
Abstract
Milling of ferrous metals is usually performed by applying cemented carbide tools due to their high hardness, temperature and wear resistance. Recently, ceramic tool materials have been on the rise and enhanced the efficiency in machining. As ceramics are brittle-hard materials, tool manufacturing requires a sound knowledge in order to meet the tool requirements such as sharp cutting edges and wear resistance. In this study, milling tools made of the high performance ceramic SiAlON were compared to tools made from cemented carbide. For both tool materials, the influence of a prepared cutting edge was investigated. Both the tool manufacturing process and the cutting edge preparation processes are presented, followed by the application of those tools within milling experiments. In order to evaluate the efficiency of both tool types, the cutting forces and the cumulative process energy demand were analyzed. Additionally, surface roughness of the machined workpieces and tool wear were examined. It was found that the ceramic tools, although process forces were higher than for cemented carbide tools, exhibited by far lower energy consumption, less tool wear and finally generated lower surface roughness.
Similar content being viewed by others


1 Introduction
The selection of cutting tools has a significant influence on the productivity of manufacturing processes. Specifically for milling processes, cemented carbide tools are typically used due to their high hardness and predictable fracture toughness. These advantages enable cutting operations for a wide variety of materials at favorably high material removal rates with a long tool life [1]. An additional improvement in tool life can be achieved by choosing ceramics as a tool material. A well-known disadvantage is the low fracture toughness of this material, which prevented its use as a milling tool material in the past. However, the recent developments of high performance ceramics with improved properties have reduced the fracture risk.
Investigations with milling cutters show that the use of high performance ceramics as insert materials instead of cemented carbide can improve tool life, the material removal rate and the surface quality on the workpiece [2]. Milling cutters with inserts are composed tools where the inserts are fixed in an insert holder. They are usually restricted to minimum diameters of d = 12 mm, though many milling operations require smaller diameters. End mills can be manufactured in a wide range of diameters and are typically chosen for milling processes in which milling cutters cannot be applied.
An investigation on the effects of end mills in cutting Inconel 718 was performed by Wacinski [3]. Innovative end mills were manufactured of silicon alumina nitride (SiAlON), based on the findings of Huebert [4]. The investigation shows that compared to cemented carbide tools, end mills made of SiAlON are able to reduce the processing time by about 30%. Another finding was that the cutting edges have a significant influence on the milling process, whereby a suitable preparation of the cutting edges can increase tool life. Until now, only a small number of publications investigated new ceramic materials for end mills, so that this type of tool is rarely applied in industrial environments.
The purpose of this research was to investigate if ceramic end mills can improve the efficiency during the cutting of cast iron. The cutting edge preparation was performed and its influence on the milling process was observed. End mills made of SiAlON and cemented carbide CKi10 were manufactured with sharp and rounded edges. The milling processes with ceramic and cemented carbide end mills were compared with regard to the process forces, the surface quality and the tool wear. Furthermore, the energy consumption in the manufacturing process and the application of the ceramic and the cemented carbide end mills were compared.
2 Tool manufacturing
The performance of end mills is significantly influenced by the shape of the generated wedges and cutting edges. This section describes the different tool grinding operations used to produce the wedges on the end mills as well as the cutting edge preparation process. The tool grinding operations were carried out by the Institute for Machine Tools and Factory Management (IWF), Berlin, according to the findings of Huebert [4]. The cutting edges were prepared by the Institute for Manufacturing Technology and Production Systems (FBK), who applied elastically bonded grinding wheels [5].
2.1 Tool grinding
For end mill manufacturing, different grinding operations have to be carried out, as shown in Table 1. In order to reduce the concentricity error on the blanks of SiAlON and CKi10, a cylindrical grinding process was conducted with a cylindrical grinding wheel 1A1 (Table 2). Furthermore, the functional surfaces of the wedges were generated with the grinding operations flute, peripheral and face grinding (Fig. 1). Flute grinding was carried out on the peripheral surface of the blanks with a cylindrical grinding wheel 1A1 (Fig. 1a). This grinding operation takes a long time caused by the required high material removal. The flutes provide, besides the rake faces of the circumferential wedges, space to transport chips and coolant. For the flank faces of the wedges, an additional peripheral grinding operation was conducted using a cup grinding wheel 11V9 (Table 2). This grinding operation has a low material removal rate, but a large influence on the manufactured wedges and the tool diameter (Fig. 1b). Next to the curved surface, wedges of the face have to be ground (Fig. 1c). The flank faces and the rake face of the wedges were generated by using the cup grinding wheel 11V9. In general, the grinding wheel specification, the grinding strategy and the grinding parameters have an impact on the chipping and rounding size on the cutting edge [4]. A resin bonded grinding wheel has a good damping behavior, resulting in better surface qualities, lower chipping and sharper cutting edges. Because of that, a resin bonded grinding wheel is used for generating the wedge of the milling tool. For the milling experiments, sharp cutting edges with similar sizes of the rounding are preferred. The applied grinding strategy, the grinding parameters and the grinding wheel specification fulfilled these criteria for both materials.

