
Abstract
Hydrocarbons from BTEX group are dangerous pollutants that can cause a threat to environment and human health. In many cases, their presence in an ecosystem is the result of accidents and petroleum products spills. For this reason, novel, more efficient sorbents are needed for immobilization of such pollutants. This paper presents an experimental study of recycled tires polymer fibers (RTPF) used as a low-cost sorbent for BTEX compounds in soils treated with cement. RTPF are a type of waste that contains polymer fibers with high content of rubber particles. The high porosity and large specific surface area of rubber result in possibility of use of RTPF as a removal material. Effectiveness of the application of RTPF as a BTEX removal material was evaluated on a basis of concentrations values above the surface of reacting mixture (at 25 ± 3 °C). It was found that RTPF addition increased BTEX immobilization efficacy, compared to the use of Portland cement alone. The maximum percentage reduction in BTEX compounds concentration was 33% for toluene. Lower level of removal was observed for ethylbenzene (21%), and substantially, small efficacy was noted for xylenes (8%) and benzene (7%). Additionally, in order to evaluate mechanical properties of soil–cement composites, analysis of their compressive strength after 28 days of maturation was performed. Tests showed a decrease in the compressive strength of soil–cement monoliths containing RTPF.
Similar content being viewed by others
1 Introduction
End-of-life tires (ELT) should be considered as one of the fastest growing waste streams in the world. In the period between 2014 and 2016, their production in the 28 European Union member states increased from 3.3 to 3.5 million tonnes per year. In Poland alone, around 283 thousand tonnes of scrap tires were generated in 2016 [1]. In 1999, European Commission introduced legislation forbidding disposal of used tires at landfill [2]. Since then, the possibilities of recycling of used tires have been studied in many countries.
ELT are a complex waste containing synthetic rubbers (butadiene and styrene-butadiene rubber), natural rubber, textiles overlays and steel belts [3, 4]. Table 1 shows the material composition of car and truck tires produced for European Union (EU) market. These types of tires represent the majority of tires sold on the EU. Generally, the tires composition varies by category (car, truck or industrial tires). Moreover, the differences in tires composition are visible at the intercontinental level [5]. For example, textiles used in car tire casings are most commonly made from natural rayon/nylon fibers in European Union. In turn, in the USA and Asia, textiles are made from polyesters fibers (PET–poly(ethylene-terephthalate), PBT–poly(butylene-terephthalate)) [5].
Inappropriate collection and storage of scrap tires can be hazardous to environment and human health, e.g., because of the risk of fire. According to the European Tyre & Rubber Manufacturers’ Association (ETRMA) data, rubber granules from ELT may contain substances such as diphenyl guanidine (0–150 ppm), N-1,3 dimethylbutyl N’ phenyl-p-phenylendiamine (0–1000 ppm), aniline (0–100 ppm), mercapto-benzothiazole (0–200 ppm), para-tert-octylphenol (0–200 ppm) and para-tert-butylphenol (0–100 ppm). In addition, in the case of volatile organic compounds, the following substances may be emitted: phenol, formaldehyde, ethanol, methanol, methyl isobutyl ketone, amines coming from sulfenamides, benzothiazole and nitrosamines (which may be present in tires imported from outside the EU) [8]. Despite the presence of volatile and semi-volatile compounds, their emissions from rubber products are negligible [9, 10]. However, the risk of releasing chemicals from ELT may occur during their processing. For example, employees are exposed to chemicals contained in the tire dust.
Due to the high calorific value of 33 MJ/kg, the end-of-life tires are often directed to energy recovery [11]. According to data from 2016, 30% of scrap tires (86 thousand tonnes) were used for energy recovery in Poland [1]. Another method of processing of used tires is material recovery. During the recycling process, three main components are separated: crumb rubber, steel and textiles. For example, rubber is used for the production of other materials such as concrete, asphalts, rails or athletics tracks [12,13,14,15,16]. Steel wires are also used in concrete industry [17]. Moreover, high-quality steel from scrap tires is used for the production of new virgin steel [3]. According to the ETRMA report [3], textile fibers containing residual rubber represent a challenge for ELT recycling companies. They represent about 10% of end-of-life-tires weight, and each year, about 320 thousand tonnes of such fibers are generated in the European Union [18]. Textile fibers can be used as a source of energy or as reinforcement in concrete [19]. Other interesting application of components of scrap tires is the use of them as a sorbent for removal of organic compounds [20]. For example, recycled tires polymer fibers (RTPF) could be utilized for removal of compounds from BTEX group.
