
Abstract
In order to minimize CO2 emission due to manufacture of Portland cement, researches have been focused on alternative construction materials such as geopolymer cement. Geopolymer cement is made from waste materials such as fly ash by alkali-activation. This paper reports the properties of fly ash based geopolymer mortars activated by sodium hydroxide/potassium hydroxide and sodium silicate/lithium silicate. Alccofine powder, aluminum powder and calcined clay were added during geopolymerization. Curing was done at 80 °C. Compressive strength of geopolymer mortar was found maximum in the presence of potassium hydroxide–lithium silicate—5% alccofine powder—10% calcined clay. Durability of cubes in sulphuric acid was studied. Fire resistant properties of some of the mortars at 600, 800 and 1000 °C were also studied.
Similar content being viewed by others


1 Introduction
Nowadays, people are trying to minimize the use of cement since its production is energy intensive and its waste gases from cement production cause significant environmental problems, including large amount of CO2 production. Geopolymer based cement and concrete may be a better alternative for sustainable concrete usage and can reduce CO2 emissions.
Geopolymer binders can be produced from a variety of natural materials and industrial by-products like metakaolin, fly ash (FA), ground granulated blast-furnace slag, red mud, mine waste, etc. Davidovits discussed the origin and basic principles involved in the geopolymerization [1]. Singh et al. [2] and Zhang et al. [3] presented a comprehensive review of literature on gepolymers. Bignozzi et al. [4] described in detail the recycling of industrial wastes for the manufacture of binding materials. The combination of sodium hydroxide (NaOH) and sodium silicate (Na2SiO3) is generally used as an activator for high strength geopolymer cements [5, 6]. FA is one of the waste materials of thermal power plants and can easily be converted to geopolymer at moderate temperature [7]. About 200 Mt FA are produced in India every year with only 50% being utilized [8]. There is an urgent need to dispose of this FA so that the environment can be protected from pollution. One of the suitable ways is to develop geopolymer cement binder which can partially replace Portland cement. Further, the use of FA in the geopolymer preparation is important for economic reasons [9]. There are number of factors which affect the properties of geopolymer cements [10]. Alkali cations supplied by the alkaline solution influence the first stage of geopolymerization. This in turn affects the mechanical performance [11]. Provis [12] reported that sodium and potassium silicates and hydroxides are the most commonly used activating solutions. The effect of different combinations of alkali metal hydroxides and alkali metal silicates on the properties of geopolymer cements and mortars have not been studied in detail. The combination of different alkalis and silicates influencing the process of geopolymerization leading to changes in properties have not been understood well. In this paper FA-based geopolymer cement mortars have been prepared by using sodium silicate/lithium silicate in combination with sodium hydroxide/potassium hydroxide activators and the properties were studied in the presence of alccofine powder (AFP), aluminum powder (AP) and calcined clay (CC). Effect of high temperatures on compressive strength and durability in sulphuric acid (H2SO4) was examined.
2 Experimental details
2.1 Materials
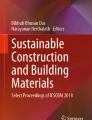
N type Ordinary Portland cement-53 grade (OPC), FA, AFP (micromaterial, Ambuja Cement Ltd., Mumbai, India), AP and CC were used. NaOH, KOH, Na2SiO3 and lithium silicate (Li2SiO3) were used as alkali activators. The structures of sodium silicate and lithium silicate are given in Fig. 1. Polycarboxylate type superplasticizer (ATPL-401 PC) was used as an admixture. The physical properties and chemical composition of OPC and FA are given in Tables 1 and 2 respectively.

Structures of sodium silicate and lithium silicate
2.2 Experimental methods
2.2.1 Proportions in geopolymer cement mortar and casting
FA and fine aggregate (silica sand) mixed in the ratio of 1:2 (350 g:700 g) and a number of mixtures were made at room temperature. The mixture of Fly ash and fine aggregate was homogenized in Hobart mixer for 2 min. The dry homogenized mixture was then mixed with different concentrations of alkaline activator (NaOH/KOH (8, 10, 12 and 14 M) solutions along with Na2SiO3 and Li2SiO3 and 8% ATPL-401 PC type superplasticiser for another 1 min. The mixtures were put into moulds, which were then kept on Vibrating mortar machine at RPM 12,000 ± 400 for 2 min. Mixtures (Table 3) were transferred to 7.5 × 7.5 × 7.5 cm3 mould as per IS code 4031: 2014. Six mortar cubes were cast for each mix.
2.2.2 Workability test
The slump test measures the consistency and workability of fresh mortars. The slump cone (Fig. 2) is made of steel and plastic. The diameter of the base opening is 20 cm with top opening 10 cm. Slump cone test was done to determine the workability of the fresh mortars (BS EN 12350-2:2000 standard).

