber is fully embedded in a polyurethane matrix. The strength required to pull the fiber out of the matrix is determined, and the corresponding interfacial tensile strength is calculated using the following (Eq. 3). The test has been performed for treated and untreated fibers and the result of each test is the average of five tests.
where
-
(1)
Fmax is debonding load,
-
(2)
n is the number of embedded fibers, in our case n = 1
-
(3)
D is the fiber diameter and L is the embedment length of the fiber.
2.3.7 Water absorption
The water absorption of all composite samples was investigated according to ASTM D570. Five samples per formulation were tested for percentage weight gain when submerged in water. The testing was performed on sample coupons of 40 × 40 × 20 mm. Composite samples were first dried in an oven at 50 °C for 24 h, and weighed to record the dry weight. The samples were then immersed in a water bath set at room temperature and the sample weight gain was recorded every 24 h for the duration of 10 days. The percentage weight gain each day was calculated as the incremental water absorption.
2.3.8 Thermal conductivity
Determination of the thermal Conductivity of all materials prepared in this study was measured using lambda meter EP 500e. the device work with the a hot plate principle held in accordance with ISO 8302 DIN EN 1946-2 DIN EN 12667 and ASTM C177 (DIN 52612). The device allows direct measurement of thermal conductivity at different temperatures from − 10 to 50 °C with high resolution.
2.3.9 Determination of the acoustic properties
The sound absorption coefficient was measured using an impedance tube method. This method makes it possible to measure the acoustic absorption of a material under normal incidence. Measurement and data processing is performed according the procedure described in the ASTM-E 1050-86 standard. The frequency range used for the measurement was 50–2000 Hz. Five readings were taken randomly from each sample for evaluating acoustic properties.
3 Results and discussion
3.1 Infrared spectroscopy
The FTIR spectra of untreated and alkali Alfa fibers are presented in (Fig. 3). The spectra of untreated alfa fibers show the presence of a broad absorption band observed in the 3390 cm−1 is due to the presence of hydrogen bonding (OH) stretching vibration. The presence of a band at 2858 cm−1 indicates the existence of the elongation of aromatic C–H bonds of lignin. The peak seen at 1732 cm−1 reflects the acetyl group of hemicellulose. The band at 1514 cm−1 indicate the presence of C=C bond elongation of the lignin aromatic ring. The peak at 1210 cm −1 is attributed to the vibration of the acetyl group in the lignin. The bending peaks observed at 890 cm−1 and at 650 cm−1 characterize the C–O–C stretching vibrations (the glycoside bond) and the deformation vibration of the C–OH bond respectively. However the (Fig. 3) shows that the spectra of all treated Alfa fibers have the same appearance. Although the intensity of some bands appears weaker than untreated alfa fibers. The intensity of the bands characterizing the non-cellulosic constituents was decreased with the alteration of the treatment concentration. We concluded that the alkali treatment decrease numbers of hydroxyl groups (OH) remove a part of lignin and hemicellulose from the fiber surface. Both consequences were related to the direct effect of an adequate Alfa fiber treatment by NaOH solution. This was in agreement with other results reported in other works [2, 25].

IR spectra of untreated and alkali alfa fibers
3.2 Morphological study
The effect of alkali treatment on surface morphology of the fibers was visualized by scanning electron microscopy. Figure 4 show the surface morphology of untreated and treated fibers at different concentrations of NaOH. It is clearly seen that the untreated Alfa fibers are constituted by a bundle of microfibrils embedded in a matrix forming a single fiber, at the surface of this fiber is observed the presence of certain non-cellulosic compounds, which has been identified in other works by the fat, waxes and polysaccharides of lignin and hemicellulose. The micrographic surfaces of the fibers treated at 2.5% show a decrease in the amounts of non-cellulosic material on the surface of the fibers, which allows the microfibrils to relax and reorganize. In fact, these substances have been removed from the fiber surface because of their solubility in aqueous alkaline solutions. The increase in the concentration of the alkaline solutions leads to the depletion of fibers in non-cellulosic material, decreases the fiber diameter and exposes the cellulosic microfibrils on the surface of the fibers which will facilitate the bonding with the polymeric materials. However, when the concentration reaches 12% in NaOH, we notice that the topography of the fibers is affected and the microfibrils of celluloses are attacked and damaged. In general, the alkaline treatment removes amorphous non-cellulosic materials such as lignin and hemicellulose [26, 27]. This confirms the diminution and disappearance of certain infrared bands proven by FTIR spectroscopy.

