
Abstract
To achieve a fundamental understanding of the physical mechanisms and the heat generation in the contact zone during grinding, a large number of experimental and numerical investigations have been carried out to analyse the interaction of single grain and workpiece. Existing numerical models of the interaction between grain and workpiece do not represent the reality and especially the influence of the three-dimensional grain geometry on the temperatures during single grain scratching with sufficient accuracy. An experimental validation of the simulated temperatures has not been carried out yet as there is no appropriate method to measure them in experimental investigations. In this study, a three-dimensional FE-model of the interaction between CBN-grain and workpiece (100Cr6) in the grinding process is presented. The model predicts the chip temperatures for real grain geometries to investigate the interactions between grain and workpiece. The experiments to validate the model were carried out using a ratio pyrometer.
Similar content being viewed by others


1 Introduction
The mechanical and thermal loads occurring during machining processes have a decisive influence on the process result. During grinding, the major part of mechanical energy is transferred into heat due to friction [1]. Since the workpiece material in many cases has the highest thermal conductivity in comparison to all other involved components, a large amount of this heat flows into the workpiece, which leads to high temperatures in the external zone. The high thermal loads can cause tensile residual stresses which negatively influences the mechanical behaviour under dynamic loads. High temperatures in the contact zone, e. g. as a result of high specific material removal rates Q′w, limit the process performance. Thus, a precise prediction of the temperatures is necessary for the knowledge based grinding process design for optimized productivity. For a fundamental understanding of the temperature in grinding, the physical mechanisms during the engagement of single grains must be analysed. Besides analytical models for the prediction of heat flows and temperatures, e. g. based on the temperature models of Carslaw [2] and Jaeger [3], numerical simulations can lead to a better understanding of the heat generation in grinding [4]. In comparison to experimental investigations, they offer the advantage of higher local and temporal solutions. In particular, simulation models allow the calculation of the thermo-mechanical loads at any position of the contact arc. In addition, it is possible to vary influencing variables independantly of each other and thus to analyse systematically the correlations between process parameters and thermo-mechanical loads without cost intensive experimental effort.
Ruttimann et al. [5] developed an approach for the modeling of the chip formation in 90MnCrV8 with diamond grain using the Smooth Particle Hydrodynamics (SPH) method. In the SPH method, the workpiece is modelled by a large number of spheres. The material behaviour is modelled similar to a fluid. Thus, chip formation processes are represented in a simplified form with lower computational effort. In their model, Ruttimann et al. analysed the effects of grain geometry on the resulting forces and compared these results with experimental data. The grains were modelled as cubes or as a combination of hexahedrons and octahedrons.
Röthlin et al. [6] also presented an approach of single and multiple grain grinding simulation of Ti-6Al-4V using the SPH-method. The simplified three-dimensional geometry of the diamond grain was obtained by microscan measurement. The simulation model of the grain-workpiece-interaction was validated by a qualitative comparison of the chip formation. The validation of the simulated forces and temperatures did not take place.
In a hybrid model, Holtermann et al. combined two-dimensional FE-simulation and kinematic penetration calculation [7]. First, a kinematic simulation of the interaction of the CBN grinding wheel topography and the 100Cr6 workpiece was carried out on the basis of geometric penetration calculation. The abrasive grains were composed of a random combination of tetrahedron, octahedron and hexahedron. In the second stage, the thermo-mechanical loads caused by a single grain were determined using a two-dimensional FE-model. Subsequently, the two individual models were linked to a macro model for internal grinding. This enabled an approximation of the thermo-mechanical loads and the resulting surface roughness with high accuracy.
Li and Axinte [8] developed a temperature model in which the three phases of chip formation were integrated. The thermal impact caused by the individual grains on the workpiece (AISI 1055) was simulated. The abrasive grains were approximated as spheres, whereas the grinding wheel topography was modelled with a stochastic method. Spheres were placed in the middle of individual unit cubes and moved randomly. Subsequent simulations of the temperature in the contact zone between grinding wheel and workpiece could be validated experimentally.
Forysiewicz et al. [9] focused on the detailed grain geometry in single grain scratching tests. Using an optical microscope, the silicon carbide grain used was recorded from several sides. The interpolation of the data points provided the hollow profile of the abrasive grain. In the three-dimensional simulation, the grain was modelled as a rigid body and the workpiece made of unhardened steel as an elasto-plastic cuboid. Cutting speeds of vc = 40 m/s to vc = 60 m/s and an infeed of ae = 75 µm were set as process parameters both in the simulation and in experimental tests. Subsequently, a comparison of the resulting scratch geometry was carried out.