Tool grinding operations: a flute, b peripheral and c face grinding [4]
2.2 Cutting edge preparation
Cutting edge preparation improves the cutting edge toughness, increases the adhesion of functional coatings and enhances the quality of machined surfaces. The cutting edges of the ground end mills were prepared with a method that uses elastically bonded superabrasive grinding wheels (Fig. 2) [6]. This preparation process can be conducted on a tool grinding machine without reclamping. The method is capable of generating individual cutting edge geometries on different cutting tools, such as end mills [5, 7] and indexable inserts [6]. The process is path controlled, but the material removal mechanism depends on the applied force, because the elastically bonded grinding wheels need a certain preload for material removal. Rounded cutting edges result from the soft elastic behavior of the bond, as it enables the nestling around the cutting edge [7].

Cutting edge preparation process at different stages of feed motion while down grinding
The end mills were prepared by a 5-axis CNC tool grinding machine (Walter Helitronic Vision) using mineral oil as grinding fluid. The elastically bonded grinding wheel of shape 1A1 (100 × 5 mm) has a basic bond hardness of 70 Shore A (ShA) and uses diamond grains (D20, C50) as abrasives. The lateral face of the grinding wheel was used for cutting edge preparation (Fig. 2). The down grinding direction was oriented from the face to the shank (see Fig. 2). A cutting speed of vc = 20 m/s, a feed rate of vf = 50 mm/min and a nominal depth of cut of ae = 30 µm were used to machine the cutting edges.
The cutting edge radius rβ and form-factor K [8] were measured to characterize the cutting edge rounding. The cutting edge radius is used for evaluating the size of the rounded cutting edge and the form-factor describes its orientation (Fig. 3). Thereby, the form-factor is the quotient of the cutting edge section on rake face Sy and cutting edge section on flank face Sα, Sα and Sy are defined as the distance between the respective separation point of the cutting edge rounding and the tip of an ideally sharp cutting edge.

Parameters for characterizing the rounded cutting edge [8]
These parameters for characterizing the rounded cutting edges were measured by a digital micro fringe projection sensor MikroCADplus with a resolution of 0.7 µm in x- and y-direction as well as 0.05 µm in z-direction.
The results of the cutting edge measurements for the ceramic and cemented carbide end mills are summarized in Table 3. The respective scanning electron microscopy of the sharp and rounded cutting edges of cemented carbide and ceramic end mills are given in Fig. 4.

Scanning electron microscopy of sharp and rounded cutting edges of cemented carbide and ceramic end mills (accelerating voltage 5 kV, no charging observed)
3 Experimental procedure
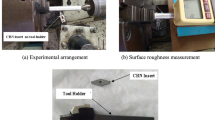
Experiments were carried out on a 5-axis milling machine (DMG Ultrasonic 20 Linear). The manufactured cemented carbide and ceramic tools were applied in a circumferential up-milling process under dry conditions (Fig. 5). Typically, down-milling is recommended when surface quality is in focus. As this work focuses on the comparison between sharp and rounded cutting edges, up-milling is the preferable process in this case, which facilitates the comparison of chip formation on the surface. The process parameters (Table 4) were determined in preliminary experiments, where every parameter was varied in two stages. The width of cut was chosen corresponding to the width of the workpiece (grey cast iron with lamellar graphite EN-GJL-200) and started 1.5 mm above the tool’s end face. The optimum depth of cut and feed rate are the same for both tool materials and consequently remained constant during cutting experiments. The cutting speed depends on the milling tool material and is varied. The cemented carbide tool offers the best performance at a cutting speed of vc = 195 m/min and the ceramic tool at vc = 390 m/min. With these parameters (Table 4), a material removal volume of VW = 18,000 mm3 was machined (material removal rate QW = 4,032 mm3/min). All experiments were repeated three times. For every experiment, a new tool was used.