BTEX is an acronym that refers to benzene, toluene, ethylbenzene and xylenes. That group of volatile organic compounds (VOCs) is considered as a very important factor in tropospheric chemistry [21], but it is also recognized as a hazardous environmental pollutant [22, 23]. Benzene is the most hazardous among that group and has been categorized as a known carcinogenic to humans (Group 1 in agents classified by the International Agency for Research on Cancer [24]). In case of ethylbenzene, there is a limited evidence of its carcinogenicity, so this compound was classified as possibly carcinogenic to humans (Group 2B). Toluene and xylenes are in Group 3 as agents not classifiable as to their carcinogenicity to humans, but their acute health effects are well known [25, 26].
BTEX compounds are generally ubiquitous in the environment. However, they are mainly emitted to air from anthropogenic sources [27]. Their presence in ecosystem is related to fossil fuels extraction and processing [28, 29]. Furthermore, combustion of gasoline and diesel fuels in motor vehicle transport is the largest contributor to emissions to atmospheric air [30,31,32]. BTEX pollutants also occur in indoor environments, mainly because they are used in variety of consumer products, e.g., solvents, paints, glues, cleaning products and building materials [22, 33, 34].
BTEX pollution is not limited to air only. Those compounds may spread into other compartments of the environment [27]. BTEX could be a serious problem when they are present in groundwater [35, 36]. Soil contamination is a big concern as well [37, 38]. In many cases, the presence of BTEX in soil results from accidents or petroleum products spills [36, 39, 40].
The primary purpose of this study was the evaluation of the possibility of application of RTPF (containing a high amount of residual rubber) as a removal material for volatile organic compounds. This paper presents the preliminary results of experiments of processing of contaminated soil with Portland cement alone and cement-RTPF mixture. Soil samples were spiked with benzene, toluene, ethylbenzene or isomeric mixture of xylene. Effectiveness of the application of RTPF as a BTEX removal material was evaluated on a basis of instantaneous concentrations values above the surface of reacting mixture. Continuous measurements of compounds emitted during the stabilization process were performed using the flame-ionization detector. Moreover, the compressive strength of soil–cement monoliths (with/without RTPF) was also evaluated.
2 Experimental
2.1 Soil samples and binders
The soil bed used in the research was collected from the rural areas of the Lower Silesia (Poland). The material was characterized by moisture at the level of 5.34% and low content of organic matter (by loss of ignition)—4.25% of dry weight. After appropriate homogenization and air-drying, soil was subjected to the particle-size distribution analysis. The results of sieving test showed that more than 90% of soil mass was the sand fraction (Table 2, Fig. 1). On the base of calculated substitutive diameters D10, D30, D60 (corresponding to 10, 30 and 60% finer), the uniformity coefficient (CU) and coefficient of gradation (CC) were calculated.

Particle size distribution curve for the soil used in the study
According to the experimental procedure, an uncontaminated soil samples (200 g) were placed in containers and spiked with benzene, toluene, ethylbenzene or isomeric mixture of xylene. BTEX compounds were considered separately, i.e., soil samples were spiked with the same amount of one (individual) solvent. The volume of liquid hydrocarbon (p.a. grade) injected into the soil was 0.1 mL. Closed containers were shaken for 120 s in an overhead shaker (Heidolph Reax 20/8, DE). Such prepared samples were processed with:
-
Portland cement (CEM I) alone and
-
the mixture of recycled tires polymer fibers and Portland cement.
In the case of CEM I, the material was up to PN-EN 197-1 standard, had a durability class of 42.5 and had high early strength. Portland cement is made by mixing Portland cement clinker together with an appropriate amount of gypsum.
As regards to textile fibers, they were obtained from one of Polish tire recycling company. The plant specializes in the processing of various kinds of tires from passenger cars, truck and bus tires to large industrial tires. In case of tires produced for European Union (EU) market (which are the main waste material processed in selected plant), textiles are made from natural rayon/nylon fibers. Such waste tire textile fibers usually contain a high amount of residual rubber particles [41].
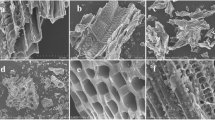
The textile cord used in experiment came from the process of recycling end-of-life car tires generated in the European Union (Figs. 2 and 3). Just like the soil, the textile cord was subjected to the particle-size distribution analysis. Figure 4 shows the results of that analysis. It was found that about 60% of RTPF mass was the rubber fraction.

