Abstract
Tin was selected as a modifying element in low-gold-content (50 at.%) bulk metallic glasses (BMGs) aiming at developing alloys with cost-effective performance. New gold-based Au–Sn–Cu–Si alloys were fabricated by injection-casting into a copper mold. The as-cast BMG Au50Sn6Cu26Si18 with 18.6-karat gold and a diameter of 1 mm possessed a lower glass transition temperature (T g) of 82°C (355 K), a lower liquid temperature of 330°C (603 K), and a super-cooled liquid region of 31°C. The viscosity range of this BMG Au50Sn6Cu26Si18 was from 108 to 109 Pa s measured at a low applied stress of 13 kPa. To compare the viscosity with different applied stresses, its viscosity clearly increased with applied stress below T g but not so obvious above T g. The low viscosity of this BMG Au50Sn6Cu26Si18 at around 102°C, which is very close to the boiling temperature of water (100°C), rendered easy thermal–mechanical deformation in a boiling water-bath by hand-pressing and tweezers-bending. Such a deformation capability in boiling water is beneficial to the further applications in various fields.
Similar content being viewed by others

Introduction
Pure gold is a precious metal and possesses the characteristics of luster, softness, malleability, and ductility. However, in its pure form, it is too soft to be used for monetary exchange and for producing jewelry materials. Thus, hardening of gold by alloying it with Cu, Ag, Ni, or other metals have been a common practice for a long time [1, 2]. Moreover, because of its superior thermal conductivity, excellent electrical conductivity, and high resistance to corrosion, gold has been widely applied in modern industries including IC electronics, aerospace, medicine, and dentistry [3]. Although pure gold and gold-based alloys with higher karats without toxic elements are useful and acceptable for the human body, the existence of grain boundaries in crystalline gold-based alloys is an ongoing concern with biomedical implants.
Metallic glass is amorphous in structure, containing no crystalline anisotropy, dislocation, grain boundary, or crystalline defects [4]. Bulk metallic glasses (BMGs) usually possess unique properties such as high strength and elasticity, increased hardness, good toughness, and excellent resistance to corrosion compared to their crystalline counterparts [5, 6]. Since 1988, a large number of BMG systems have been developed notably those Mg- [7], La- [8], Zr- [9], Fe- [10], Pd- [11], Pt- [12], Ti- [13], Ni- [14], and Ca- [15] alloy systems. These BMGs exhibit large critical glass forming size and high thermal stability and hence reveal new possibilities for industrial applications.
In 1960, Klement et al. [5] synthesized the first amorphous alloy using the binary eutectic Au82Si18 composition, in thickness less than 50 μm. However, its poor glass-forming ability (GFA) has resulted in limited development over the past several decades. Schroers et al. exploited gold-based multi-component BMGs. These Au-based BMGs possessed a low glass transition temperature (T g) of at most 128°C, good thermal stability at ambient temperature, and increased hardness, and they were easier to process. For Au–Ag–Pd–Cu–Si BMGs, the addition of Pd and Ag enhances GFA but they increase Tg [3]. On the other hand, Zhang et al. increased the gold content in Au–Ag–Cu–Si BMGs and resulted in a sharp decrease in T g. The lowest reported T g for an Au-based BMG is 66°C in the high-Au content composition Au70Cu5.5Ag7.5Si17 [16]. The above properties make Au-based BMGs useful for applications such as jewelry, micro-electromechanical systems (MEMS), electronics, nano-molding technologies [17, 18], and dentistry [19].
The purpose of this study is to explore new Au-based BMG composition with cost-effective performance. Composition design is to keep the gold content as low as possible, yet not less than 18 karats. We used tin as an inexpensive alloying element instead of palladium or silver. The performance of major concern is the thermal properties in particular the relationship between viscosity and deformation capability (processing characteristics) of such BMGs. More specifically, our ultimate goal is to develop a new Au-based BMG with low glass transition temperature which will facilitate processing capability to benefit further applications.