Slump test apparatus
2.2.3 Curing and testing of geopolymer mortars
Demoulded mortar cubes (Mix 1–Mix 13) were cured at room temperature (32 °C), 60 and 80 °C for 12 h and the compressive strengths were determined with a compressive strength testing machine (Fig. 3).

Compression testing machine
The cubes (Mix 14–Mix 16) were heated at 600, 800 and 1000 °C for 2 h and after cooling at room temperature, compressive strengths were determined. Weight losses were also recorded.
2.2.4 Determination of density
Densities of Mix 14, 15 and 16 after heating at 80, 600, 800 and 1000 °C for 2 h were determined as per IS 4031 (Part 11)-1998 RA 2014 using Le- Chatelier Flask Method.
2.2.5 Scanning electron microscope (SEM)
SEM photographs of FA based geopolymer mortar (Mix 6) cured at room temperature and 80 °C were recorded. SEM pictures of others (Mix 14, 15 and 16) cured at 80 °C were also recorded.
2.2.6 Durability in sulphuric acid
Cubes of Mix 14, 15 and 16 were immersed in 5% sulphuric acid for 24 h. Weight changes and compressive strengths were recorded.
3 Results and discussion
3.1 Fly ash activation and geopolymerization
The fly ash contains aluminosilicate which upon activation by alkalis is converted to geopolymer as shown in the following Scheme 1 [13, 14].

Geopolymerisation reaction
A model for geopolerization in the presence AFP, CC and AP can be represented by Fig. 4. FA in the dry state was mixed thoroughly with sand and then mixed with alkali hydroxide (NaOH/KOH) and silicate solution (Na2SiO3/Li2SiO3) and homogenized. The mixtures were cured at room temperature after adding (i) AFP, (ii) AFP + CC, (iii) AFP + AP and (iv) AFP + AP + CC. Geopolymer mortars of different properties were obtained.

Model for geopolerization
3.2 Compressive strength
The compressive strengths of different geopolymer mortars after 12 h curing at different temperatures (32, 60 and 80 °C) are given in Table 4. In order to know the fire resistance of the mixes, the Mixes 14–16 were also heated for 2 h at high temperatures i.e. at 600, 800 and 1000 °C as required for AAC blocks application and the compressive strengths are given in Table 4.
The compressive strengths of different geopolymer mortars containing 200 g Na2SiO3/Li2SiO3 and 14 M NaOH/KOH and the control at different temperatures (32, 60 and 80 °C) are shown in Fig. 5a. The results showed that the compressive strengths of the geopolymer mortars (Mix 2–5) were lower than that of the control at all the curing temperatures. It did not matter whether silicate used was Na2SiO3 or Li2SiO3 and the alkali used was NaOH or KOH. The compressive strength of geopolymer mortars (Mix 6–9) containing 300 g Na2SiO3/Li2SiO3 and 14 M NaOH/KOH were higher than that of the control at 60 and 80 °C (Fig. 5b). It appears that at room temperature curing and in the presence of 200 g silicate solution, the geopolymerization process was incomplete and the strengths in all the cases were lower as compared to that of the control. Haidi et al. [15] reported that lower amounts of Si4+ and Na+ affect adversely the formation of the coherent structure that consequently reduces the compressive strength. Even if the amount of silicate was higher (300 g), the geopolymerization was not complete at room temperature in 12 h. Thus with the increase of silicate concentration and curing temperature, the compressive strength increased in all the cases (Fig. 6). From Table 4 and Fig. 5b, it is apparent that the compressive strengths of the mortars are in the following sequence.

a and b Compressive strength of control (Mix 1) and fly ash based geopolymer cement mortar Mixes at different temperatures after 12 h

Compressive strength of different geopolymer cement mortars at different temperatures
Lithium silicate has edge over sodium silicate in all the cases and combination of Li2SiO3 with KOH gave comparatively higher compressive strength. With 5% addition of AFP in the geopolymer mortars, the compressive strengths increased with temperature and the value was quite high for Mix 13 at 80 °C (Fig. 7). Preliminary experiments in the presence of AFP have been done but the mechanism is not understood [16]. In the presence of silica fume, the compressive strengths are also increased [17] but AFP with lower cost yielded comparable compressive strength and can be used in place of silica fume.

