
Abstract
The particulate filled epoxy composites show lower mechanical properties than neat composites due to lack strength of uniform dispersion of particles leading to poor in interfacial strength between matrix and fillers. In this study, ultrasonification dispersion technique is employed to achieve a homogenous dispersion of halloysite nanotubes (HNTs) in epoxy resin. The nanocomposites are fabricated by solution casting method and specimens are prepared as per ASTM standards. The various test has been conducted as per ASTM procedure to evaluate the mechanical properties viz. density, hardness, tensile, flexural, ILSS and impact strength of the nanocomposites consisting of different weight (wt)% of HNTs varying in the range of 0–4 with the interval of 1. As per the experimental investigation, the selected dispersion techniques enhances the mechanical properties of the nanocomposite by the loading of HNT. Further, the study revealed that the 3 wt% of HNT with ultrasonic homogenized nanocomposite shows superior mechanical strength as compared to other nanocomposites. Hence it is evident that the properties of the nanocomposite depends on the quantity of filler present and dispersion condition. The dispersion condition and fractured surfaces are analyzed through the SEM micrographs.
Similar content being viewed by others

1 Introduction
Nanocomposites are materials which take the benefit of dispersoids, whiskers and platelet form of nanoparticles used as a reinforcement in their fabrication. In general a nano-filler with a size range of several hundred nanometers and any polymer matrix phase, either a thermoset or thermoplastic comprises a nanocomposite. Due to the better interfacial area property, the nanoparticles are most commonly used reinforcement materials compared to other reinforcements [1, 2].
Further, the epoxy nano composites are unique combination of nano fillers and epoxy matrix phase that are finding their applications in various engineering domains ranging from kayaking boats to decks and other marine components including the ribs and frames of ship hulls to aircraft parts from carbon fibre reinforced pylon structure to wing and fuselage skins to overhead stowage bins inside the cabin to automotive members including the doors, trim-tabs, bumpers and decks, these wide range of applications are attributed to the load bearing capacity of the nano fillers and the strong bonding offered by the epoxy matrix phase. In addition to the reinforcements and the matrix, the nano fillers such as halloysite nano tube (HNT), fly ash, zirconia, nano silica, nano alumina have evolved to enhance the characteristics of the epoxy composites. In the current work, HNT’s have been selected as nano-fillers.
Halloysite nanotube (HNT) is basically a kaolite group naturally occurring mineral which includes aluminosilicate nanotubes in layer forms. HNTs are available in form of white colour nanoparticles with chemical formula Al2Si2O5 (OH)4·2H2O. HNTs are odourless and more economical compared to other nanofillers, especially carbon nanotubes [3,4,5,6]. Studies revealed that mechanical properties of polymer matrix can be enhanced by the loading of HNTs e.g. toughness and elastic modulus can be enhanced through restrictive matrix dislocation activity [7,8,9,10]. The effective dispersion of HNTs in polymer matrix are known to improve the characteristic features, however, it is very difficult to disperse HNTs effectively into the polymer matrix due to clusterness of the HNTs [11,12,13]. Therefore, it is a challenge to the researchers to establish the right parameters to achieve homogenous dispersion of fillers in a polymer matrices.
Currently, the methods viz. magnetic stirring, ultrasonic homogenization and ball milling are commonly used to disperse nanofillers in polymer matrix [14]. The mechanical stirring is an easy method to achieve homogenous dispersions with minimum aggregation of nanofillers in polymer matrix and also it is more suitable for production of the nanocomposites commercially [15, 16]. In the literature, it is revealed that the HNTs have an appreciable amount of water between SiO4 and AlO6 structures [17,18,19]. Therefore, the structure, properties of HNT reinforced polymer composites depends majorly upon degree of dispersion, concentration and temperature.