Experimental details
In this work, alloy ingots with nominal compositions Au50Sn6Cu26Si18, Au50Sn6Cu24Si20, and Au50Sn9Cu23Si18 were prepared by arc melting the mixtures of pure elements Au, Sn, Cu, and Si with purities of at least 99.9% under vacuum at 10−2 Torr. For homogeneity of the alloys, we melted the ingots six times for each composition. Bulk alloy rods with diameters of 1 mm were fabricated by conventional injection casting into a copper mold under an argon atmosphere. The structure of the as-cast rods was examined by X-ray diffractometry (XRD, Shimadzu XRD-6000) using Cu Kα1 radiation. The thermal properties were studied by a differential scanning calorimetry (DSC; PerkinElmer Diamond DSC) at a fixed heating rate of 20°C/min under flowing argon. To study the processing ability, we used a thermal mechanical analyzer (TMA; PerkinElmer Diamond TMA). The as-cast rods were cut into pieces, each with an aspect ratio of around 2 and polished at both ends. TMA measurements were performed with applied loads of 10 and 50 mN. We raised the temperature of the as-cast rods at a fixed heating rate of 10°C/min starting from room temperature to 200°C. The microstructure was observed on cross sections of the as-cast rods using a transmission electron microscope (TEM; JOEL 2010F) operating at an accelerating potential of 200 kV. Structural identification of the phases was carried out by conventional selected area electron diffraction (SAED).
Results and discussion
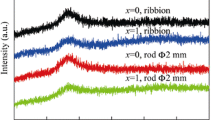
Figure 1 depicts the X-ray diffraction (XRD) patterns taken from the transverse cross sections of the as-cast 1-mm-diameter rods of Au50Sn6Cu26Si18, Au50Sn6Cu24Si20, and Au50Sn9Cu23Si18 alloys. The XRD results indicate that no obvious diffraction peaks could be identified for the Au50Sn6Cu26Si18 alloy, which shows a fully amorphous structure. The Au50Sn6Cu26Si18 BMG has a GFA capable of casting into amorphous rods of at least 1 mm in diameter and is the easiest to process of all our Au–Sn–Cu–Si quaternary alloys. The new Sn-added alloys show poor GFA when the Cu content decreased from 26 at.% (by being replaced by Si or Sn). This means that the increase in Si content is harmful to the formation of the quaternary Au–Sn–Cu–Si BMG. On the other hand, as Cu is partially substituted by Sn, the GFA also obviously decreases. We thus aimed to further investigate the BMG Au50Sn6Cu26Si18.

X-ray diffraction patterns taken from cross sections of as-cast 1-mm diameter rods of Au50Sn6Cu26Si18, Au50Sn6Cu24Si20, and Au50Sn9Cu23Si18 alloys
The microstructure of the Au50Sn6Cu26Si18 as-cast BMG rod was studied by TEM (Fig. 2) together with a selected area diffraction pattern (SADP). The lack of diffraction spots or rings in the SADP indicates that the structure of the BMG Au50Sn6Cu26Si18 was amorphous even though there were slight contrasts in the matrix.

Typical TEM image and selected area diffraction pattern (SADP) of specimen taken from as-cast 1-mm diameter rod of Au50Sn6Cu26Si18 alloy
A typical DSC curve of the Au50Sn6Cu26Si18 as-cast BMG rod is shown in Fig. 3. The crystallization temperature T x and T g are 113°C and 82°C, respectively. The liquid temperature (T l) of Au50Sn6Cu26Si18 BMG is 330°C. The calculated thermal criteria are the super-cooled liquid region (ΔT x ), 31 K; the reduced glass transition temperature (T rg), 0.59; and the γ-factor 0.403. Although the ΔT x of the Au50Sn6Cu26Si18 BMG was not as high as those reported in the literature [16], it was expected to be potential for easier processing below 100°C in hot water because of low T g and moderate ΔT x . Therefore, we carried out further study on its viscosity at elevated temperatures, as to be delineated later. Table 1 summarizes the thermal parameters of Au-based BMGs measured using the DSC. By comparing the results with those of other Au-based BMGs whose Au content 46–52 at.%, the T g of our Au50Sn6Cu26Si18 BMG is obviously much lower than those of Au-based BMGs containing Pd and Ag. The ΔT x (31°C) of Au50Sn6Cu26Si18 BMG is higher than that of BMG Au46Ag5Cu29Si20 (ΔT x = 25°C) but lower than that of Pd-containing BMG Au49Ag5.5Pd2.3Cu26.9Si16.3 (ΔT x = 58°C). Among these Au-based BMGs, the most well known is the composition Au49Ag5.5Pd2.3Cu26.9Si16.3. Despite its high T g, this BMG has been widely used as the mold material in nano-imprint technology and in MEMS. Therefore, our BMG alloy, which has a lower T g and does not contain Pd and Ag, is more cost-effective in similar applications.