Microscopic images of untreated and alkali alfa fibers
3.3 X-ray diffraction
The X-ray diffractograms of the treated and untreated fibers are shown in (Fig. 5), the spectra show the presence of characteristic peaks of the cellulose molecule located at (22° ≤ 2Ɵ ≥ 23°), 15.2° and 16.6° correspond respectively to the crystallographic planes 002, 101 and 101. The analysis of X-ray diffraction spectra shows that all the fibers crystallize in a monoclinic system, corresponding to the cellulose crystallization system, the intensity of the diffraction peaks varies with the concentration of the treatment, these intensities allowed the calculation of the crystallinity index measured by the Segal method. The investigation of the values of the crystallinity index (Table 2) shows an improvement in the degree of crystallinity when the percentage of treatment increases, which suggests that the alkaline treatment eliminates the non-crystalline part of the fiber (hemicellulose, lignin and fats), this improvement was observed up to 10% of alkali treatment. Several hypotheses are at the base of this increase, hence the partial elimination of cementitious materials such as lignin giving the opportunity to cellulosic chains to transform from cellulosic form I to II which consists of an antiparallel chain arrangement by In contrast to cellulose I, this induces a change in the intermolecular bonds thus modifying the polymorphism of cellulose, a mechanism that has been proved by previous works [28, 29]. A high crystallinity index is likely to produce hard fibers of high interest for the formation of plant fiber composite [30]. This makes it possible to classify the treated alfa fibers at 10% as the stiffest fibrous materials than the treatment concentration, however, at higher treatment concentrations, it is noted that this index decreases which can be caused by a destruction of the cellulose structure [31, 32].

X-ray diffractograms of untreated and alkali alfa fibers
3.4 Mechanical properties
The natural fibers resistance is affected by many factors, the high molecular weight of cellulose chains, the crystalline structure of fibers and the microfibrillar angle are the most parameters that influence the mechanical properties of plant fibers [33,34,35,36]. Mechanical properties of untreated and alkali alfa fibers are presented in (Fig. 6). An improvement in the tensile strength of the alkali fibers was observed. High value of tensile strength has been reported for alkaline alfa fibers at 10% given a value of 106 MPa what presents an increase of 58% compared to untreated fibers. These results are in good agreement with others bibliographic data [35, 37]. The removal of a certain amount of lignin, hemicelluloses and other impurities, allows the detachment, of the microfibrils and their reorganization along the main axis of the fiber giving rise to a more rigid structure, the increase in the treatment percentage eliminates more amount of non-cellulosic compounds which creates more empty space thus giving to the microfibrils the opportunity to reorganize. However, it is found that a gradual increase in the concentration of sodium hydroxide can damage the crystalline structure of the cellulose and therefore has a negative effect on the mechanical properties of the fiber this has been found when the treatment concentration exceeds 10% of NaOH. This behavior has been observed in previous work using date palm, hemp, bamboo and other fibers [38, 39]. The variation of the Young’s modulus with the alkaline treatment concentration follows closely the same behavior as that of the tensile strength.