Compressive strength of different Mixes in presence of alccofine powder at 32, 60 and 80 °C
pH in the range of 13–14 is most suitable for the formation of the geopolymers with better mechanical strength [18]. Generally, NaOH/KOH and Na2SiO3 have been used as alkali activator. It is reported that KOH because of larger size of K+ favours the formation of geopolymers [19]. Lithium silicate solution with low viscosity increases the ionization of KOH giving more alkaline character. Thus Li2SiO3 in combination to KOH may enhance geopolymerization as in the present case. Further, it is already reported that AFP in geopolymer mortars enhances the compressive strength by increasing geopolymerization and partly entering into the pores [20]. Thus geopolymer mortar made from Li2SiO3 combined with KOH in the presence of AFP gives maximum strength.
The better performance of Li2SiO3 over Na2SiO3 may be due to smaller size of lithium ion or low solubility of Li2SiO3 or both. It is already reported that the use of several alkali ions (Na, K, and Cs) differing by their size and by their kosmotropic or chaotropic properties showed rapid dissolution of metakaolin and the rapid appearance of a rigid percolating network with a small alkali activator [21]. However, to understand the detailed role of different alkali metal ions during geopolymerization, a separate and detailed investigation is needed.
3.3 SEM studies
SEM picture of geopolymer (Mix 6) (Fig. 8a) cured at room temperature shows the presence of unreacted FA indicating incomplete geopolymerization. However, at 80 °C, probably higher degree of geopolymerization has taken place (Fig. 8b) and many fibrous materials are formed. Figure 8c shows the formation of fibrous needle shaped products. The size of the needles is about 35 nm. This situation arose because of higher curing temperature and higher concentration of silicate. The results showed that nanostructures are formed during geopolymerization.

SEM picture of Mix 6 cured at a room temperature (32 °C) and b, c 80 °C
3.4 Durability studies
Photos of geopolymer mortar cubes cured with wrap cover and without wrap cover are shown in Fig. 9. Sample (a) was cured at 80 °C for 12 h without polythene wrap, whereas sample (b) was cured with polythene wrap. In the sample (a), cracks were found and in sample (b), no crack was seen. The cubes when heated without polythene wrap, water came out and the cubes cracked. However, when the cubes were covered with polythene wrap and heated, no water could come out. As a result, no cracking occurred (Fig. 9b).

Mix 1 to Mix 13 of sample a (without wrap) and sample b (with wrap) were cured in oven for 80 °C
Since cube (FA + silica sand + 300 Li2SiO3 + 40 KOH + 5% AFP) (Mix 13) gave maximum strength after 12 h curing at 80 °C; effect of 5% AP, 10% CC and 5% AP + 10% CC (Mix 14, Mix 15 and Mix 16, respectively) were also examined. Compressive strengths were determined at 600, 800 and 1000 °C also (43, Fig. 10). On heating at different temperatures for 2 h, there was a loss in weight due to removal of water (Table 5).

Effect of different temperatures on compressive strength of Mix 14, Mix 15 and Mix 16
The sharp reductions of compressive strength upon heating at 600, 800 and 1000 °C are probably caused by the loss of structural water as well as development of micro cracks [22, 23]. In the presence of 5% AP (Mix 14), the compressive strength was found to be lower as compared to that without AP (Mix 13) (Table 4). It has been reported that when aluminum powder is added, it reacts with alkalies in the following way liberating H2 gas [24].
Hydrogen gas was entrapped in the structure in a random fashion creating voids. Porous structure of Mix 14 is indicated by SEM (Fig. 11). The density was decreased (Table 6) resulting in decreased compressive strength and at high temperature the cubes were cracked. In the presence of CC, the compressive strength was increased because of enhanced dissolution/hydrolysis of fly ash via heat release [25]. This increased the process of geopolymerization. Since there were less voids, it did not crack at 1000 °C. The combination of AP and CC gave density in between that of the cubes containing AP and CC alone. However, the compressive strength of Mix 16 containing AP and CC was lower even with that containing AP. It appears that in the presence of AP, pores were created and CC entered into the pores and could not get an opportunity in assisting geopolymerization process and as a result the strength was lower. This could be supported by SEM structure (Fig. 11). In general, the density of the cubes decreased with increase of temperature.