Typical DSC curve of as-cast 1-mm diameter rod of Au50Sn6Cu26Si18 alloy
Thermal mechanical analysis (TMA) and differential TMA (DTMA) curves of the Au50Sn6Cu26Si18 as-cast BMG rod at an applied load of 50 mN are plotted in Fig. 4. The DTMA curve shows the differentiated results of displacement related to time. To exhibit the relationship between temperature and viscosity several parameters are defined. They are the onset temperature of viscous flow for the initial state (T onset); the temperature corresponding to the lowest viscosity which is the viscosity of semi-steady state (T vs); and the finishing temperature of viscous flow for the full crystallization state (T finish). These are marked on the DTMA curve. From the DTMA curve, T onset, T vs, and T finish are 84°C, 108°C, and 116°C, respectively. The values of T onset and T finish are very close to those of T g (82°C) and T x (113°C), respectively. TMA data and DSC data are almost the same for these two specific temperatures. The viscosity of the Au50Sn6Cu26Si18 BMG can be evaluated according to the Stefan equation [20]:
where σ is the stress (Pa), \( \dot{\varepsilon} \) is the strain rate (s−1), d 0 is the initial diameter of the specimen, l 0 is the initial length of the specimen, and ε n the engineering strain (nominal strain). The stress is calculated by \( \sigma = \left( {F/{A_0}} \right)\left( {l/{l_0}} \right) \), where F, A 0, and l are the applied loading force (mN), initial cross-sectional area of the specimen, and length after deformation, respectively. Calculated results are plotted in Fig. 5.

TMA and DTMA curves of as-cast Au50Sn6Cu26Si18 BMG rod at the applied load of 50 mN

Estimated viscosity of as-cast Au50Sn6Cu26Si18 BMG, measured under an applied load of a 10 mN (corresponding to 13 kPa) and b 50 mN (65 kPa)
The curves in Fig. 5a and b show that the viscosity values of the Au50Sn6Cu26Si18 BMG are between 108 and 109 Pa s at an applied stress of 13 kPa, and 2 × 108 and 1010 Pa s at an applied stress of 65 kPa. The viscosity of the BMG Au50Sn6Cu26Si18 is in a range similar to that of the BMG Au49Ag5.5Pd2.3Cu26.9Si16.3 (107–109 Pa s) obtained by Tang et al. [17]. However, the lower limit is relatively higher than those of BMGs Mg65Cu25Gd10 and Mg65Cu25Gd10P3 (106–1010 Pa s) obtained by Chang et al. [20]. In addition, we observed that viscosity increases as increasing applied stress from 13 to 65 kPa. These tendencies are consistent with those reported by Chang et al. [21] for the BMG Mg58Cu31Y11. In the literature, Tang et al. reported that the applied stress was in the range of 40–400 kPa or even higher for the BMG Au49Ag5.5Pd2.3Cu26.9Si16.3 [17]. Hence, the applied flow stress of 13 kPa for the BMG Au50Sn6Cu26Si18 is relatively low [21, 22].