Mechanical proprieties of untreated and alkali alfa fibers a tensile strength and b Young’s modulus
3.5 Single fiber pull out
Several experimental techniques are used to predict the mechanical behavior of fibers after their insertion in composite materials [40,41,42,43]. These techniques make it possible to calculate the interfacial shear stress IFSS by measuring the maximum force exerted on the fiber to extract it from the composite material. The results obtained after the tensile tests of the treated fibers with various percentages of NaOH are presented in (Fig. 7). In this test we show that removal of fibers from the matrix is done in three steps. First, the force evolves non-linearly, or it is transported directly by the matrix and transferred from the matrix to the fiber by the fiber-matrix interface, during the second step, the force reaches its maximum then begins to decrease, this is due to the less interpenetration between the matrix and the fiber surface this reduction in tensile force is triggered by the extraction of the fibers from the matrix that takes place after the breakage of the adhesive at the fiber-matrix interface As a result, the fiber breaks off and begins to slip. These steps have also been observed in several studies [42, 43]. The average interfacial stress (Fig. 8) obtained for untreated alfa fiber is of the order of 0.7 MPa. The effect of alkaline treatment on interfacial shear force showed that the higher the concentration of treatment, the more the IFSS improves. The optimum IFSS reached 1.5 MPa, this value was obtained in the case of alfa fibers treated with 10% NaOH. Indeed, this improvement of the IFSS is related to the increase in the surface roughness caused by the removal of the waxy layers and other components on the surface of the fiber, which consequently improves the compatibility between the fibers and the matrix. From the figure it is noticed that an excess of treatment deteriorates the IFSS, this can be explained by the degradation of the fibers [44,45,46].

Single fibers pull out test of untreated and alkali alfa fibers

Evolution of interfacial shear strength of untreated and alkali alfa fibers
3.6 Thermal conductivity
In the field of construction, the thermal conductivity of building materials is the most influential properties on the hygrothermal behavior of the building. Indeed, this magnitude characterizes the behavior of the material during the heat transfer by conduction [47, 48].
The effect of alkaline treatment on the thermal conductivity of alfa fibers (Fig. 9) shows the evolution of this property. From this figure, it is clear that the thermal conductivity increase with alkaline treatment. The alkaline treatment leads to the removal of a certain amount of impurity and wax on the surface of the fibers which increases the number of pores on the surface of the fibers and therefore the thermal conductivity increases. The increase in the concentration of the treatment is accompanied by the increase of the thermal conductivity that has been found in another study dealing with palm fibers [49, 50]. With the increase in temperature, thermal conductivity increases for all samples. This may be due to the fact that with the increase in temperature, the rate of heat conduction through the sample increases, which increases the thermal conductivity. This behavior has been reported for cellulose nanofibres [49].

Thermal conductivity of untreated and alkali alfa fibers at three temperatures
3.7 Thermogravimetric analysis
According to many researchers [51, 52], the understanding of the thermal degradation of natural fibers is based on the study of the degradation of three components which are cellulose, hemicellulose and lignin; they consider that the decomposition of natural fiber is a superposition of the decomposition of its components. Ferry et al. [53] studied the pyrolysis of these three constituents under inert gas, they exhibit different behaviors, this difference is mainly due to their chemical structures. Hemicellulose (xylan) begins to degrade earlier and is broken down in two stages at 220–350 °C, the low thermal stability of this compound is due to the low degrees of polymerization in comparison with cellulose and lignin. Cellulose is the most stable compound it is generally found that the decomposition of the cellulose is carried out according to a rapid depolymerization process by the cleavage of the glycosyl units leading to the formation of 1,6-anhydro-b-D-glucopyranose (levoglucosan) at 370 °C. Lignin degradation occurs over a wide temperature range (200–500 °C) in several stages. In a first step (230–260 °C), low molecular weight products emerge from the cleavage of the edge of the propionic chain. Then the main stage of degradation (275–450 °C) which corresponds to cleavage of the main chain, at this point, large amounts of methane is released. Above 500 °C, rearrangement and condensation of the aromatic structure take place, leading to the formation of significant amounts of char [53]. By comparing the two thermograms of the raw and treated fiber in (Fig. 10), we notice that the first peak 265 °C has disappeared; this could be explained by the total elimination of waxes, pectins and essential oils covering the surface and the depolymerization hemicellulose which will facilitate fibrillation of the fiber bundle. The 2nd peak 325 °C characterizing the decomposition of the cellulose is moved to higher temperatures 330 °C after treatment with sodium hydroxide, with more remarkable mass losses in comparison with the untreated fibers. This confirms the improvement of the thermal properties and the stability of the fibers after the alkali treatment. The alkali treatment of alfa fibers at 10% of NaOH makes it possible to increase the thermal stability of the fibers, their mechanical strength, to improve the interfacial fiber matrix properties and keeps the insulating nature of the fiber, for these reasons we have studied the effect of the percentage of fiber on the composites alfa fibers polyurethane properties, using alkali fiber at 10% NaOH.