In the present work, a set of experiments are carried out to analyze the effect of dispersion techniques on mechanical properties of HNT filled Epoxy nanocomposites. From the revelations, it is concluded that the addition of HNT nanofillers with different weight proportions in epoxy improves their mechanical properties than compared to neat composites. Further, the study revealed and evident that ultrasonification dispersion method enhances the mechanical strength of nanocomposites due to uniform distribution of nanoparticles and cohesive bonding with epoxy matrix can observed through the SEM micrographs.
2 Materials and methods
2.1 Materials and fabrication procedure
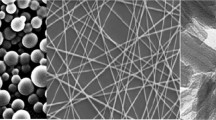
Halloysite nanotubes (HNT’s) are used as reinforcements in current work and they are procured from Sigma Aldrich Company, Bengaluru, India. The diameter and length of the HNT’s has a range in between 30 and 70 nm and 1–15 µm respectively. The morphology of HNT has a tube like structure with a density of 2.53 g/cc and the surface area is about 65 m2/g. It has a high aspect ratio and low percolation property which makes it convenient to be used as a reinforcement for Lapox L-12 Epoxy matrix.
The HNTs of different fractions (0, 1, 2, 3 and 4 wt%) without any modifications were added to the epoxy resin and the solution was subsequently sonicated for 1 h to improve the dispersion of HNTs in the epoxy. The container was kept in the ice bath to maintain the temperature of the mixture low to avoid overheating related problems. The HNT/epoxy mixture was then degassed in vacuum oven for 10 min to eliminate the entrapped air, and further curing agent (K6 Hardener) was added with a weight ratio to epoxy of 10:100. After a thorough stirring for about 10–15 min, the nano mixture was poured into aluminum molds.
The fabrication process of all specimens used in this study has been presented in Fig. 1. Samples are cut according to ASTM Standards using fabric cutting machine for experimentation as shown in Fig. 2.

Schematic diagram of fabrication of HNT/epoxy nanocomposites

Samples of HNT/epoxy nanocomposites
3 Experimentation
3.1 Mechanical properties testing procedure
Samples dimension 12 mm × 12 mm × 3 mm are used for density measurement according to ASTM D-792 standard. The samples are weighed first in air (M1) and re weighed while immersed in a liquid (distilled water) of known density (M2) Using electronic balance (Mettler Toledo make, Model AX 205). The density of the specimen was calculated using below equation.
where ρc and ρl are the densities of the specimen and liquid (distilled water) respectively. The density of distilled water is 1 g/cm3.
Hardness (Shore-D) of the samples are determined as per ASTM D2240, by using a Shore D Hardness tester (Excel make). Five readings on each sample at various places are measured and average value is noted. The tensile strength is determined using universal tensile testing machine (UTM) (Kalpak Make, capacity of 100 kN) as per ASTM D3039 standard with specimen cross section 150 mm × 12 mm × 3 mm. The tensile test is conducted maintaining a gauge length 120 mm and crosshead speed of 5 mm/min (quasi-static).
The flexural and ILSS strength of the HNT filled Epoxy nanocomposites are measured at room temperature according to ASTM D790 and ASTM D 2344 standard keeping specimens cross section 90 mm × 12 mm × 3 mm using UTM (Kalpak Make, capacity of 100 kN). Constantly maintained the span length of 60 mm for flexural and 30 mm for ILSS specimens with a deformation rate of 2.5 mm/min.
Izod impact test are conducted as per ASTM D256–92 standard (60 mm × 12 mm × 3 mm) by using Mitutoyo make pendulum impact tester (Capacity up to 10 kJ/m). The pendulum striking velocity 3.46 m/s is employed. Five samples are tested for each composite system for all the studies, the details of the constituents with designation for each of the sample of the composites and the average values is recorded in the Table 1.
The selected samples are inspected in a scanning electron microscopy (SEM) (model: JEOL JSM -840 a) with a computer image analysis system, after gold coating to examine the dispersion condition and fractured morphologies.
The results of the mechanical testing carried out is further analysed to understand the significance of dispersion of the nano fillers in the form of HNT in the matrix phase.