Experimental setup of circumferential up-milling process
During the experiments, in-situ force and energy measurements were performed. The process forces (Fx = FfN; Fy = Ff; Fz = Fp) were measured at the beginning of every process and after every 6000 mm3 of removed material (Fig. 5). Forces were detected by a dynamometer (Kistler Type 9254) and processed afterwards by applying a low-pass filter (Butterworth-filter 10th order). The reason for the signal noise is the discontinuous cut during milling and the changing chip thickness. The advantage of the filter used is that the high frequencies are filtered and all frequencies below the cut-off frequency are not attenuated or amplified. A typical force signal before and after processing is presented in Fig. 6.

Processing of in-situ force measurements
The surface roughness of the machined surfaces was determined by white light interferometry (Taylor Hobson CCI HD) after the milling experiments. In order to analyze the tool’s productivity, tool wear was evaluated by scanning electron microscopy.
4 Results
The main aspect for the application of ceramic end mills is their higher wear resistance compared to cemented carbide tools, which is presented in Sect. 4.3. In the previous Sects. 4.1 and 4.2, the results from process monitoring and surface quality are shown, describing the machining behavior of both tool types.
4.1 Process forces
Pilot experiments, performed with cemented carbide and ceramic cutting tools with sharp cutting edges, revealed that high cutting speeds (vc = 390 m/min) are only applicable for ceramic end mills (Fig. 7). The cemented carbide tools, in contrast, lead to feed normal forces of up to 140 N, so that low cutting speeds (vc = 195 m/min) are more suitable for this type of tool. The high forces can be explained by heavy wear on the carbide tool, occurring at high cutting speeds. In order to maintain a constant material removal rate (QW = 4032 mm3/min) during the main experiments, the chosen feed rate was kept the same for all experiments (vf = 3360 mm/min). The parameters for each tool material are colored in grey (ceramic) and blue (cemented carbide) in Fig. 7.

Cutting forces from pilot experiments depending on cutting speed and feed rate while machining with ceramic and cemented carbide end milling tools with sharp cutting edge
As previously described (Sect. 2.2), in the main experiments also sharp and rounded cutting edges for both tool materials were compared. This means thatfour different tool types were investigated. The feed normal forces were measured every 6000 mm3 of removed material in order to observe the influence of the tool wear (Fig. 8). Comparing the first force measurement (VW = 300 mm3) of the cemented carbide tool with the last one (VW = 18,000 mm3), forces increase by 25% (from FN = 35 N to FN = 44 N) for the sharp cutting edge and 15% (from FN = 59 N to FN = 68 N) for the rounded cutting edge. For the ceramic milling tools, forces increase by 200% (sharp cutting edge, from FN = 26 N to FN = 76 N) and by 170% (rounded cutting edge, from FN = 39 N to FN = 107 N).