Thermogramme of untreated and alkali alfa fibers at 10% of NaOH solution
3.8 Testing and characterization of composite polyurethane-alfa fibers (PUAF)
3.8.1 Moisture absorption
All polymer composites absorb moisture in humid atmosphere and when immersed in water. Moisture absorption affect fibre-matrix interface region by creating poor stress transfer efficiencies resulting in a reduction of physical and dimensional properties.
The water absorption percentages as a function of immersion time for all samples are shown in (Fig. 11). The same behavior was observed for all samples, the composite materials absorbed water in two stages. The first stage (0–16 h) is characterized by a fast absorption rate, followed by saturation or an equilibrium state after a prolonged time setting up a Fickian diffusion process. The water absorption of the composites stabilizes after 2 days of immersion in distilled water. It is found that the higher water uptake is observed for composite reinforced with 5% of untreated alfa fibers, and has a poor interfacial adhesion. The composites prepared with alkali fibers have a lower water absorption value, which proves the improvement of the interfacial adhesion.

Composite water uptake evolution as function of alkali alfa fibers ratio
For alkali alfa fibers-polyurethane composite we notice that increasing fiber content in the composite leads to the increase of water absorption, the level of water uptake is largely dependent on the amount of accessible hydroxyl groups, which can form hydrogen bonds with water molecules. When the fiber content reaches 30% in the composite material, an absorption percentage of 30% can be achieved, even with alkali fibers. This allows 20% in fiber content to be set as the loading limit for this property.
3.8.2 Tensile properties
The tensile test results of the pure polyurethane, untreated alfa fibre reinforced polyurethane, and alkali alfa fibre reinforced polyurethane composites are displayed in (Fig. 12). Results indicates that the Young’s modulus of composite is slightly higher compared to that of pure PU. The addition of untreated alfa fibres to the polyurethane reduces considerably the tensile properties and Young’s modulus. On the other hand, the treated Alfa fiber highly improved the tensile strength, it’s clear that tensile stress and Young’s modulus of composites increase significantly (for composites materials with 5, 10, 15, and 20% of alkali alfa fiber) and then decreased at higher percentage. The 20% of alkali fibre content gave the highest strength compared with other fibre contents, at this % content, the Young’s modulus and the tensile stress increased from 2.7 to 4 GPa, and 14.3–24.9 MPa, so an improvement of 48.14% and 74.12%, respectively, which might be attributed to the assumption of strong interactions between hydrogen bonding of polyurethane matrix and alfa fibers, and uniform stress transfer due to good fibre dispersion that prevent stress concentration embedded. For higher fiber contents, up to 30%, we notice a weak resistance that is due to the homogeneity and the inability of the fibers to transfer the load to other fibers and the stresses accumulated at specific locations in the composites [54]. The incorporation of alkali alfa fibers in the polyurethane matrix increases the mechanical properties until a well defined fiber content then the property deteriorates, this behaviors is shown in other woks. [20, 55, 56].

Mechanical proprieties of polyurethane composite as function of alfa fibers content a tensile strength and b Young’s modulus
3.8.3 Thermal conductivity
Experimental values of the effective thermal conductivity of polyurethane matrix and all prepared composites. Figure 13 show that polyurethane thermal conductivity resin is lower than prepared composites due essentially to its alveolar structure. The composite reinforced with untreated alfa fibers show a lower value of thermal conductivity comparing to composite materials reinforced with the same content of alkali fibers. The insertion of treated alfa fibers in this materials show an increase in thermal conductivity of the composite. More the fibers are introduced in polyurethane matrix higher than the value of the thermal conductivity of prepared material. Obtained values for the different formulations vary from 31 to 44 mW, these values are very adequate with those of the insulating materials used in the thermal insulation, which makes it possible to qualify our formulations as thermal insulating materials.