4 Results and discussion
The characteristic evaluation of the mechanical properties of the epoxy composites synthesized are very important to understand the effect of HNT on the composites fabricated. In the current work, mechanical properties such as density, hardness, tensile, flexural and Shear characteristics and impact behavior. The HNT’s are generalized to improve the mechanical properties and is thus validated from the results tabulated in Table 1.
4.1 Density
Density of a composite depends on the relative proportion of reinforcement, matrix and dispersion technique. The Fig. 3 shows an increasing trend in density observed with the increasing content of HNT particles in Epoxy matrix. By contrast, a marginal improvement in density is observed in nanocomposites about 9% compared to neat epoxy due to present of the ceramic elements viz. SiO2, Al2O3 etc.in HNT particles. The highest density value (1.71 g/cc) is observed in case of 4 wt% HNT-Epoxy system due to better dispersion of the reinforcements as well as diminished to form an agglomeration by ultra-sonication.

Density and hardness of epoxy/HNT nanocomposites
4.2 Hardness
The surface hardness is considered to be one of the important factor to be determined and it has a vital effect on the wear rate of the composites. The test result shows that there is an increase in hardness value of the nanocomposites by incorporation of HNT content. The hard nature of Epoxy with exfoliation of polymer chains in between two plates of nano-clay (HNT) makes the surface of composite very hard due to which the indentation of the indenter is quite difficult. The critical observation of graph as seen in Fig. 3 reveals that there is a specific trend with variation. Improvement in hardness is observed in all the composite systems. This signified that the HNTs at different weight fraction creates a formidable chemical combination with Epoxy. At 3 wt% HNT-Epoxy system with Ultrasonic homogenization dispersion exhibits nearly 23.6% improvement in hardness value as compared to said neat epoxy composite. Further loading of HNT declines the hardness value of epoxy nanocomposites due to HNT aggregates and causes voids and porosity.
4.3 Tensile behavior
From the Fig. 4 it is evident that the tensile strength and tensile modulus of composites are found to increase with HNT reinforcement compared to neat Epoxy due to the restriction of the mobility and deformability of the Epoxy and also formation of ordered exfoliation of polymer chains in between the interstitial spacing of nanoclay (HNT). The dispersion of HNT in Epoxy increased the interfacial stiffness and static adhesion strength of the composites compared to neat, which constitutes to transfer the elastic deformation to great extent. The results showed an increase in tensile strength and tensile modulus of Epoxy/HNT nanocomposites with 3 wt% of HNT is 39.6% and 38.1% respectively due to improve in bonding strength at the interfaces of Epoxy and HNT nanoparticles.

Tensile strength and tensile modulus of HNT loaded epoxy nanocomposites
In case of 4 wt% addition of HNT into epoxy shows decreased tensile strength and tensile modulus by more than 3–4% and 7–8% respectively. This is mainly due to aggregation of HNT across the Epoxy matrix which enhances the formation of stress concentration points lead to reduce mechanical properties. Hence concluded that 3 wt% HNT is the optimum weight percentage which disperse uniformly in epoxy matrix. These agglomerates acts as stress enhancers and thus lower the stress required in breaking the sample. Hence results in less strength as compared to HNT (3 wt%)-Epoxy nanocomposite.
4.4 Flexural behavior
HNT reinforced Epoxy nanocomposites exhibit an increasing trend in flexural properties as shown in Fig. 5. This is due to a positive effect of HNT on the performance of Epoxy resin correlated with the unique characteristics of the HNT to impart better flexural rigidity. The uniform dispersion through ultra-sonication generates a strong interfacial bonding between HNT and Epoxy register better flexural value compared to neat composites. There is an escalating improvement in flexural strength and modulus increases with increase in filler content up to 3 wt%, and then it decreases. The reasons for the lower flexural properties at higher loading condition are probably due to the weak in particle-to-particle interaction, void and poor dispersion and aggregation of HNT in the epoxy matrix. The increase in the flexural properties in HNT filled composites (up to 3 wt%) may be attributed to the reason that the filler offers greater resistance to crack initiation and propagation in the composite. The maximum flexural strength and flexural modulus of 489.4 MPa and 8.76 GPa is observed for HNT filled epoxy nanocomposites with an improvement of 60% and 45% respectively compared to neat epoxy for 3 wt% HNT content.

