
Abstract
This paper deals with optimizing geometric parameters such as thickness ratio and weld line location, to minimize the movement of weld line during the stamping of tailor-welded blank (TWB) components. Weld line movement (WLM) is an important aspect to consider; otherwise, it leads to wrinkling and other forming-related problems. The major contributors to WLM are thickness ratio, weld line location, and strengths of the respective blanks. Selective heating is a recent technique adopted to reduce the material properties of the higher strength TWB blank by heating it locally, thus allowing a shift in the weld line. In this work, laboratory and simulation experiments were conducted under warm forming conditions on the TWB blanks. Experiments were also conducted by placing the weld line at an offset distance of ± 1 mm from the centre of blank. The situation is to choose the best possible value among thickness ratio and weld line location under the influence of selective heating to minimize the WLM. The objective function of WLM is obtained from the MINITAB statistical software by conducting ANOVA method. The optimum values of the parameters were obtained by minimizing the objective function.














Similar content being viewed by others


References
Merklein M, Johannes M, Lechner M, Kuppert A (2014) A review on tailored blanks—production, applications and evaluation. J Mater Process Technol 214:151–164
Li J, Nayak SS, Biro E, Panda SK, GoodwinF ZhouY (2013) Effects of weld line position and geometry on the formability of laser welded high strength low alloy and dual-phase steel blanks. Mater Des 52:757–766
Heo YM, Wang SH, Kim HY, Seo DG (2001) The effect of the drawbead dimensions on the weld-line movements in the deep drawing of tailor-welded blanks. J Mater Process Technol 113:686–691
Hu Xiuli, Zhao Hao, Xing Zhongwen (2012) Numerical simulation on formability of tailor welded blanks with curved line under different blank holder force. J Comput Theoret Nanosci 9:1236–1241
Cao J, Kinsey B (1999) Adaptive method and apparatus for forming tailor-welded blanks. US Patent 5,941,110
Tang BT, Zhao Z, Wang Y (2007) One-step FEM-based evaluation of weld line movement and development of blank in sheet metal stamping with tailor-welded blanks. Int J Adv Manuf Technol 35:268–279
Ku TW, Kang BS, Park HJ (2005) Tailored blank design and prediction of weld line movement using the backward tracing scheme of finite element method. Int J Adv Manuf Technol 25:17–25
Abbasi M, Hamzeloo SR, Ketabchi M, Shafaat MA, Bagheri B (2014) Analytical method for prediction of weld line movement during stretch forming of tailor-welded blanks. Int J Adv Manuf Technol 73:999–1009
Karbasian H, Tekkaya AE (2010) A review on hot stamping. J Mater Process Technol 210:2103–2118
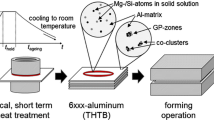
Kahrimanidis A, Wortberg D, Merklein M (2015) Approach to minimize the distortion of 6xxx-aluminum tailor heat treated blanks in industrial applications. Prod Eng Res Dev 9:569–576
Panda SK, Li J, Hernandez VHB, Zhou Y, Goodwin F (2010) Effect of weld location, orientation and strain path on forming behavior of AHSS tailor welded blanks. J Eng Mater Technol. https://doi.org/10.1115/1.4001965
Mennecart A, Güner NB, Khalifa Tekkaya AE (2014) Effects of weld line in deep drawing of tailor welded blanks of high strength steels. Key Eng Mater 611–612:955–962
Kumar A, Gautam V, Kumar DR (2017) Maximum bulge height and weld line displacement in hydro forming of tailor welded blanks. J Manuf Sci Eng doi 10(1115/1):4038513
Riahi M, Amini A, Sabbaghzadeh J, Torkamany MJ (2012) Analysis of weld location effect and thickness ratio on formability of tailor welded blank. Sci Technol Weld Join 17:282–287
Korouyeh S, Naeini MH, Torkamany MJ, Liaghat Gh (2013) Experimental and theoretical investigation of thickness ratio effect on the formability of tailor welded blank. Opt Laser Technol 51:24–31
Jiang M, Gong H, Wang B, Wang S, Li H, Qiu H (2015) Drawing and forming parameters of tailor-welded plates of high strength steel in non-uniform thickness. Appl Mech Mater 750:382–388
Gautam V, Kumar DR (2017) Experimental and numerical investigations on springback in V-bending of tailor welded blanks of interstitial free steel. Proc IMechE Part B. https://doi.org/10.1177/0954405416687146
Kaya S (2016) Non isothermal warm deep drawing of SS 304: FE modeling and experiments using servo press. Int J Adv Manuf Technol 83:1047–1056
Takuda H, Mori K, Masachika T, Yamazaki E, Watanabe Y (2003) Finite element analysis of the formability of an austenitic stainless steel sheet in warm deep drawing. J Mater Process Technol 143–144:242–248
Bong HJ, Barlat F, Ahn DC, Kim HY, Lee MG (2013) Formability of austenitic and ferritic stainless steels at warm forming temperature. Int J Mech Sci 75:94–109
Kopp R, Philipp F (1992) Physical parameters and boundary conditions for the numerical simulation of hot forming processes. Steel Res Int. https://doi.org/10.1002/srin.199201729:392-398
Harrison NR, Luckey SG (2014) Hot stamping of a B-pillar outer from high strength aluminium sheet AA7075. Int J Mater Manuf 7:567–573
Funding
This research was carried out with project number F MRP-6160/15 (SERO/UGC) awarded to Mr. V.V.N. Satya Suresh under the Minor research project scheme of the University Grants Commission, New Delhi, India.
Author information
Authors and Affiliations
Corresponding author
Additional information
Technical Editor: Márcio Bacci da Silva.
Rights and permissions
About this article

Cite this article
Satya Suresh, V.V.N., Regalla, S.P. & Gupta, A.K. Optimum parameters to minimize weld line movement in the warm forming of tailor-welded blanks. J Braz. Soc. Mech. Sci. Eng. 40, 234 (2018). https://doi.org/10.1007/s40430-018-1165-x
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s40430-018-1165-x