Tires textile fibers

Tires textile fibers magnified 30x

Particle size distribution curve for the RTPF used in the study
All spiked soil samples were stabilized with Portland cement at 50% by weight (expressed as weight of reagent to weight of raw, uncontaminated soil). The addition of recycled tires polymer fibers was at 5% by weight of raw soil. The composition of the stabilizing mixture was determined based on the authors’ research on the effect of the RTPF dosage on removal of toluene [42, 43]. The studies showed that the percentage of removed toluene was enlarged as the RTPF dosage was increased. Unfortunately, the RTPF dose of 10% of mass of soil resulted in significant (~ 62%) decrease in mechanical compressive strength. For this reason, in this research, a smaller dose (5%) was considered.
2.2 Methodology of waste treatment process
The methodology for enclosed spaces (e.g., waste treatment plants) has been assumed in this research. The treatment process of spiked soil was performed in a planetary mixer Tecnotest B205/X5. The reactor was placed in a fume hood to prevent accumulation of gaseous contaminants vapors. Stabilization process started with simultaneous introducing of soil, Portland cement and RTPF into reactor’s steel bowl. After that, the components were mixed with a constant speed (planetary speed 62 rpm, beater speed 140 rpm). The process was performed in two stages: 1—homogenization of the soil–cement mixtures, 2—initiation of the hydration of cement through introducing water. The amount of water was determined on the basis of research on workability of spiked soil–cement mixtures. Each stage lasted 180 s. The resulting mixtures were packed in containers and cured for 28 days at ambient temperature.
Gas samples from the above reacting mixture were transported via Teflon tubing to the measuring device. Sampling tubes with dust filters were introduced into the reactor bowl (about 2 cm below the rim of the steel bowl). Flame-ionization detector MicroFID (Photovac, US) was used in experiments to estimate the emission level of BTEX compounds. The device was calibrated against methane before each measurement series. The results of measurements were presented as methane equivalent (CH4 eq.). The volume of sample taken by the instrument was 0.6 L/min. Concentrations were recorded in 1-second intervals. Temperature and relative humidity in vicinity of the reactor were measured by means of AR236/2 data logger (APAR, Poland).
Efficacy (E) of the application of RTPF as a BTEX removal material was evaluated by comparing the average concentrations of analyzed contaminant measured above the surface of soil–cement mixture (with or without RTPF) and zero sample. Zero sample was a 200 g of soil spiked with the same amount of organic constituent. In this instance, cement (with or without RTPF) was not introduced into the reactor, while the rest of technological parameters remained unchanged. To determine complete characteristics of BTEX compounds concentrations, 65 mL of water was introduced in the second stage of process too.
2.3 Compressive strength tests
In addition, the changes of the monoliths compressive strength were tested. Solidified soil samples must be characterized by some mechanical parameters that will not cause change in their shape and structure. Unfortunately, the addition of textile fibers from tires (containing a high amount of residual rubber) to the soil–cement mixtures has a potential disadvantage of decreasing in compressive strength [13, 19, 44]. Measurements were taken in three replications on solidified samples after 28 days of maturation.
The compressive strength change percentage (f Rc ) was calculated as follows:
where fca is the average compressive strength of solidified soil–cement mixtures (without textile fibers) and f RTPF ca is the average compressive strength of solidified soil–cement mixtures containing textile fibers.
3 Results and discussion
3.1 Efficacy of BTEX removal
Depending on the composition of stabilizing–binding mixture, the process of organic contaminants immobilization can be divided into three categories: (a) direct physical immobilization of organic contaminants, (b) sorption of organic contaminants (as a result of application of additional reagents, e.g., activated carbon), (c) reduction in mobility of organic contaminants as a result of application of reagents characterized by oxidative–reductive properties. The above-mentioned mechanisms may occur simultaneously.
The BTEX compounds immobilization efficacy in cement matrices with RTPF depends on possibilities of their physical encapsulation and sorption by polymer materials. The organic solvent vapors may be adsorbed onto the surface of rubber particles. The adsorption process is limited by a number of factors, i.e., temperature conditions, surface area of sorbents, the interaction between binding components and adsorbent materials. For example, simultaneous addition of cement and sorbent may cause blocking of sorption sites (by a binding material coating) [45]. Moreover, Amenghawon et al. [20] showed that toluene adsorption capacity (from aqueous solutions) increased with a reduction in waste tire rubber particles size.