Variation of flexural strength and flexural modulus in epoxy nanocomposites
4.5 Inter-laminar shear strength (ILSS)
Figure 6 shows the variation in ILSS strength vs. wt% of HNT. It can be seen that on incorporating HNTs, increment in ILSS strength are noticed in its as fabricated condition. HNT (3 wt%)-Epoxy nanocomposite showed the maximum increment in ILSS strength of 63.34% as compared to plain/neat epoxy composite. This is due to the strong physical bonding leading to decrease in the interatomic spaces enhancing the force of separation, this enhancement further leads to subsequent increase in inter-laminar shear strength due to higher magnitude of forces required to break the bond between HNT filler and the epoxy matrix.

Variation in ILSS and impact strength with wt% of HNT in epoxy matrix
On the contrary, HNT (4 wt%)—Epoxy nanocomposite showed less ILSS strength as compared to HNT (3 wt%)—Epoxy nanocomposite, this is due to the fact that the dispersion of higher amount of HNTs forms the agglomeration in the matrix leading to poor distribution all along the surface and formation of voids leading to sudden brittle fracture before getting sheared.
4.6 Impact energy
Figure 6 shows the variation of impact energy of epoxy nanocomposites with addition of HNT wt% loading. Under impact loading situation, a gradual improvement in impact strength with addition of HNT in different wt% is noticed in the nanocomposites due to better compatibility between Epoxy and HNT that will be the important factor to acquire the nanocomposites with a high level of dispersion due to ultra-sonication in order to provide better impact strength and toughness. The impact strength of composite having a 3 wt% HNT reinforcement in epoxy through sonication process registered highest value 1563.2 J/m and improvement of 72.45% as compared to other grades of composites. With further loading of HNT, filler compatibility with the matrix resin seems to be not good which leads to the reduction in impact strength of about 45.1%, this is majorly attributed to the deformation of the zone of dispersion at the interface due to accumulation of HNT that diminishes the energy bearing capacity of the composites.
4.7 Microstructure of epoxy/HNT based nanocomposites
The microstructure of Epoxy/HNT nanocomposites has been investigated using SEM micrographs. Dispersion surfaces of epoxy nanocomposites SEM micrographs are shown in Fig. 7. Examining the nano-filler distribution with varying HNTs contents (1–4 wt%) using SEM micrographs shows uniform dispersion and distribution of HNTs within the epoxy matrix in the Fig. 7b, c.

SEM images of a neat epoxy b epoxy/HNT (3 wt%) and c epoxy/HNT (4 wt%) nanocomposites
Aside from some small cavities in Epoxy/HNT nanocomposites micrographs (Fig. 7b, c) on the Epoxy/HNT nanocomposites surface, a strong coherent bonding between the interfacial layers of Epoxy and the HNT is observed, Further HNTs exhibit a uniform distribution behavior even with HNTs contents as high as 3 wt% (Fig. 7c). The above observation ascertains the necessity for limiting the nano-filler HNTs to 3 wt%, beyond which a critical evidence of poor interfacial interaction with the host epoxy matrix is recorded and more initial brittle cracking which constitutes declining of the mechanical properties is reported.
4.8 Tensile fracture surface analysis of epoxy/HNT nanocomposites
The mechanical behavior of the nanocomposites can be correlated with a detailed fracture surface analysis. Figure 8a and b show the SEM micrographs of the tensile fractured surface of 3 wt% and 4 wt% of HNT filled epoxy nanocomposites respectively. Epoxy/HNT nanocomposites had an interrupted fracture lines which creates rough fracture surface and hence it increases resistance to crack propagation during fracture as shown in Fig. 8a.