Thermal conductivity evolution of composite as function of alkali alfa fibers ratio
3.8.4 Acoustic properties
(Figure 14) shows the acoustical performances of composites materials. It is realized that all samples exhibit the same sound absorption behaviors. The sound absorption of pure PU foam is 0.1 at 50 Hz with a steady increase up to 0.19 at 2 kHz [57]. The composite samples shows higher absorption coefficient compared to the pure polyurethane resin, this related to the natural internal structure of the fibers which is considered as a hollow tubular structure with vast amount of small holes on the cross section which can reduce the transmission of vibrations by mechanical distribution along the material [11]. We note that in low frequency (up to 350 Hz) all materials have the same acoustic absorption coefficient. Beyond 350 Hz, it is clear that the increase in the alfa fiber content in the composite leads to high absorption coefficients compared to polyurethane. From 650 to 900 Hz we observed that the sound absorption coefficient decrease, then increases to reach the largest values. The results can be explained by the increase of the frictional resistance between the sound waves and the alfa fibers [58, 59], composites leads to a great energy dispersal of the sound waves, a second factor is the irregular structure of the composite compared to the polyurethane matrix, the porosity of the fiber bundle and it distribution in composites increase the sound absorption capabilities. When the acoustic wave is incident onto the surface of porous structure of composites, considerable part of the acoustic energy can be converted into heat energy thus increase noise reduction efficiency [60]. The values of sound absorption coefficient vary between 0.05 and 0.35. However, with increasing fiber content, an increase in sound absorption coefficient can be observed, especially at higher concentrations. This behavior was found in the other works of composites reinforced with natural fiber [57, 61]. The composites with 30 wt% in fiber was characterized by an acoustic absorption improvement of about 40%. We can conclude that at higher fiber content the porosity is greater wich gives better sound absorption coefficient [62,63,64] but tensile properties drop drastically, that suggests the 20% content of alkali fiber as optimum content.

Sound Absorption coefficient versus frequencies sound wave of pure polyurethane and polyurethane composite as a function of alkali alfa fibers ratio
4 Conclusions
The influence of alkali treatment on physical properties of alfa fibers was investigated by evaluating the mechanical, thermal, morphological and interfacial performance of alfa fibers, We found that alkali treatment improve the physical properties of the fibers in a determined concentration of treatment. 10% of alkali solution, at 80 °C for 5 h are the optimal conditions which lead to the most remarkable improvement in crystallinity indices, water absorption rate, mechanical and interfacial properties. The excess in concentration leads to the destruction of the crystalline network of the cellulose and subsequently the degradation of the fiber. The thermo-physical properties and acoustic properties of alkali alfa fibers composites were investigated as a function of fibers content in composite it was concluded the following items:
-
The composites becomes more mechanically stable than virgin polyurethane by adding alkali alfa fiber reinforcement. 20% of alkali alfa fiber gave the best mechanical properties.
-
The sound insulation test verified the relationship between alfa fiber ratio and acoustical behavior of prepared formulation, indicating that higher ratio leads to a good insulation materials.
-
Depending on saved properties, prepared composites can be used in the thermal and acoustic insulation applications in buildings.