The three-dimensional model according to Guerrini et al. considers the normal and tangential forces during single grain scratching of 20MnCr5 with Al2O3 [10]. They also modelled the abrasive grain with a realistic geometry. For this purpose, the surface profile of the grain geometry was determined tactilely. In the simulation, the workpiece was implemented as a plastically deformable fixed cuboid and the abrasive grain as a movable solid. The infeed was varied between ae = 20 µm and ae = 100 µm. During the investigations, the normal and tangential forces were detected and compared with simulation results.
Chen et al. [11] focused on the material removal mechanisms during single grain scratching and developed a three-dimensional model with simplified CBN grain geometry to investigate the influencing parameters on the scratch geometry during rubbing, ploughing and cutting of EN8 steel. They showed that the grain geometry is one of the most influencing parameters on the material removal mechanisms. A qualitative validation of the model with regard to the thermo-mechanical loads did not take place.
Klocke et al. [12] simulated the temperatures during single grain scratching in a two-dimensional FE-model of C45 with a grinding wheel circumferential speed of vs = 45 m/s and a workpiece speed of vw = 180 mm/min and calculated maximum temperatures of tmax = 1700 °C. This was in good accordance with former analytical results.
The research on the current state of the art clarifies that there is no validated simulation model for the prediction of the temperatures during single grain scratching in dependance of the real grain geometry. Thus, in this paper a three-dimensional simulation model for the prediction of the chip temperatures during single grain scratching with real grain geometries is presented. To validate the model a methodology for the measurement of the chip temperatures during single grain scratching by means of a ratio pyrometer was developed.
2 Simulation model
The grain-workpiece-interaction was modelled with real grain geometry in the simulation software Forge NxT of Transvalor. The software has robust remeshing algorithms, which is particularly advantageous for chip-forming manufacturing processes with high strain rates and high degrees of deformation such as grinding. The model consists of the components abrasive grain and workpiece. In addition to the material behaviour of the workpiece, the kinematics of the components and the friction conditions at the contact between abrasive grain and workpiece according to the movement of the grain are defined in the model.
As explained in the state of the art, the grain geometry significantly influences the material removal mechanisms during single grain contact. In order to represent the real contact conditions between abrasive grain and workpiece realistically in numerical models, it is necessary to use a detailed image of the real grain geometry. The abrasive grain geometry was measured with a Keyence VK-X150 Laser Scanning Microscope (LSM). For the use in the simulation model, the digital three-dimensional LSM image of the abrasive grain, which was available as a CAD file, was prepared in a first step by removing the surface data of the surrounding bonding material. Subsequently, the three-dimensional CAD file was converted into STEP format as a solid state model. The surface of the grain was described by triangles. The STEP file was then imported into a CAD software to create a closed surface for the simulation model. The data was then exported as standard tessellation language files (STL file) and imported into the simulation model. The abrasive grain was modelled as a rigid body without a material model because the wear of the CBN grain during scratching was neglected.
A material model according to Hensel-Spittel was chosen for the workpiece material (100Cr6). In the Hensel-Spittel-model the influence of the strain ε, the strain rate ε̇ and the temperature T on the yield stresses σf is considered [13]. The coefficients of the equation are empirically determined coefficients, see Fig. 1 [14].

Material and friction model [13]
The friction behavior between grain and workpiece was modelled according to the viscoplastic law of Norton. The shear stress τ is given as a function of the relative velocity vrel. For 100Cr6 and CBN the coefficient of friction αf = 0.3 and the coefficient pf = 0.15 was used for the sensitivity to the relative velocity [14].
The scratching kinematic of the simulated grain engagement was chosen in accordance with a surface grinding process. ABN900 CBN grains with a diameter of dk = 251 µm were used. A grinding wheel circumferential speed of vs = 20 and vs = 40 m/s and a depth of cut of ae = 1.5 mm was used. The workpiece speed was chosen as vw = 100 and vw = 200 mm/min. The prepared workpieces had a concave radius corresponding to the diameter of the grinding wheel, as shown in Fig. 2. Thus, in combination with the workpiece speed vw a similar engagement situation as in the creep feed grinding process is analysed.