SEM micrographs of tensile fractured surface of a epoxy/HNT (3 wt%) and b epoxy/HNT (4 wt%) nanocomposites
The major toughening mechanisms observed in epoxy/HNT nanocomposites are crack bridging, peripheral deposition of matrix debris, brittle fracture, pull-out or breakage of HNT nanotubes. It is also observed that the surface of the epoxy/HNT nanocomposite have developed the micro-cavities (red circles) upon fracture. This may be due to the pull-out of HNT fillers during fracture.
4.9 Effect of HNT on mechanical properties of the epoxy composites
HNT being a combination of two layered alumina-silicate nano structure interlaced with tubular core of submicron range kaolin gives strength to the composite materials synthesized en-route solution casting, thus the inclusion of HNT enhances the shear strength, tensile strength and impact behaviour of the composite materials developed. Further, the HNT enhances the micro coring and segregation that enhances the bonding strength and inter laminar shear strength of the composites, it also increases the impact behaviour of the composites attributed to the fact that the addition of HNT, which is essentially a hard ceramic reinforcement that imparts shock resistance and enhances the impact characteristics. The improvement in the mechanical properties is a validation to the fact that the selection of HNT as a nano-filler is having a major effect with uniform dispersion in the epoxy that will eventually add hard ceramic reinforcements in the form of aluminates and silicates to the epoxy enhancing its load bearing capabilities.
5 Conclusions
In this study, the characteristics such as microstructure, density, hardness, tensile strength, tensile modulus, flexural strength, flexural modulus, ILSS and impact energy of the HNT/Epoxy composites fabricated en-route solution casting through controlled processes are determined by experimental techniques as per ASTM standards, the outcomes of the experimental trials are analyzed to draw suitable inferences with the change in the weight percentage of HNT up to 4 wt%. The observations made after thorough evaluation of the results obtained are listed below:
-
The microstructure of the composites fabricated en-route solution casting captured using scanning electron microscope clearly depicts a uniform dispersion of the reinforcements in the matrix phase.
-
The density of the composites increase by 8.22% attributed to the inclusion of HNT that eventually enhances the characteristics viz., the hardness of the composites that increases by 23.64% up to 3 wt% of HNT beyond which the hardness for 4 wt% decreases by 8.83% with reference to the latter one, this is due to the inclusion of porosity due to more micro cavities.
-
The tensile strength and tensile modulus of the composites have increased attributed to the strong interfacial bonding between the reinforcements and matrix, the tensile strength and tensile modulus has increased for 3 wt% HNT by 39.86% and 38.18% respectively, while the properties decreases further by 3–4% and 7–8% respectively for 4% HNT attributed to the agglomeration of the reinforcements that will lead to enhanced stress concentration and thereby reduce the tensile load bearing capacity.
-
The enhancement of the flexural strength and the flexural modulus of the composite by 59.2% and 45% for 3 wt% of HNT is attributed to the fact that the uniform dispersion of HNT in the matrix resists crack initiation and propagation due to the load bearing capacity of the filler material. However, further increase in HNT up to 4 wt% leads to agglomeration and formation of micro cavities that eventually facilitates further crack initiation and its propagation leading to reduction in flexural characteristics.
-
The inter-laminar shear stress (ILSS) increases by 63.22%, while the impact strength increases by 72.45% for 3 wt% of HNT as compared to neat composite due to the strong bonding between the filler and the matrix that leads to the formation of a network resisting the shearing of the composites and providing an impact resistance to the composites selected for the current work. However, the characteristics decrease with further addition of the nano-filler up to 4 wt% majorly due to crack propagation and subsequent initiation due to agglomeration of the HNT in the matrix phase that results in de-bonding and de-lamination across the surface layers.
-
The SEM studies of the fractured surfaces have revealed the various failure mechanisms such as micro cracking, voids, filler matrix de-bonding, pulverization of fillers and brittle fracture of matrix.