References
Pappu A, Thakur VK (2017) Towards sustainable micro and nano composites from fly ash and natural fibers for multifunctional applications. Vacuum 146:375–385
Sair S, Oushabi A, Kammouni A, Tanane O, Abboud Y, Hassani FO, Laachachi A, El Bouari A (2017) Effect of surface modification on morphological, mechanical and thermal conductivity of hemp fiber: characterization of the interface of hemp–polyurethane composite. Case Stud Therm Eng 10:550–559
Sair S, Oushabi A, Kammouni A, Tanane O, Abboud Y, El Bouari A (2018) Mechanical and thermal conductivity properties of hemp fiber reinforced polyurethane composites. Case Stud Constr Mater 8:203–2012
Oushabi A, Sair S, Abboud Y, Tanane O, El Bouari A (2017) An experimental investigation on morphological, mechanical and thermal properties of date palm particles reinforced polyurethane composites as new ecological insulating materials in building. Case Stud Constr Mater 7:127–138
X Zhou, Zheng F, Li H, Lu C (2010) An environment-friendly thermal insulation material from cotton stalk fibers. Energy Build 42(7):1070–1074
Mati-Baouche N, De Baynast H, Lebert A, Sun S, Lopez-Mingo CJS, Leclaire P, Michaud P (2014) Mechanical, thermal and acoustical characterizations of an insulating bio-based composite made from sunflower stalks particles and chitosan. Ind Crops Prod 58:244–250
Berardi U, Iannace G, Di Gabriele M (2017) The acoustic characterization of broom fibers. J Nat Fibers 14(6):858–863
Schiavi A, Belli AP, Corallo M, Russo F (2007) Acoustical performance characterization of resilient materials used under floating floors in dwellings. Acta Acust United Acoust 93(3):477–485
Fouladi MH, Ayub M, Nor MJM (2011) Analysis of coir fiber acoustical characteristics. Appl Acoust 72(1):35–42
Asdrubali F, Schiavoni S, Horoshenkov K (2012) A review of sustainable materials for acoustic applications. Build Acoust 19(4):283–311
Berardi U, Iannace G (2015) Acoustic characterization of natural fibers for sound absorption applications. Build Environ 94:840–852. https://doi.org/10.1016/j.buildenv.2015.05.029
Faulstich de Paiva JM, Frollini E (2006) Unmodified and modified surface sisal fibers as reinforcement of phenolic and lignophenolic matrices composites: thermal analyses of fibers and composites. Macromol Mater Eng 291(4):405–417
Rout J, Misra M, Tripathy S, Nayak S, Mohanty A (2001) The influence of fibre treatment on the performance of coir-polyester composites. Compos Sci Technol 61(9):1303–1310
Bledzki A, Reihmane S, Gassan J (1996) Properties and modification methods for vegetable fibers for natural fiber composites. J Appl Polym Sci 59(8):1329–1336
Alvarez VA, Vázquez A (2006) Influence of fiber chemical modification procedure on the mechanical properties and water absorption of MaterBi-Y/sisal fiber composites. Compos A Appl Sci Manuf 37(10):1672–1680
Sreekala M, Kumaran M, Joseph S, Jacob M, Thomas S (2000) Oil palm fibre reinforced phenol formaldehyde composites: influence of fibre surface modifications on the mechanical performance. Appl Compos Mater 7(5–6):295–329
Al-Khanbashi A, Al-Kaabi K, Hammami A (2005) Date palm fibers as polymeric matrix reinforcement: fiber characterization. Polym Compos 26(4):486–497
Al-Kaabi K, Al-Khanbashi A, Hammami A (2005) Date palm fibers as polymeric matrix reinforcement: DPF/polyester composite properties. Polym Compos 26(5):604–613
Faruk O, Bledzki AK, Fink H-P, Sain M (2012) Biocomposites reinforced with natural fibers: 2000–2010. Prog Polym Sci 37(11):1552–1596. https://doi.org/10.1016/j.progpolymsci.2012.04.003
Rokbi M, Osmani H, Imad A, Benseddiq N (2011) Effect of chemical treatment on flexure properties of natural fiber-reinforced polyester composite. Procedia Eng 10:2092–2097
Bessadok A, Marais S, Gouanvé F, Colasse L, Zimmerlin I, Roudesli S, Métayer M (2007) Effect of chemical treatments of Alfa (Stipa tenacissima) fibres on water-sorption properties. Compos Sci Technol 67(3–4):685–697
Maafi EM, Malek F, Tighzert L, Dony P (2010) Synthesis of polyurethane and characterization of its composites based on alfa cellulose fibers. J Polym Environ 18(4):638–646