Engagement kinematics
3 Experimental setup
To ensure the prediction accuracy of the simulation, the simulated temperatures have to be compared with the temperatures in the actual scratching process. For the validation of the simulation model single grain scratching tests were carried out with the same process parameters used in the simulation. The short contact times during single grain scratching complicates the detection of the temperatures.
For the experimental determination of temperatures during single grain scratching, a two-colour pyrometer of type Fire 3 from En2Aix-Energy Engineering Aachen GmbH was used (see Fig. 3). The pyrometer allows non-contact temperature measurements for temperatures above Tmin = 250 °C with a sampling rate of up to fab,max = 500 kHz. The two-color pyrometer, also called ratio pyrometer, determines the surface temperature at the measuring point based on the ratio of two intensity signals from different wavelength ranges. The detected intensity I depends among other things on the temperature T and the emissivity ε of the measuring point. This can be neglected as the ratio of two intensity signals for different wavelength is formed. Two-color pyrometers, therefore, do not need to be calibrated dependant on the surface to be measured. The directional dependance of the emissivity ε does not influence the measurement result, which is particularly advantageous for determining the temperature of chips with different geometries and orientations [15]. For the exact positioning, a lens system with a focal length of f = 80 mm was coupled to the optical fiber (core diameter dc = 0.4 mm). This made it possible to increase the distance to the measured object and to reduce the spot diameter. With the aid of a projected laser point through the optical fiber and the lens system, the measuring point was positioned exactly along the scratch path, so that the contact temperature of the chip formed in front of the grain cutting edge was determined.

Experimental setup for temperature measurement with ratio pyrometer
In order to ensure the functionality of the measuring system, preliminary tests with a variation of the process parameters were carried out. Every parameter combination was repeated twice. Blocky CBN-grains with a similar grain geometry have been chosen for each test point. The correlations are shown in Fig. 4. It was observed that the temperature T rises with increasing grinding wheel circumferential speed vs. The lowest temperatures were measured for a grinding wheel circumferential speed of vs = 10 m/s and workpiece speed vw = 200 mm/min. An increase in the workpiece speed to vw = 400 mm/min lead to an increase in the temperature T. Higher temperatures were measured for higher grinding wheel circumferential speeds vs = 20 m/s. The highest temperatures were measured for a grinding wheel circumferential speed vs = 40 m/s. For a grinding wheel circumferential speed vs = 40 m/s, the influence of the workpiece speed vw on the chip temperatures was neglectable. The small variation in the results for every parameter setting, which can be explained by micro wear, verified the functionality of the measuring system. The system will be used in further investigations to analyse the correlations between the real grain geometry and the process parameters on the thermo-mechanical loads in detail. The relevant physical mechanisms that influence the heat generation will be analysed by means of the simulation model.

Influence of the workpiece speed and the grinding wheel circumferential speed on the temperatures
4 Results
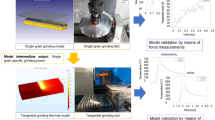
To evaluate the general suitability of the model to predict the chip temperatures, the simulated temperatures were compared with experimental results. As an example, three different parameter settings with three different grains are presented in Fig. 5. The maximum of the average chip temperature in the simulation was compared with the maximum of the smoothed measured temperature in the experiment and are in good agreement. For grain (a) with the highest opening angle α temperatures of Tsim = 1320 °C have been simulated. The experimental temperatures are Texp = 1315 °C. For grain (b) with the same process parameters, the temperatures were lower due to the smaller opening angle of the grain (see Fig. 5). Grain (b) and (c) posses a similar geometry. The higher grinding wheel circumferential speed vs lead to higher temperatures T. In this case, more kinematic energy is transferred into heat during the scratching process, whereas the largest amount flows into chip and workpiece. All these correlations, which have also been proved in former experimental and analytical investigations [16], are correctly represented in the simulation model. This verifies that the chosen methodology for the simulation of the chip temperatures is suitable. Due to the high computational times of ca. 100 h further investigations for varying input variables are in progress to evaluate the prediction accuracy of the model in more detail. As it is difficult to use the grains for test replications because of wear mechanisms, a large number of grains with varying geometry will be used in experiment and simulation. By characterizing their geometry, groups of grains with similar geometries will be formed to identify valid correlations between grain geometry and chip temperatures.