In absorption process, the polymer materials’ ability to remove BTEX is affected by the molecular volume of compound, its concentration and free space in the polymer matrix.
In case of physical encapsulation of BTEX vapors, Butler L. et al. [46] have demonstrated that toluene added to the cement leads forming vesicular structures that are preserved in the cured cement. The vesicles are roughly spherical, are randomly distributed throughout the sample and have diameters ranging from 20 to 250 μm.
All experiments were conducted in laboratory with following conditions of temperature and humidity (averaged values): (a) 22 °C and 55% RH in benzene measurements, (b) 23 °C and 48% RH in toluene measurements, (c) 28 °C and 60% RH in ethylbenzene measurements, (d) 27 °C and 40% RH in xylenes measurements. It should be noted that those conditions were not stable during treatment process. Increase in relative humidity was observed, especially after introduction of water in second stage of mechanical mixing (hydration stage).
The changes in concentrations of BTEX compounds in the reactor are presented in Fig. 5 (average momentary concentrations from two repetitions). Concentrations of BTEX compounds, detected by flame-ionization device, were in ranges: (a) < 0.1–1777 ppm (CH4 equivalent) in benzene measurements, (b) < 0.1–954 ppm (CH4 equivalent) in toluene measurements, (c) 0.1–479 ppm (CH4 equivalent) in ethylbenzene measurements and (d) 2.7–275 ppm (CH4 equivalent) in xylenes measurements. The widest ranges of concentrations were recorded for zero samples as expected. However, BTEX emission behavior was not repeatable for every sample, slightly different maximum concentrations and time shifts of occurrence of concentrations peaks were observed. Results of continuous measurements showed that the greatest risk of releasing BTEX compounds is connected with the stage of homogenization of soil with binding–stabilizing components [43, 47]. The highest momentary concentrations of BTEX compounds in the reactor were detected between 37 and 80 s of the process.

Effect of recycled tires polymer fibers on BTEX compounds concentration
The research showed some limitations in applying cementation technique for treating soil contaminated with volatile organic compounds. Table 3 presents the calculated percentage immobilization efficacy. The most part of emitted benzene and xylenes was lost during the cement-based stabilization process. In that case, the calculated efficacies had negative values and for that reason were presented as zero. In case of soil spiked with ethylbenzene or toluene, sealing with a fine-grained Portland cement effectively lowered their concentration by 11% and 17% (with respect to the zero samples), respectively.
The research confirmed beneficial effect of addition of textile fibers from tires (containing a high amount of residual rubber) on lowering BTEX compounds concentration. As a result of introduction of RTPF, a decrease in maximum momentary concentrations by: (a) 19.9% for benzene, (b) 50.3% for toluene, (c) 33.8% for ethylbenzene and (d) 21.9% for xylenes was observed with respect to the zero sample (Table 3). Moreover, the continuous measurements results showed that the RTPF addition reduced the averaged concentrations of BTEX in the whole process (Fig. 5). Introduction of textile fibers, containing a high amount of residual rubber, resulted in greater interior surface area and micropore volume available for adsorption and encapsulation. The highest reduction in examined hydrocarbons concentration in a reactor was for toluene (33.0%), followed by ethylbenzene (21.1%), benzene (7.7%) and xylenes (7.0%). This was consistent with some previous research concerning the application potential of textile fibers as a sorbent for removal of toluene [42, 43]. Unfortunately, used tire material was found to be less effective at removing toluene vapors from soils in comparison with diatomaceous earth [42], rubber granules [48] or activated carbon [48]. The differences in effectiveness of the above-mentioned materials are a result of their adsorption capacity (which depends on the component size and the structure of its specific surface area). Oh et al. [49] reported toluene adsorption capacities for granular-activated carbon and ground tire rubber of 10620 mg/kg and 398 mg/kg, respectively. In turn, diatomaceous earth and compost are characterized in toluene adsorption capacity at the level of 2000 mg/kg and 1430 mg/kg [50]. Despite that tire waste materials are less effective than the activated carbon, they could be useful in removing petroleum product contaminants like BTEX.
Moreover, continuous measurements confirmed that added water may cause release of volatile organic compounds (Fig. 4). For example, an increase in the concentration of the xylenes and ethylbenzene was observed upon hydration. It can be explained by the fact that water filled up empty spaces and soil cracks. An increase in concentration of xylenes was recorded in all tests samples (zero sample and cement with/without RTPF). In case of soil spiked with benzene, such increase was only observed for the samples treated with cement alone. For samples of soil contaminated with toluene, no significant changes of its concentration were observed after water introduction.