Oushabi A, Sair S, Abboud Y, Tanane O, El Bouari A (2017) An experimental investigation on morphological, mechanical and thermal properties of date palm particles reinforced polyurethane composites as new ecological insulating materials in building. Case Stud Constr Mater 7:128–137. https://doi.org/10.1016/j.cscm.2017.06.002
Wada M, Okano T (2001) Localization of Iα and Iβ phases in algal cellulose revealed by acid treatments. Cellulose 8(3):183–188
Oushabi A, Sair S, Hassani FO, Abboud Y, Tanane O, El Bouari A (2017) The effect of alkali treatment on mechanical, morphological and thermal properties of date palm fibers (DPFs): study of the interface of DPF–polyurethane composite. S Afr J Chem Eng 23:116–123
Alawar A, Hamed AM, Al-Kaabi K (2009) Characterization of treated date palm tree fiber as composite reinforcement. Compos Part B Eng 40(7):601–606
Gassan J, Bledzki AK (1997) The influence of fiber-surface treatment on the mechanical properties of jute-polypropylene composites. Compos Part A Appl Sci Manuf 28(12):1001–1005
Li Z, Xing Y, Dai J (2008) Superhydrophobic surfaces prepared from water glass and non-fluorinated alkylsilane on cotton substrates. Appl Surf Sci 254(7):2131–2135
Kolpak F, Blackwell J (1976) Determination of the structure of cellulose II. Macromol Mater Eng 9(2):273–278
Mwaikambo LY, Ansell MP (2002) Chemical modification of hemp, sisal, jute, and kapok fibers by alkalization. J Appl Polym Sci 84(12):2222–2234
Ray D, Sarkar B, Basak R, Rana A (2002) Study of the thermal behavior of alkali-treated jute fibers. J Appl Polym Sci 85(12):2594–2599
Pickering KL, Efendy MA, Le TM (2016) A review of recent developments in natural fibre composites and their mechanical performance. Compos Part A Appl Sci Manuf 83:98–112
Ansell MP, Mwaikambo LY (1999) The effect of chemical treatment on the properties of hemp, sisal, jute and kapok for composite reinforcement. J Appl Polym Sci 107:522–527
Gassan J, Bledzki AK (1999) Alkali treatment of jute fibers: relationship between structure and mechanical properties. J Appl Polym Sci 71(4):623–629
Ouajai S, Shanks R (2005) Composition, structure and thermal degradation of hemp cellulose after chemical treatments. Polym Degrad Stab 89(2):327–335
Korte S, Staiger MP (2008) Effect of processing route on the composition and properties of hemp fibre. Fiber Polym 9(5):593–603
Ray D, Sarkar B (2001) Characterization of alkali-treated jute fibers for physical and mechanical properties. J Appl Polym Sci 80(7):1013–1020
Arbelaiz A, Fernandez B, Ramos J, Retegi A, Llano-Ponte R, Mondragon I (2005) Mechanical properties of short flax fibre bundle/polypropylene composites: Influence of matrix/fibre modification, fibre content, water uptake and recycling. Compos Sci Technol 65(10):1582–1592
Das M, Chakraborty D (2008) Evaluation of improvement of physical and mechanical properties of bamboo fibers due to alkali treatment. J Appl Polym Sci 107(1):522–527
Huber T, Müssig J (2008) Fibre matrix adhesion of natural fibres cotton, flax and hemp in polymeric matrices analyzed with the single fibre fragmentation test. Compos Interfaces 15(2–3):335–349
Zhandarov S, Pisanova E, Mäder E, Nairn J (2001) Investigation of load transfer between the fiber and the matrix in pull-out tests with fibers having different diameters. J Adhes Sci Technol 15(2):205–222
Le Duigou A, Davies P, Baley C (2010) Interfacial bonding of flax fibre/poly (L-lactide) bio-composites. Compos Sci Technol 70(2):231–239
Li Y, Pickering K, Farrell R (2009) Determination of interfacial shear strength of white rot fungi treated hemp fibre reinforced polypropylene. Compos Sci Technol 69(7):1165–1171
Czigany T, Morlin B, Mezey Z (2007) Interfacial adhesion in fully and partially biodegradable polymer composites examined with microdroplet test and acoustic emission. Compos Interfaces 14(7–9):869–878
Sanadi A, Prasad S, Rohatgi P (1986) Sunhemp fibre-reinforced polyester. J Mater Sci 21(12):4299–4304