In addition, the viscosity value is highly dependent on temperature. In fact, the much higher viscosity measured at 65 kPa is at a temperature much lower than 83°C, which is the TMA glass transition temperature. As the temperature becomes higher than 83°C, the viscosity soon declines to its minimum value. The viscosity decreases from 109 to 108 Pa s for both applied stresses of 13 and 65 kPa. Over this temperature range, the BMG Au50Sn6Cu26Si18 exhibits a typical viscosity of a Newtonian liquid. There exists a subtle difference in minimum viscosity values, 108 Pa s at 13 kPa and 2 × 108 Pa s at 65 kPa, and at different temperatures of the lowest viscosity (T vs), 102°C at 13 kPa and 108°C at 65 kPa. This indicates that the applied stress does influence the measured viscosity to some extent. Above 113°C, the BMG no longer exhibits the viscosity that is characteristic of glassy materials, but instead shows the deformation characteristics of a rigid crystalline solid in responding to applied stress at elevated temperatures. These results indicate that the BMG Au50Sn6Cu26Si18 can have a viscous flow.
According to the result of viscosity, the proposed best temperature for thermal deformation is at 102°C, which is very close to the boiling temperature of water (100°C). Hence, we think it is possible to investigate the deformability of the as-cast Au50Sn6Cu26Si18 BMG, 1 mm in diameter, in boiling water-bath. Figure 6a and b exhibits the results of hand-pressed and tweezers-bent Au50Sn6Cu26Si18 BMG in boiling water-bath. It shows that rod-shaped Au50Sn6Cu26Si18 BMG can be pressed to be flattened, and can be bent to 90–180° repeatedly for several times without breaking or hardening. We did deformation out of the boiling water-bath and the BMG rod soon cracked. These are direct proofs that the BMG alloy deforms by a viscous flow mechanism in boiling water. Such a deformation capability in boiling water, which does not need a temperature controller to maintain isothermal condition, is very useful for application in various fields. These include but not limited to nano-imprint molds, dental prosthesis, jewelry, or MEMS devices.

Deformation capability of as-cast Au50Sn6Cu26Si18 BMG in the boiling water-bath by a hand-pressing and b tweezers-bending
Conclusions
In summary, we explored a cost-effective quaternary gold-based BMG Au50Sn6Cu26Si18 with a gold content of 18.6 karats in this research. This alloy retains a good GFA which renders possibility of inject-casting into BMG rod of at least 1 mm in diameter. This new Au-based BMG is characteristic of low glass transition (82°C), crystallization (113°C), and liquid (330°C) temperatures and a moderate super-cooled liquid region (ΔT x , 31°C). Moreover, the Au50Sn6Cu26Si18 BMG exhibits a viscosity ranging from 108 to 109 Pa s measured under an applied stress as low as 13 kPa. The merit of its significant deformation capability at around 100°C (i.e., at the boiling temperature of water) renders easy and precise deformation without the use of a temperature controller. Based on these outstanding and cost-effective characteristics, the new BMG Au50Sn6Cu26Si18 will find extensive applications in molds for nano-imprinting, dental prosthesis, jewelry, and MEMS devices in the future.
References
Drummond IM (1987) The gold standard and international monetary system. Macmillan, New York
Vilar P, White J (1991) A history of gold and money. Verso, London
Schroers J, Lohwongwatana B, Johnson WL, Peker A (2005) Gold based bulk metallic glass. Appl Phys Lett 87:061912. doi:10.1063/1.2008374
Greer AL (1995) Metallic glasses. Science 267:1947–1953. doi:10.1126/science.267.5206.1947
Klement W, Willens RH, Duwez P (1960) Non-crystalline structure in solidified gold-silicon alloys. Nature 197:869–870. doi:10.1038/187869b0