3.2 Compressive strength
Table 4 shows the changes in compressive strength (fc) of solidified soil–cement mixtures with respect to the textile fibers presence. There are no regulations according to minimum compressive strength of solidified waste in Polish legislation. In this context, a value of 0.4 MPa was adopted as minimum compressive strength. Such compressive strength level enables storage of waste having a specific density of 1.5 tonnes/m3 in 27-meter layers. About 28 days after casting, the mean value of soil–cement monoliths compressive strength (without textile fibers) was 15.9 MPa. It was found that the addition of recycled tires polymer fibers has a significant effect on mechanical parameters. Addition of tires textile fibers to soil–cement mixtures (at a constant dose of 5% by the weight of soil) decreased the compressive strength, as shown in Table 4.
The reduction in mechanical strength of the soil–cement samples containing 5% of RTPF (by weight of soil) was more than 33% (compared to the mixtures without textile fibers). Many researchers confirmed the decrease in the mechanical properties of cement-based mortars and concrete containing high amounts of rubber or textile fibers from recycled tires [10, 13, 14, 19, 44]. It can be explained by the low stiffness of rubber particles and the lack of binding between the rubber particles and cement [14, 16, 51]. Another factor that affects the compressive strength is the ability of the rubber particles to entrap air in its jagged surface texture. Therefore, the air content in concrete tends to increase with the increasing quantity of rubber particles or RTPF [15, 19]. Su et al. [14] showed that rubber particles sizes can also influence the compressive strength of rubberized concrete. Finer rubber particles may fill the pore which results in the decrease in void spaces content and leads to higher compressive strength (as compared to concrete with larger rubber particles).
4 Conclusions
Every operation of neutralizing waste contaminated with volatile organic compounds is characterized by technical parameters that can influence the evaporation of such pollutants during processing. Experiments confirmed the possibility of the use of recycled tires polymer fibers as low-cost material to remove selected volatile organic compounds. The obtained results proved that the concentration of BTEX compounds in reactor could be reduced, although not avoided, by textile fibers containing residual rubber. The effectiveness of the textile fibers as a removal material of BTEX compounds was determined on the basis of continuous measurements using FID detector. The use of textile fibers was most efficient in preventing evaporation of toluene. The average toluene concentration in reactor was reduced from 166 ppm CH4 eq. (zero sample) to 111 ppm CH4 eq. (CEM I 50% + RTPF 5%). In case of other solvents, the average concentration was reduced: (a) from 305 ppm CH4 eq. to 282 ppm CH4 eq. for benzene, (b) from 214 ppm CH4 eq. to 169 ppm CH4 eq. for ethylbenzene and (c) from 132 ppm CH4 eq. to 123 ppm CH4 eq. for xylenes. It should be noted that temperature has an impact on the removal of BTEX compounds. The experiments were performed at temperature of 25 ± 3 °C and humidity of 50 ± 10%, and the presented results are adequate only for similar conditions.
The mechanical tests showed a decrease in the compressive strength of soil–cement monoliths containing RTPF. The reduction in mechanical strength of the samples containing 5% of RTPF (by weight of soil) was more than 33% (compared to the soil–cement combination). It can be explained by low density of recycled tires textile fibers and high elasticity of rubber particles. As a result, rubberized cement paste is much softer compared to hardened cement paste without RTPF. Another factor that affects the compressive strength is the lack of binding between the rubber particles and cement.
In conclusion, recycled tires polymer fibers may be considered as a promising low-cost sorbent for supporting the removal of low concentrations of selected organic pollutants from soils. Such approach may be applied, especially in countries without developed infrastructure that enables, e.g., usage of thermal technologies for neutralizing those kinds of waste. In such situation, RTPF should be recognized as a technology that is economically justified and can be implemented in a relatively short time. Moreover, that approach is promoting a kind of synergism between two kinds of waste (RTPF and BTEX contaminated soils). Such waste management creates environmental benefits and extends the life cycle of tires. Additionally, the RTPF could be used as a component of more complex, but also low-cost, waste-derived mixtures with higher overall efficacy. However, the compressive strength changes of final monoliths show that RTPF should be used with caution. For this reason, further researches are necessary to resolve this issue.
