
Abstract
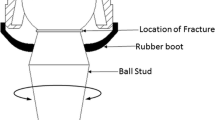
A failure investigation was performed on a ball joint from an ATV front suspension system. The location of the fracture was the bearing ball/stud interface, which is a fusion-welded joint, and occurred after approximately 20 h of field-testing. The two parts are made out of carbon steel and were previously heat-treated. Many elongated MnS inclusions were found in the stud material, and these inclusions were parallel to the symmetry axis. Even though these inclusions were not significantly sized, their number was important. Macroscopic evidence showed that the joint failed in a ductile mode under centered tensile overload. Microscopic examination showed that MnS orientation changed in the fusion joint area. The inclusions had been redirected during the welding process and laid parallel to the fracture surface. This reorientation caused a significant decrease in the effective cross section of the joint and overload fracture occurred.










Similar content being viewed by others


References
Brooks, C.R., Choudry, A.: Failure Analysis of Engineering Materials, p. 233. McGraw-Hill (2002)
Fractography, Metal Handbook, vol. 12, 9th edn., p. 104. ASTM International (1987)
Failure Analysis and Prevention, Metal Handbook, vol. 11, 9th edn., p. 322. ASTM International (1986)
Welding, Brazing and Soldering, Metal Handbook, vol. 6, 9th edn., pp. 1073–1074. ASTM International (1993)
Banuta, M.: Évaluation métallurgique des tubes soudés (Welded Tubes Micrographic Evaluation), company testing report (2007) (in French)
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Banuta, M., Tarquini, I. & Gauvin, B. Failure of a Fusion Welded Ball Joint as a Result of Modification in MnS Direction. J Fail. Anal. and Preven. 8, 426–430 (2008). https://doi.org/10.1007/s11668-008-9164-3
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11668-008-9164-3