Feed normal forces after different material removal volumes while machining with ceramic and cemented carbide end mills with sharp and rounded cutting edge
Wyen and Wegener already found that higher cutting edge radii lead to higher feed forces during orthogonal turning operations. A large cutting edge radius causes a large deformation of material in front of the cutting edge and thus more energy is necessary to remove the material [9]. The results from this study confirm these findings (Fig. 8).
While machining with the ceramic milling tools, sparks were noticed during the machining process, indicating high temperatures. The interrupted cut performed for this research leads to a quick cooling of the workpiece, which leads to the building of cementite within the surface layer [10]. Cementite causes high abrasive tool wear due to its high hardness and consequently reduces tool life [11]. Cutting edge chipping occurs, resulting in higher feed normal forces.
4.2 Cumulative energy demand
The cumulative energy demand is an indicator to describe the entire energy demand connected to the production, use and disposal of a specific product or service. It is composed of both the direct energy required by a particular process and the indirect energies related to that specific activity (i.e. the sum of all energies demanded by the downstream processes such as material production or transportation) [12]. It is usually expressed as Megajoule-equivalent (MJ-eq).
In this paper, an evaluation and comparison of the applied cemented carbide and ceramic end mills regarding their energy consumption and environmental performance is carried out. The assessment is conducted according to the guidelines proposed by the Association of German Engineers (VDI) and a research study by Kirsch, which evaluates the embodied energy of end mills [12, 13]. A simplified process chain analysis is conducted, in which the material and energy consumption required for production, use and disposal of the end mills are analyzed for individual processes. Regarding the production phase, the system boundary of this evaluation is limited to quantify the embodied energy of the primary product [i.e. cemented carbide and ceramic (SiAlON)] and the energy demanded by the manufacturing processes (i.e. sintering and grinding). According to Kirsch, the energy demand for the use phase can be neglected, as the tools do not consume energy themselves during the machining process. However, energy is consumed in the milling process via the spindle and varies depending on the used type of end mill and tool wear. Therefore, the cutting energy for the conducted experiments is considered within the use phase. The embodied energy of the disposal and possible recycling process is taken into account as well, but the energy required by transportation is not considered. The specifications of the analyzed end mills are presented in Table 5.
In order to determine the embodied energy of the primary production of the blank and the recycling process, a literature research was conducted and the CES Selector was used, which provides a database of materials and process properties, including the corresponding embodied energy [14]. The energy data for the grinding of the end mill’s geometry, the preparation of the cutting edges and the milling process were taken from the experiments within this research.
According to [14], an average embodied energy of 579 MJ/kg for the primary cemented carbide (commercial purity) powder and an average of 109.5 MJ/kg for SiAlON powder can be anticipated. Further, the production of the blank requires a sintering process for both materials. Cemented carbide tools are sintered at a temperature of around 1275–1400 °C, while ceramics are sintered at approximately 1700 °C [15, 16]. Based on Ashby, metal powder and ceramic powder forming processes both require an average of 25 MJ/kg [17]. Subsequently to the production of the blank, the grinding process to produce the end mill’s geometry (Sect. 2.1) has to be assessed. The energy consumption of the grinding machine tool during the process was measured with a three phase power meter type PEL 102 from Chauvin Arnoux. Overall, the consumed energy sums up to 2.52 MJ for grinding the cemented carbide end mill and to 2.6 MJ for grinding the ceramic end mill. The energy consumption for the preparation of the four cutting edges (Sect. 2.2) was assessed respectively and amounts to 0.47 MJ for each end mill. For the use phase the cutting energy for the material removal volume of VW = 18,000 mm3 was evaluated, using the same power meter. At the end of life, both materials can be transported to landfill for disposal [14]. The embodied energy for collection and transportation to the landfill site is generally estimated with around 0.1 MJ/kg [17]. However, at end of life it is also possible to recycle the cemented carbide and thus, return part of the embodied energy (the difference between original embodied energy and energy of recycling). Similar to the primary product, the material specific embodied energy for the recycling process was again taken from [14] with an average of 76.3 MJ/kg for cemented carbide. With a recycling fraction of 100% the potential credit of returned embodied energy is − 12.47 MJ. In case of fine ceramics, the use of sintered recycling material is generally not possible due to the high quality demands on the raw material (purity, grain spectrum) [18]. An overview of all consumed energies is presented in Table 6.
4.3 Surface quality
The surface quality is evaluated using the surface roughness parameter Sa. The raw data is filtered by global leveling and an ISO 16610 Gaussian L-filter with a cut-off λc = 0.8 mm to remove the long wave lengths. The surface roughness values are averages from three repeated experiments. Additionally, surface roughness was measured in three different locations on the machined surface. The results of surface roughness measurements are presented in Fig. 9.

Surface roughness (Sa) after machining of grey cast iron (EN-GJL-200) with cemented carbide and ceramic milling tools with sharp and rounded cutting edges and a material removal volume of VW = 18,000 mm3
Sa values for the surfaces machined with the ceramic milling tools exhibit only 30% of the surfaces machined with the cemented carbide milling tools, with both sharp or rounded cutting edge. While Sa ranges between 1.2 and 2.1 µm for the cemented carbide tool machined surfaces, the ceramic tools generate surfaces with Sa 0.5–0.8 µm. This can be explained by the higher cutting speed set for the ceramic milling tools, which reduces the feed per tooth fz, resulting in lower chip thickness and enhanced surface quality. Consequently, lower values for surface roughness can be machined with the ceramic milling tool under dry conditions.
The examination of the surface topographies, shown in Fig. 10, supports this hypothesis. Both topographies measured after the experiments conducted with cemented carbide milling tools, show a recognizable tool engagement area (red areas in topographies remain due to the transition of the different cutting edges). Additionally, the roughness of the cemented carbide tool’s cutting edges themselves, which is superpositioned to the kinematic roughness, is higher than the ceramic tool’s cutting edge roughness.