References
ETRMA-European Tyre & Rubber Manufacturers’ Association (2018) ELT management in Europe (tables). http://www.etrma.org/tyres/ELTs/ELT-management. Accessed 26 June 2007
Council of the European Union, Council Directive 1999/31/EC of 26 April 1999 on the landfill of waste. Official Journal L 182, 16/07/1999 P. 0001 - 0019
ETRMA-European Tyre & Rubber Manufacturers’ Association (2016) End-of-life Tyres 2015. Brussels. http://www.etrma.org/uploads/Modules/Documentsmanager/elt-report-v9a---final.pdf. Accessed 30 Jan 2019
Acevedo B, Fernández AM, Barriocanal C (2015) Identification of polymers in waste tyre reinforcing fibre by thermal analysis and pyrolysis. J Anal Appl Pyrol 111:224–232. https://doi.org/10.1016/j.jaap.2014.11.005
Letcher TM, Vallero DA (2019) Waste: a handbook for management, 2nd edn. Academic Press, Cambridge
Asplund J (1996) Scrap rubber—an unpredictable waste or useful raw material. In: Rubber in the environmental age: progress in recycling, seminar paper no. 2, Rapra Technology Ltd
Evans A, Evans R (2006) The composition of a tyre: typical components. The Waste & Resources Action Programme, England
ECHA-European Chemical Agency (2017) Annexes to a XV Report - Rubber granules evaluation. https://echa.europa.eu/documents/10162/13563/annexes_to_axv_report_rubber+granules_en.pdf/f3cc9f58-8ab3-8e4a-0258-51466817f0fd. Accessed 29 Jan 2019
Lim L, Walker R (2009) An assessment of chemical leaching, releases to air and temperature at crumb-rubber infilled synthetic turf fields. New York State Department of Environmental Conservation and Department of Health
Moretto R (2007) Environmental and health assessment of the use of elastomer granules (virgin and from used tyres) as filling in third-generation artificial turf. ADEME/ALIAPUR/FIELDTURF TARKETT
Ramírez-Hernández A, Conde-Acevedo J (2013) Tyres: destination end. Int J Environ Technol 16(4):279–289. https://doi.org/10.1504/IJETM.2013.054822
Gonzalez V, Martínez-Boza FJ, Gallegos C, Perez-Lepe A, Paez A (2012) A study into the processing of bitumen modified with tyre crumb rubber and polymeric additives. Fuel Process Technol 95:137–143. https://doi.org/10.1016/j.fuproc.2011.11.018
Sofi A (2018) Effect of waste tyre rubber on mechanical and durability properties of concrete—a review. Ain Shams Eng J 9(4):2691–2700. https://doi.org/10.1016/j.asej.2017.08.007
Su H, Yang J, Ling TC, Ghataora GS, Dirar S (2015) Properties of concrete prepared with waste tyre rubber particles of uniform and varying sizes. J Clean Prod 91:288–296. https://doi.org/10.1016/j.jclepro.2014.12.022
Fedroff D, Ahmad S, Savas BZ (1996) Mechanical properties of concrete with ground waste tire rubber. Trans Res Rec 1532:66–72. https://doi.org/10.3141/1532-10
Xue G, Cao M (2017) Effect of modified rubber particles mixing amount on properties of cement mortar. Adv Civil Eng 2017:1–6. https://doi.org/10.1155/2017/8643839
Sengul O (2018) Mechanical properties of slurry infiltrated fiber concrete produced with waste steel fibers. Constr Build Mater 186:1082–1091. https://doi.org/10.1016/j.conbuildmat.2018.08.042
Landi D, Vitali S, Germani M (2019) Environmental analysis of different end of life scenarios of tires textile fibers. Procedia CIRP 48:508–513. https://doi.org/10.1016/j.procir.2016.03.141
Baričewić A, Rukavina MJ, Pezer M, Štirmer N (2018) Influence of recycled tire polymer fibers on concrete properties. Cement Concrete Comp 91:29–41. https://doi.org/10.1016/j.cemconcomp.2018.04.009
Amenaghawon A, Aisien F, Agho O (2013) Adsorption of toluene by waste tyre rubber granules: effect of operating variables. Kinetic Isotherm Stud 1(10):427–438. https://doi.org/10.12983/ijsrk-2013-p427-438
Barnes I (2015) Aromatic hydrocarbons. In: North GR, Pyle J, Zhang F (ed) Encyclopedia of atmospheric sciences, 2nd edition. Elsevier Ltd, pp 204–213. https://doi.org/10.1016/B978-0-12-382225-3.00424-2