SEM pictures of Mix 14, Mix 15 and Mix 16
When cubes of Mix 14, Mix 15 and Mix 16 cured at 80 °C for 12 h, immersed in 5% H2SO4 for 24 h (3/4th in acid and 1/4th above the acid solution), some changes in appearance (Fig. 12) and compressive strength (Fig. 13) occurred. When the mixes were dipped in H2SO4, colour of the acid became turbid in Mix 15 and the acid percolated up to top whereas in Mix 14 and 16, the acid almost did not percolate. There was a very little change in the compressive strength in the case of Mix 14 and 16 when immersed in 5% H2SO4 for 24 h. Some reduction in compressive strength occurred when Mix 15 was immersed in 5% H2SO4 for 24 h. The reaction between AP and alkali activator was fast while geopolymerization reaction required longer time for completion. As a result, stoichiometry of alkali activator was disturbed. This as well as generation of pores due to liberation of H2 gas resulted in deceased density and compressive strength. Further, the pores were not interconnected and as a result the damage by sulphuric acid was low. Mix 15 containing CC deteriorated much faster. The deterioration of geopolymer in acidic media may be due to depolymerisation. It appears that depolymerisation occurred in Mix 15. However, for the Mix 16, the deterioration effect was much lower, may be due to presence of AP.

A-Mix 14, B-Mix 15 and C-Mix 16 just immersing into 5% H2SO4; D-Mix 14, E-Mix 15 and F-Mix 16 after immersing into 5% H2SO4 for 24 h

Change in compressive strength when immersed in 5% H2SO4 for 24 h
Cubes were heated at different temperatures (600–1000 °C) in a furnace. Cubes containing CC (Mix 15) became red when heated at different temperatures (Fig. 14). However, when Mix 14 containing AP was heated, it did not change its colour (Fig. 14). Since in the presence of AP, the cubes became porous, heat was dissipated in different regions of the cube. In the case of Mix 16, the colour became red but much less than that of Mix 14. Mix 16 also contained AP but the pores were lesser than that of Mix 14.