Topography differences between machined surfaces with both types of tools
A positive influence of the cutting edge preparation on the surface quality could not be detected within this research. The rounded cutting edges lead to a similar or an even lower surface quality. This was also found by Denkena, who machined the hardened steel AISI52100 with cemented carbide tool inserts with different cutting edge radii [19]. Due to the insulating properties of ceramic tools, heat development becomes beneficial for cutting processes. However, the main aspect for cutting edge preparation is the improved wear resistance, so that the surface quality is only taken into account secondarily [20].
4.4 Tool wear
In general, the cutting edge geometry and the cutting edge preparation technique play a significant role on the milling tool performance. The cutting edge geometry also directly affects the cutting forces, surface quality and tool life [21]. Thus, the resulting tool wear of each milling tool was investigated qualitatively after reaching the final material removal volume of VW = 18,000 mm3 by using scanning electron microscopy. A strong material (EN-GJL-200) adhesion was noticed on the cemented carbide milling tools. This is probably due to the strong affinity of cemented carbide to grey cast iron (Fig. 11) [22]. Hence, for the purpose of further evaluation, it was necessary to etch the milling tools (cemented carbide and ceramics) in order to remove the workpiece material adhesions at the surface.

Scanning electron microscopy of cemented carbide and ceramic milling tools with sharp and rounded cutting edges before etching, adhesions are marked
Sharp and rounded cutting edges of cemented carbide and ceramic milling tools after etching are shown in Fig. 12.