Bakare I, Okieimen F, Pavithran C, Khalil HA, Brahmakumar M (2010) Mechanical and thermal properties of sisal fiber-reinforced rubber seed oil-based polyurethane composites. Mater Design 31(9):4274–4280
Grieu S, Faugeroux O, Traoré A, Claudet B, Bodnar J-L (2011) Artificial intelligence tools and inverse methods for estimating the thermal diffusivity of building materials. Energy Build 43(2–3):543–554
Paul SA, Boudenne A, Ibos L, Candau Y, Joseph K, Thomas S (2008) Effect of fiber loading and chemical treatments on thermophysical properties of banana fiber/polypropylene commingled composite materials. Compos Part A Appl Sci Manuf 39(9):1582–1588
Agrawal R, Saxena N, Sreekala M, Thomas S (2000) Effect of treatment on the thermal conductivity and thermal diffusivity of oil-palm-fiber-reinforced phenolformaldehyde composites. J Polym Sci B Polym Phys 38(7):916–921
Uetani K, Hatori K (2017) Thermal conductivity analysis and applications of nanocellulose materials. Sci Technol Adv Mater 18(1):877–892
Ali ME, Alabdulkarem A (2017) On thermal characteristics and microstructure of a new insulation material extracted from date palm trees surface fibers. Constr Build Mater 138:276–284
Yao F, Wu Q, Lei Y, Guo W, Xu Y (2008) Thermal decomposition kinetics of natural fibers: activation energy with dynamic thermogravimetric analysis. Polym Degrad Stab 93(1):90–98
Dorez G, Ferry L, Sonnier R, Taguet A, Lopez-Cuesta J-M (2014) Effect of cellulose, hemicellulose and lignin contents on pyrolysis and combustion of natural fibers. J Anal Appl Pyrol 107:323–331
Merotte J, Le Duigou A, Bourmaud A, Behlouli K, Baley C (2016) Mechanical and acoustic behaviour of porosity controlled randomly dispersed flax/PP biocomposite. Polym Test 51:174–180
Bessadok A, Roudesli S, Marais S, Follain N, Lebrun L (2009) Alfa fibres for unsaturated polyester composites reinforcement: effects of chemical treatments on mechanical and permeation properties. Compos A Appl Sci Manuf 40(2):184–195
Arrakhiz F, Elachaby M, Bouhfid R, Vaudreuil S, Essassi M, Qaiss A (2012) Mechanical and thermal properties of polypropylene reinforced with Alfa fiber under different chemical treatment. Mater Des 35:318–322
Büyükakinci YB, Sökmen N, Küçük H (2011) Thermal conductivity and acoustic properties of natural fiber mixed polyurethane composites
Chen S, Chen H, Gao X, Long H (2017) Sound absorption properties of polyurethane-based warp-knitted spacer fabric composites. Indian J Fibre Text Res (IJFTR) 42(3):299–306
Skinner C, Peters J, Vandenbroeck J (2006) Acoustic absorbers: a third way for the management of sound in automobiles. Paper for UECH Europe. [revista en internet] 2006 marzo [acceso 15 de agosto de 2009]
Tao Y, Li P, Cai L (2016) Effect of fiber content on sound absorption, thermal conductivity, and compression strength of straw fiber-filled rigid polyurethane foams. BioResources 11(2):4159–4167
Jayamani E, Hamdan S, Rahman MR, Bakri MKB (2014) Investigation of fiber surface treatment on mechanical, acoustical and thermal properties of betelnut fiber polyester composites. Procedia Eng 97:545–554
Zhang C, Li J, Hu Z, Zhu F, Huang Y (2012) Correlation between the acoustic and porous cell morphology of polyurethane foam: effect of interconnected porosity. Mater Des 41:319–325
Maderuelo-Sanz R, Barrigón Morillas JM, Martín-Castizo M, Gómez Escobar V, Rey Gozalo G (2013) Acoustical performance of porous absorber made from recycled rubber and polyurethane resin. Lat Am J Solids Struct 10(3):585–600
Berardi U, Iannace G (2017) Predicting the sound absorption of natural materials: best-fit inverse laws for the acoustic impedance and the propagation constant. Appl Acoust 115:131–138
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no conflict of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Sair, S., Mansouri, S., Tanane, O. et al. Alfa fiber-polyurethane composite as a thermal and acoustic insulation material for building applications. SN Appl. Sci. 1, 667 (2019). https://doi.org/10.1007/s42452-019-0685-z
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s42452-019-0685-z