Curing in muffle furnace at a 1000 °C, b 800 °C and c 600 °C for 2
4 Conclusions
FA based geopolymer mortar using silica sand was made by activating with NaOH/KOH–Na2SiO3/Li2SiO3 and curing from room temperature to 80 °C. Lithium silicate (300 g) in combination to KOH (14 M) in presence of AP enhanced geopolymerization leading to highest compressive strength of the mortar cured at 80 °C. Inclusion of AFP and CC increased the compressive strength whereas AP decreased the strength. Durability of the mortar containing CC in the presence of 5% H2SO4 was poor. Compressive strength of Mix 14 and 15 increased up to 800 °C, but decreased at 1000 °C, whereas for Mix 16, compressive strength decreased after 600 °C. The mortars containing AP cracked at 1000 °C whereas, the mortar containing CC did not crack. To optimize the fire resistant properties with high compressive strength, a detailed study of various combinations of silicate/hydroxides and additives in FA based geoplymer mortars is needed.
References
Davidovits J (2015) Geopolymer chemistry and applications, 4th edn. Institut Géopolymère, Saint-Quentin
Singh B, Ishwarya G, Gupta M, Bhattacharyya SK (2015) Geopolymer concrete: a review of some recent developments. Constr Build Mater 85:78–90
Zhang ZH, Zhu HJ, Zhou CH, Wang H (2016) Geopolymer from kaolin in China: an overview. Appl Clay Sci 119:31–41
Bignozzi MC, Manzi S, Lancellotti I, Kamseu E, Barbieri L, Leonelli C (2013) Mix-design and characterization of alkali activated materials based on metakaolin and ladle slag. Appl Clay Sci 73:78–85
Rashad AM (2013) A comprehensive overview about the influence of different additives on the properties of alkali-activated slag—a guide for civil engineer. Constr Build Mater 47:29–55
Zhuang XY, Chen L, Komarneni S, Zhou CH, Tong DS, Yang HM et al (2016) Fly ash-based geopolymer: clean production, properties and applications. J Clean Prod 125:253–267
Ken PW, Ramli M, Ban CC (2015) An overview on the influence of various factors on the properties of geopolymer concrete derived from industrial by-products. Constr Build Mater 77:370–395
Nath P, Sarker PK (2015) Use of OPC to improve setting and early strength properties of low calcium fly ash geopolymer concrete cured at room temperature. Cement Concr Compos 55:205–214
Zhang ZH, Wang H, Zhu YC, Reid A, Provis JL, Bullen F (2014) Using fly ash to partially substitute metakaolin in geopolymer synthesis. Appl Clay Sci 88:194–201
Tennakoon C, Nazari A, Sanjayan JG, Sagoe-Crentsil K (2014) Distribution of oxides in fly ash controls strength evolution of geopolymers. Constr Build Mater 71:72–82
Rodriguez ED, Bernal SA, Provis JL, Paya J, Monzo JM, Borrachero MV (2013) Effect of nanosilica-based activators on the performance of an alkali-activated fly ash binder. Cement Concr Compos 35:1–11
Provis JL (2009) Activating solution chemistry for geopolymers. In: Provis JL, van Deventer JSJ (eds) Geopolymers: structures, processing, properties and industrial applications. Woodhead Publishing, Abingdon, pp 50–71
Duxson P, Provis JL, Lukey GC, Van Deventer JSJ (2007) The role of inorganic polymer technology in the development of ‘green concrete’. Cement Concr Res 37:1590–1597
Duxson P, Fernandez-Jimenez A, Provis JL, Lukey GC, Palomo A, van Deventer JSJ (2007) Geopolymer technology: the current state of the art. J Mater Sci 42:2917–2933
Hadi MNS, Al-Azzawi M, Yu T (2018) Effects of fly ash characteristics and alkaline activator components on compressive strength of fly ash-based geopolymer mortar. Constr Build Mater 175:41–54
Jindal BB, Singhal D, Sharma SK (2017) Suitability of ambient-cured alccofine added low-calcium fly ash-based geopolymer concrete. Indian J Sci Technol 10:1–10
Okoye FN, Durgaprasad J, Singh NB (2016) Effect of silica fume on the mechanical properties of fly ash based-geopolymer concrete. Ceram Int 42:3000–3306
Khale D, Chaudhary R (2007) Mechanism of geopolymerization and factors influencing its development: a review. J Mater Sci 42:729–746
Komnitsas K, Zaharaki D (2007) Geopolymerisation: a review and prospects for the minerals industry. Miner Eng 20:1261–1277
Saxena SK, Kumar M, Singh NB (2018) Effect of alccofine powder on the properties of pond fly ash based geopolymer mortar under different conditions. Environ Technol Innov 9:232–242
Steins P, Poulesquen A, Diat O, Frizon F (2012) Structural evolution during geopolymerization from an early age to consolidated material. Langmuir 28:8502–8510
Lemougna PN, MacKenzie KJD, Melo UFC (2011) Synthesis and thermal properties of inorganic polymers (geopolymers) for structural and refractory applications from volcanic ash. Ceram Int 37:3011–3018
Lyon RE, Balaguru PN, Foden A, Sorathia U, Davidovits J, Davidovics M (1997) Fire resistant aluminosilicate composites. Fire Mater 21:67–73
Ducman V, Korat L (2016) Characterization of geopolymer fly-ash based foams obtained with the addition of Al powder or H2O2 as foaming agents. Mater Charact 113:207–213
Ogundiran MB, Kumar S (2016) Synthesis of fly ash-calcined clay geopolymers: reactivity, mechanical strength, structural and microstructural characteristics. Constr Build Mater 125:450–457
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no conflict of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Kumar, M., Saxena, S.K. & Singh, N.B. Influence of some additives on the properties of fly ash based geopolymer cement mortars. SN Appl. Sci. 1, 481 (2019). https://doi.org/10.1007/s42452-019-0506-4
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s42452-019-0506-4