Scanning electron microscopy of cemented carbide and ceramic milling tools with sharp and rounded cutting edges after etching
A comparison between the two types of cutting edges of the cemented carbide milling tool show the lack of stability of the sharp, unprepared cutting edge. Progressing irregular breakouts can be observed. In contrast, the rounded cutting edges with low chipping show higher stability and moderate wear progress in terms of partly outbreaks on the cutting edge. The sharp ceramic milling tool seems to have an overall lower chipping at the cutting edge after tool grinding compared to the sharp cemented carbide tool. Hence, irregular wear progress is lower. Comparing the ceramic and cemented carbide milling tool, the cutting edge geometry and surface topography of the rounded cutting edges after cutting edge preparation can be evaluated similarly (Fig. 4, Sect. 2.2). However, the wear state of the ceramic milling tool after machining can be evaluated as less worn regarding the surface topography of the cutting edge.
5 Summary and outlook
In this study, a comparison between the performance of ceramic and cemented carbide end mills was conducted. Both types of tools were applied with prepared and unprepared cutting edges in order to show how this modification influences the machining results. It was found out that ceramic end mills enhance the performance in milling grey cast iron. This finding is based on the following observations:
The additional hardness of high performance ceramics leads to less tool wear in comparison to cemented carbide tools.
The surface roughness could be decreased by ceramic end mills, both with prepared and unprepared cutting edges.
The use of ceramic end mills contributes to an ecological and economic production by saving energy resources, measured by cumulative energy demand.
The rounded cutting edges lead to higher feed normal forces but do not decrease surface roughness significantly for both tool materials. Cumulative energy demand is slightly higher for tools with prepared cutting edges, but the advantages of lower tool wear overcome this drawback.
The latest developments for high performance ceramics have eliminated the previous disadvantage of a low fracture toughness. The experimental results show that the high performance ceramic SiAlON can be used as a milling tool material without restrictions compared to carbide.
For more detailed results about the tool wear, further investigations with a higher material removal volume need to be carried out. Another influence on the performance and wear characteristics are hard material coatings, which were not considered in this study. In further experiments with coated end mills a comparison for a specific application should be conducted to confirm the presented results and to assess the economic benefits. Nevertheless, the presented results emphasize the potential of high performance ceramics for milling operations and the value for industrial application.
References
Davis JD (1995) ASM specialty handbook: tool materials. ASM International, Cleveland
Isik Y (2014) The performance evaluation of ceramic and carbide cutting tools in machining of austemepered ductile irons. Uludag Univ J Fac Eng 2(19):67–76
Wacinski M (2016) Keramische Schaftfräswerkzeuge für die Hochgeschwindigkeitsbearbeitung von Nickelbasis-Legierungen. Dissertation, Berichte aus dem Produktionstechnischen Zentrum Berlin
Hübert C (2011) Schleifen von Hartmetall- und Vollkeramik-Schaftfräsern. Dissertation, Berichte aus dem Produktionstechnischen Zentrum Berlin
Effgen C, Kirsch B (2013) A new method for the preparation of cutting edges via grinding. Adv Mater Res 769:85–92
Aurich JC, Effgen C, Kirsch B (2016) Cutting edge preparation with elastic bonded superabrasive grinding wheels. CIRP Ann Manuf Technol 65:329–332
Aurich JC, Effgen C (2015) Influence of the machining conditions when preparing cutting edges with elastic bonded grinding wheels. Prod Eng Res Devel 9:329–336
Denkena B, Biermann D (2014) Cutting edge geometries. CIRP Ann Manuf Technol 63:631–653
Wyen CF, Wegener K (2010) Influence of cutting edge radius on cutting forces in machining titanium. CIRP Ann Manuf Technol 59:93–96
Beck J (2014) Fräsen von Gusseisenwerkstoffen mit Keramik, PCBN und Cermet Schneidstoffen. Whitepaper Fräsen CeramTec 6:4–13
Dawson S, Hollinger I, Robbins M, Daeth J, Reuter U, Schulz H (2001) The effect of metallurgical variables on the machinability of compacted graphite iron. Soc Autom Eng 1:1–19
VDI 4600 (2012) Kumulierter Energieaufwand (KEA)—Begriffe, Berechnungsmethoden, VDI-Gesellschaft Energie und Umwelt
Kirsch B, Effgen C, Büchel M, Aurich JC (2014) Comparison of the embodied energy of a grinding wheel and an end mill. Conf Life Cycle Eng Proc CIRP 15:74–79
(2012) CES EduPack software, Granta Design Ltd, Cambridge
Ishida T, Moriguchi H, Ikegaya A (2011) Development of cemented carbide tool of reduced rare metal usage. Sci Tech Rev 73:52–55
Lopez de Lacalle LN, Lamikiz A, Fernández de Larrinoa J, Azkona I (2011) Advanced cutting tools, machining of hard materials. Springer, London, pp 33–86
Ashby MF, Jones DRH (2013) Engineering materials 2. Butterworth Heinemann, Oxford
Martens H, Goldmann D (2016) Recyclingtechnik. Springer Fachmedien, Wiesbaden
Denkena B, Grove T, Maiss O (2015) Influence of the cutting edge radius on surface integrity in hard turning of roller bearing inner rings. Prod Eng Res Dev 9:299–305. https://doi.org/10.1007/s11740-015-0615-x
Wang B, Liu Z (2016) Cutting performance of solid ceramic end milling tools in machining hardened AISI H13 steel. Int J Refract Met Hard Mater 55:24–32
Davoudinejad A, Noordin MY (2014) Effect of cutting edge preparation on tool performance in hard-turning of DF-3 tool steel with ceramic tools. J Mech Sci Technol 28(11):4727–4736
Chen J, Liu W, Deng X, Wu S (2016) Tool life and wear mechanism of WC-5TiC-0.5VC-8Co cemented carbides inserts when machining HT250 gray cast iron. Ceram Int 42(8):10037–10044
Acknowledgements
Open Access funding provided by Projekt DEAL. The authors would like to thank the German Academic Association for Production Technology (Wissenschaftliche Gesellschaft für Produktionstechnik WGP) for supporting the working group “Bearbeitung sprödharter Werkstoffe”. In addition, the authors would like to thank the former members S. Baron, J. Bruckhoff, C. Effgen and A. Wippermann, who contributed significantly to the preparation, the experiments and the analysis. We appreciate their involvement and impact in the working group “Bearbeitung sprödharter Werkstoffe”.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
This paper was written within the working group “Machining of brittle-hard materials (Bearbeitung sprödharter Werkstoffe)”, hosted by the “German Academic Association for Production Technology (Wissenschaftliche Gesellschaft für Produktionstechnik WGP)”. The collaborative work between the above mentioned institutes is the object of this study.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Dröder, K., Karpuschewski, B., Uhlmann, E. et al. A comparative analysis of ceramic and cemented carbide end mills. Prod. Eng. Res. Devel. 14, 355–364 (2020). https://doi.org/10.1007/s11740-020-00966-9
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11740-020-00966-9