References
Joussein E, Petit S, Churchman J, Theng B, Righi D, Delvaux B (2005) Halloysite clay minerals—a review. Clay Miner 40(4):383–426
Wang K, Chen L, Wu JS, Toh ML, He CB, Yee AF (2005) Epoxy nanocomposites with highly exfoliated clay: mechanical properties and fracture mechanisms. Macromolecules 38(3):788–800
Wang JG, Fang ZP, Gu AJ, Xu LH, Liu F (2006) Effect of amino-functionlization of multiwalled nanotubes on the dispersion with epoxy resin matrix. J Appl Polym Sci 100(1):97–104
Deng SQ, Ye L, Friedrich K (2007) Fracture behaviors of epoxy nanocomposites with nano-silica at low and elevated temperatures. J Mater Sci 42(8):2766–2774
Ye YP, Chen HB, Wu JS, Ye L (2007) High impact strength epoxy nanocomposites with natural nanotubes. Polymer 48(21):6426–6433
Deng SQ, Zhang JN, Ye L, Wu JS (2008) Toughening epoxies with halloysite nanotubes. Polymer 49(23):5119–5127
Deng SQ, Zhang JN, Ye L (2009) Halloysite–epoxy nanocomposites with improved particle dispersion through ball mill homogenisation and chemical treatments. Compos Sci Technol 69(1):2497–2505
Shi XM, Nguyen TA, Suo ZY, Liu YJ, Avci R (2009) Effect of nanoparticles on the anticorrosion and mechanical properties of epoxy coating. Surf Coat Technol 204(3):237–245
Liu MX, Guo BC, Du ML, Lei YD, Jia DM (2008) Natural inorganic nanotubes reinforced epoxy nanocomposites. J Polym Res 15(3):205–212
Li CP, Liu JG, Qu XZ, Guo BC, Yang ZZ (2008) Polymer-modified halloysite composite nanotubes. J Appl Polym Sci 110(6):3638–3646
Jia ZX, Luo YF, Guo BC, Yang BT, Du ML, Jia DM (2009) Reinforcing and flame retardant effects of halloysite nanotubes on LLDPE. Polym Plast Technol 48(6):607–613
Du ML, Guo BC, Jia DM (2006) Thermal stability and flame retardant effects of halloysite nanotubes on poly (propylene). Eur Polym J 42(6):1362–1369
Basara G, Yilmazer U, Bayram G (2005) Synthesis and characterization of epoxy based nanocomposites. J Appl Polym Sci 98(3):1081–1086
Joussein E, Petit S, Delvaux B (2007) Behavior of halloysite clay under formanide treatment. Appl Clay Sci 35(1):17–24
Yuan P, Southon PD, Liu ZW, Green MER, Hook JM, Antill SJ (2008) Functionalization of halloysite clay nanotubes by grafting with gamma aminopropyltriethoxysilane. J Phys Chem C 112(40):15742–15751
Liu MX, Guo BC, Du ML, Cai XJ, Jia DM (2007) Properties of halloysite nanotube–epoxy resin hybrids and the interfacial reactions in the systems’. Nanotechnology 18(45):455703–455709
Kim GM, Lee DH, Hoffmann B, Kressler J, Stoppelmann G (2001) Influence of nanofillers on the deformation process in layered silicate/polyamide-12 nanocomposites. Polymer 42(3):1095–1100
Liu TX, Tjiu WC, Tong YJ, He CB, Goh SS, Chung TS (2004) Morphology and fracture behavior of intercalated epoxy/clay nanocomposites. J Appl Polym Sci 94(3):1236–1244
Brunner AJ, Necola A, Rees M, Gasser P, Kornmann X, Thomann R (2006) The influence of silicate-based nano-filler on the fracture toughness of epoxy resin. Eng Fract Mech 73(16):2336–2345
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no conflict of interest in the subject matter or materials discussed in this manuscript.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
G, R., G, R., N, S. et al. Enhancement of mechanical properties of epoxy/halloysite nanotube (HNT) nanocomposites. SN Appl. Sci. 1, 296 (2019). https://doi.org/10.1007/s42452-019-0323-9
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s42452-019-0323-9