Bolden A, Kwiatkowski CF, Colborn T (2015) New look at BTEX: are ambient levels a problem? Environ Sci Technol 49(9):5261–5276. https://doi.org/10.1021/es505316f
U.S. Environmental Protection Agency (2017) Initial list of hazardous air pollutants with modifications. https://www.epa.gov/haps/initial-list-hazardous-air-pollutants-modifications. Accessed 29 January 2019
International Agency for Research on Cancer (2018) List of classifications, Volumes 1–123. https://monographs.iarc.fr/list-of-classifications-volumes. Accessed 29 January 2019
U.S. Environmental Protection Agency (2005) Toxicological review of toluene (CAS No. 108-88-3). EPA/635/R-05/004. Washington, D.C. https://www.epa.gov/sites/production/files/2014-03/documents/toluene_toxicology_review_0118tr_3v.pdf. Accessed 29 Jan 2019
U.S. Environmental Protection Agency (2003) Toxicological review of xylenes (CAS No. 1330-20-7). EPA/635/R-03/001. Washington, D.C. https://cfpub.epa.gov/ncea/iris/iris_documents/documents/toxreviews/0270tr.pdf. Accessed 29 Jan 2019
Słomińska M, Konieczka P, Namieśnik J (2014) The fate of BTEX compounds in ambient air. Crit Rev Environ Sci Technol 44:455–472. https://doi.org/10.1080/10643389.2012.728808
Baltrėnas P, Baltrėnaitė E, Serevičienė V, Pereira P (2011) Atmospheric BTEX concentrations in the vicinity of the crude oil refinery of the Baltic region. Environ Monit Assess 182(1–4):115–127. https://doi.org/10.1007/s10661-010-1862-0
Marčiulaitienė E, Šerevičienė V, Baltrėnas P, Baltrėnaitė E (2017) The characteristics of BTEX concentration in various types of environment in the Baltic Sea Region. Lithuania Environ Sci Pollut Res 24(4):4162–4173. https://doi.org/10.1007/s11356-016-8204-x
Miri M, Rostami Aghdam Shendi M, Ghaffari HR, Ebrahimi Aval H, Ahmadi E, Taban E, Gholizadeh A, Yazdani Aval M, Mohammadi A, Azari A (2016) Investigation of outdoor BTEX: concentration, variations, sources, spatial distribution, and risk assessment. Chemosphere 163:601–609. https://doi.org/10.1016/j.chemosphere.2016.07.088
Jiang Z, Grosselin B, Daële V, Mellouki A, Mu Y (2017) Seasonal and diurnal variations of BTEX compounds in the semi-urban environment of Orleans, France. Sci Total Environ 574:1659–1664. https://doi.org/10.1016/j.scitotenv.2016.08.214
Kerchich Y, Kerbachi R (2012) Measurement of BTEX (benzene, toluene, ethybenzene, and xylene) levels at urban and semirural areas of Algiers City using passive air samplers. J Air Waste Manag Assoc 62(12):1370–1379. https://doi.org/10.1080/10962247.2012.712606
Martins EM, Borba PF, Dos Santos NE, Dos Reis PT, Silveira RS, Corrêa SM (2016) Environ Monit Assess 188(11):608. https://doi.org/10.1007/s10661-016-5621-8
Lim SK, Shin HS, Yoon KS, Kwack SJ, Um YM, Hyeon JH, Kwak HM, Kim JY, Kim TY, Kim YJ, Roh TH, Lim DS, Shin MK, Choi SM, Kim HS, Lee BM (2014) Risk assessment of volatile organic compounds benzene, toluene, ethylbenzene, and xylene (BTEX) in consumer products. J Toxicol Environ Health A 77(22–24):1502–1521. https://doi.org/10.1080/15287394.2014.955905
López E, Schuhmacher M, Domingo JL (2008) Human health risks of petroleum-contaminated groundwater. Environ Sci Pollut Res 15(3):278–288. https://doi.org/10.1065/espr2007.02.390
Gross SA, Avens HJ, Banducci AM, Sahmel J, Panko JM, Tvermoes BE (2013) Analysis of BTEX groundwater concentrations from surface spills associated with hydraulic fracturing operations. J Air Waste Manag Assoc 63(4):424–432. https://doi.org/10.1080/10962247.2012.759166
Panagos P, Van Liedekerke M, Yigini Y, Montanarella L (2013) Contaminated sites in Europe: review of the current situation based on data collected through a European network. J Environ Public Health 2013:158764. https://doi.org/10.1155/2013/158764