Loffler JF (2003) Bulk metallic glasses. Intermetallics 11:529–540. doi:10.1016/S0966-9795(03)00046-3
Inoue A, Ohtera K, Kita K, Masumoto T (1988) New amorphous Mg–Ce–Ni alloys with high-strength and good ductility. Jpn J Appl Phys 27:2248–2251
Inoue A, Zhang T, Masumoto T (1989) Al–La–Ni amorphous-alloys with a wide supercooled liquid region. Mater Trans JIM 30:965–972
Inoue A, Zhang T, Masumoto T (1990) Zr–Al–Ni amorphous-alloys with high glass-transition temperature and significant supercooled liquid region. Mater Trans JIM 31:177–183
Lin CY, Tien HY, Chin TS (2005) Soft magnetic ternary iron–boron-based bulk metallic glasses. Appl Phys Lett 86:162501. doi:10.1063/1.1901808
Inoue A, Nishiyama N, Matsuda T (1996) Preparation of bulk glassy Pd40Ni10Cu30P20 alloy of 40 mm in diameter by water quenching. Mater Trans JIM 37:181–184
Schroers J, Johnson WL (2004) Highly processable bulk metallic glass-forming alloys in the Pt-Co-Ni-Cu-P system. Appl Phys Lett 84:3666–3668. doi:10.1063/1.1738945
Lin XH, Johnson WL (1995) Formation of Ti–Zr–Cu–Ni bulk metallic glasses. J Appl Phys 78:6514–6519. doi:10.1063/1.360537
Tien HY, Lin CY, Chin TS (2006) New ternary Ni-Ta-Sn bulk metallic glasses. Intermetallics 14:1075–1078. doi:10.1016/j.intermet.2006.01.042
Amiya K, Inoue A (2002) Formation, thermal stability and mechanical properties of Ca-based bulk glassy alloys. Mater Trans 43:81–84. doi:10.2320/matertrans.42.543
Zhang W, Guo H, Chen MW, Saotome Y, Qin CL, Inoue A (2009) New Au-based bulk glassy alloys with ultralow glass transition temperature. Scr Mater 61:744–747. doi:10.1016/j.scriptamat.2009.06.020
Tang TW, Chang YC, Huang JC, Gao Q, Jang JSC, Tsao CYA (2009) On thermomechanical properties of Au–Ag–Pd–Cu–Si bulk metallic glass. Mater Chem Phys 116:569–572. doi:10.1016/j.matchemphys.2009.04.032
Kumar G, Tang HX, Schroers J (2009) Nanomoulding with amorphous metals. Nature 457:868–872. doi:10.1038/nature07718
Lee SH, Lim IS, Cho MH, Pyo AR, Kwon YH, Seol HJ, Kim HI (2011) Age-hardening and overaging mechanisms related to the metastable phase formation by the decomposition of Ag and Cu in a dental Au–Ag–Cu–Pd–Zn alloy. Gold Bull 44:155–162. doi:10.1007/s13404-011-0021-x
Chang YC, Huang JC, Cheng YT, Lee CJ, Du XH, Nieh TG (2008) On the fragility and thermomechanical properties of Mg–Cu–Gd– (B) bulk metallic glasses. J Appl Phys 103:103521. doi:10.1063/1.2927459
Chang YC, Huang TH, Chen HM, Huang JC, Nieh TG, Lee CJ (2007) Viscous flow behavior and thermal properties of bulk amorphous Mg58Cu31Y11 alloy. Intermetallics 15:1303–1308. doi:10.1016/j.intermet.2007.03.012
Jang JSC, Chang CF, Huang YC, Chiang WJ, Nieh TG, Liu CT (2009) Viscous flow and microforming of a Zr-base bulk metallic glass. Intermetallics 17:200–204. doi:10.1016/j.intermet.2008.07.019
Acknowledgment
The authors are grateful to the National Science Council of the Republic of China for sponsoring this research under grant NSC 97-2221-E-035 -011-MY2.
Open Access
This article is distributed under the terms of the Creative Commons Attribution License which permits any use, distribution and reproduction in any medium, provided the original author(s) and the source are credited.
Author information
Authors and Affiliations
Corresponding author
Electronic supplementary material
Below is the link to the electronic supplementary material.
(MPG 26670 kb)
Rights and permissions
Open Access This article is distributed under the terms of the Creative Commons Attribution 2.0 International License (https://creativecommons.org/licenses/by/2.0), which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited.
About this article
Cite this article
Wang, SH., Chin, TS. Tin-modified gold-based bulk metallic glasses. Gold Bull 45, 3–8 (2012). https://doi.org/10.1007/s13404-012-0043-z
Published:
Issue Date:
DOI: https://doi.org/10.1007/s13404-012-0043-z