Comparison of simulated and measured temperatures
5 Summary
The presented numerical model allows the simulation of single grain scratching under consideration of the real grain geometry. For this purpose, a procedure was developed which allows the integration of real, optical measured grain geometries into a FEM simulation. The model is able to predict the chip temperatures in good accordance with experimental results, which was proofed by means of a ratio pyrometer.
In the experimental investigations, temperatures during single grain scratching were recorded which are above the usual processing temperatures in metal forming processes. To allow a precise prediction of the scratching forces in the simulation model, the material model is extended for such high temperatures in combination with the high strain rates occurring during grain engagement. For this purpose Split-Hopkinson-Pressure-Bar-Test have already been carried out. Laser flash analysis of the thermal conductivity of CBN grains will help to describe the thermal behaviour of CBN in dependance of the temperature.
In further steps, the simulation model will be used to anlyse systematically the influence of the grain geometry on the thermo-mechanical loads. The gained knowledge contributes to an extended process understanding and gives information for the optimization of grain geometries and grinding tools. For this purpose, an extension of the model to the multi-grain-engagement and other materials is planned. In another current research project, grain wear will be modelled based on the investigation results from this project. By means of these results, the model will be extended to take grain wear into account.
References
Tönshoff HK, Peters J, Inasaki I, Paul T (1992) Modelling and simulation of grinding processes. Ann CIRP 41(3):677–688
Carslaw HS, Jaeger JC (1959) Conduction of heat in solids. Oxford University Press, London
Jaeger JC (1942) Moving sources of heat and the temperature at sliding contacts. Proc R Soc N S W 76:203–224
Aurich JC, Biermann D, Blum H, Brecher C, Carstensen C, Denkena B, Klocke F, Kröger M, Steinmann P, Weinert K (2009) Modelling and simulation of process: machine interaction in grinding. Prod Eng Dev 3:111–120
Ruttimann N, Buhl S, Wegener K (2010) Simulation of single grain cutting using SPH method. J Mach Eng 10(3):17–29
Röthlin M, Afrasiabi M, Wegener K (2019) Meshless single grain cutting simulations on the GPU. Int J Mechatron Manuf Syst 12(3–4):272–297
Holtermann R, Menzel A, Schumann S, Biermann D, Siebrecht T, Kersting P (2015) Modelling and simulation of internal traverse grinding: bridging meso- and macro-scale simulations. Prod Eng Dev 9:451–463
Li NH, Axinte D (2017) On a stochastically grain-discretised model for 2D/3D temperature mapping prediction in grinding. Int J Mach Tools Manuf 116:60–76
Forysiewicz M, Kukielka L, Gotowala K (2016) Finite element simulation of physical phenomena in real conditions of a single grain cutting process. Mater Sci Forum 862:288–297
Guerrini G, Bruzzone AAG, Crenna F (2017) Single grain grinding: an experimental and FEM assessment. Proc CIRP 62:287–292
Chen X, Öpöz T, Oluwajobi T (2017) Analysis of grinding surface creation by single-grit approach. J Manuf Sci Eng 139(12):121007. https://doi.org/10.1115/1.4037992
Klocke F, Beck T, Hoppe S, Krieg T, Müller N, Nöthe T, Raedt HW, Sweeny K (2002) Examples of FEM application in manufacturing technology. J Mater Process Technol 120:450–457
Hensel A, Spittel T (1978) Kraft- und Arbeitsbedarf bildsamer Formgeburgsverfahren. VEB Deutscher Verlag für Grundstoffindustrie, Leipzig
Transvalor SA (2017) Forge NxT reference documentation part 5: process data, 85-86, Biot, France
Müller B (2004) Thermische Analyse des Zerspanens metallischer Werkstoffe bei hohen Schnittgeschwindigkeiten. Dissertation RWTH Aachen University
Rasim M (2016) Modellierung der Wärmeentstehung im Schleifprozess in Abhängigkeit von der Schleifscheibentopographie. Dissertation RWTH Aachen University
Funding
Open Access funding enabled and organized by Projekt DEAL.. The authors would like to thank the German Research Foundation (DFG) for funding the research project KL 500/197-1.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Bergs, T., Röttger, J., Barth, S. et al. Approach to the numerical modelling of the chip temperatures in single grain scratching. Prod. Eng. Res. Devel. 15, 451–455 (2021). https://doi.org/10.1007/s11740-021-01017-7
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11740-021-01017-7