Pinedo J, Ibáñez R, Lijzen JP, Irabien Á (2013) Assessment of soil pollution based on total petroleum hydrocarbons and individual oil substances. J Environ Manage 130:72–79. https://doi.org/10.1016/j.jenvman.2013.08.048
Doherty VF, Otitoloju AA (2013) Monitoring of soil and groundwater contamination following a pipeline explosion and petroleum product spillage in Ijegun. Lagos Nigeria. Environ Monit Assess 185(5):4159–4170. https://doi.org/10.1007/s10661-012-2858-8
Kříž L, Wittlingerová Z, Chaloupka D (2008) Gasoline pipeline accident-migration of MTBE, TPH and BTEX in a fractured rock environment. Sci Agric Bohem 39:284–288
Landi D, Marconi M, Meo I, Germani M (2018) Reuse scenarios of tires textile fibers: an environmental evaluation. Procedia Manufacturing 21:329–336. https://doi.org/10.1016/j.promfg.2018.02.128
Banaszkiewicz K, Marcinkowski T, Pasiecznik I, Sobianowska-Turek A, Wierzbicka W (2019) Use of recycled tire polymer fibers as a sorbent of toluene. Przem Chem 98(2):283–287. https://doi.org/10.15199/62.2019.2.20 (in Polish)
Banaszkiewicz KP, Pasiecznik IM (2017) Assessment of applicability of chemical stabilization process to treat soils contaminated with toluene. Ochr Śr 39(3):41–46 (in Polish)
Mavridou S, Oikonomou N (2011) Utilization of textile fibres from worn automobile tires in cement based mortars. Global NEST J 13(2):176–181. https://doi.org/10.30955/gnj.000673
Lake CB, Arefi G, Yuet PK (2013) Examining fly ash as a sorbent for benzene, trichloroethylene, and ethylbenzene in cement-treated soils. Can Geotech J 50(4):423–434. https://doi.org/10.1139/cgj-2012-0198
Butler LG, Owens JW, Cartledge FK, Kurtz RL, Byerly GR, Wales AJ, Bryant PL, Emery EF, Dowd B, Xie X (2000) Synchrotron X-ray microtomography, electron probe microanalysis, and NMR of toluene waste in cement. Environ Sci Technol 34(15):3269–3275. https://doi.org/10.1021/es990450v
Banaszkiewicz KP, Marcinkowski T (2014) Cementation as a method of remediation of soil contaminated with xylene. Environ Prot Eng 40(1):57–66. https://doi.org/10.5277/epe140105
Banaszkiewicz K (2016) Studies on the chemical treatment of waste containing VOCs as industrial pollutants. The environmental engineering faculty reports, Wrocław University of Science and Technology, Wrocław (in Polish)
Oh DI, Song JH, Hwang SJ, Kim JY (2009) Effects of adsorptive properties of biofilter packing materials on toluene removal. J Hazard Mater 170(1):144–150. https://doi.org/10.1016/j.jhazmat.2009.04.120
Mohammadi-Moghadam F, Amin MM, Khiadani (Hajian) M, Momenbeik F, Nourmoradi H, Hatamipour MS (2013) Application of Glycyrrhiza glabra Root as a Novel Adsorbent in the Removal of Toluene Vapors: equilibrium, Kinetic, and Thermodynamic Study. J Environ Public Health 2013:1–7. https://doi.org/10.1155/2013/986083
Guo Y, Zhang J, Chen G, Xie Z (2014) Compressive behaviour of concrete structures incorporating recycled concrete aggregates, rubber crumb and reinforced with steel fibre, subjected to elevated temperatures. J Clean Prod 72:193–203. https://doi.org/10.1016/j.jclepro.2014.02.036
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
On behalf of all authors, the corresponding author states that there is no conflict of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is distributed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits unrestricted use, distribution, and reproduction in any medium, provided you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license, and indicate if changes were made.
About this article

Cite this article
Banaszkiewicz, K., Badura, M. Experimental investigation on the application of recycled tires polymer fibers as a BTEX removal material. SN Appl. Sci. 1, 558 (2019). https://doi.org/10.1007/s42452-019-0570-9
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s42452-019-0570-9