
This paper is an attempt to understand the characteristics of Al + TiO2 + Gr hybrid ball-milled composite powders, which would probably have extensive applications in the near future. Aluminum with titanium dioxide (TiO2) and graphite (Gr) powders was ball-milled in order to get a composition like: Al + 0% TiO2, Al + 5% TiO2, Al + 5% TiO2 + 2% Gr, Al + 5% TiO2 + 4% Gr and Al + 5% TiO2 + 6% Gr. The grain size, lattice space, lattice constant, stress, strain, dislocation density, and volume of the unit cell were calculated according to the data of X-Ray diffraction analysis of milled powders. Compressibility tests were performed in a hardened steel die under pressures between 100 to 500 MPa to determine Al with 5 wt.% TiO2 and 2 & 4 wt.% of Gr powder mixtures. For understanding the compaction behavior of aluminum-based hybrid composites reinforced with TiO2 and Gr particles under various applied pressure conditions, the experimental research was realized by using several powder compaction equations. The microstructure analysis is reported for the Al + 5% TiO2 + 6% Gr composite.
Similar content being viewed by others

Aluminum matrix composites have various applications in the aerospace, automobile, military and electronic industry due to their low density, high toughness, good mechanical properties, and high corrosion resistance [1]. Numerous versions of reinforcements are used to produce aluminum matrix composites. Instead of all, titanium dioxide (TiO2) was also found to be a good one because it has high hardness, high modulus, and wear resistance [2]. Adding of a single reinforcement to the matrix material improves the strength and hardness of the material but leads to the machining problem [3]. In recent years, the “aluminum alloy–graphite particulate composite” is used in various applications because of its low friction and wear, improved machinability, low thermal expansion, and high damping density [4]. In the present work, both the hard TiO2 and soft graphite powders are used as reinforcements to produce aluminum hybrid composites and they are expected to be used in various applications. The mechanical alloying process is used to produce advanced composite materials [5]. Mechanical alloying is a widely used technique in synthesizing nanocrystalline materials. It was also used to prevent the reinforcement clusters or agglomerates on the matrix, especially in the case of small-size reinforcement particles that produce uniform dispersion in the matrix. The homogeneous dispersion of fine reinforced particles in a fine-grained matrix is beneficial for the mechanical properties of metal-matrix composites [2]. A number of research works have been performed on processing the aluminum-matrix composites via mechanical milling. Meanwhile, mechanical milling affects the morphology and hardness of powder particles and, thus, it influences the compressibility of milled powders [6].
Materials are characterized by a grain size (or particulate size) of up to about 100 nm. These materials exhibit enhanced mechanical and magnetic, elevated temperature and optical, and excellent catalytic properties [7]. It was reported that the high-energy ball milling was used to improve the distribution of particles throughout the matrix [8]. The microstructure analysis of the Al–Al2O3 composite produced by the mechanical alloying method was studied in [9]. In [10], the authors synthesized high-volume-fraction Al–Al2O3 nanocomposite powders by high-energy milling and studied the characteristics of milled powders. X-ray diffraction is a convenient method for determining the mean size of crystallites in crystalline bulk materials. The first scientist, Paul Scherrer, published his results in a paper containing an equation that became known as the Scherrer equation in 1981. This can be attributed to the fact that the “crystallite size” is not a synonym of the “particle size”, while the X-Ray diffraction is sensitive to the crystallite size inside the particles.
The aim of present work is to prepare aluminum hybrid composite powders that consist of TiO2 and Gr by using the process of ball milling. An attempt was made to compute the grain size, lattice strains, stresses, lattice space, lattice constant, dislocation density, and the volume of unit cell for mechanically milled powders. The grain size was found by using the Williamson–Hall and Scherrer equations. The microstructure analysis was carried out to reveal the presence of reinforcement particles during ball milling.
Experimental Details
Atomized aluminum (Al) powder with a size of −325 mesh and a purity of 99.7% supplied by Kemphasol, Mumbai, India, was used as the matrix material and the rutile phase of titanium-di-oxide (TiO2) and graphite powders supplied by the Acechemie (India) were used as the reinforcement material. Natural graphite is a mineral consisting of graphitic carbon. It considerably varies in crystallinity. Natural graphite is an excellent conductor of heat and electricity. It is stable over a wide range of temperatures. Graphite is a highly refractory material with a high melting point (3650°C).
The required masses of Al, TiO2, and Gr were accurately weighed in an electronic weighing machine. The powders were milled for 20 h in a ball mill with a speed of 100 r/min. The vial of the ball mill was made of highly hardened stainless steel material. Hardened high-speed steel balls with a diameter of 10 mm were used and the ball-to-powder ratio was 1:1. The X-ray diffraction analysis was carried out by using a PANalyticalX’Pert X-ray diffractometer, CuKα target (λ= 1.5418 Å), to determine the lattice space, lattice constant, grain size, lattice strains, stresses, dislocation density, and unit-cell volume of the milled composite powders by the following equations [11]:
The grain size was determined by using the Williamson-Hall equation:
where k is the shape factor (0.94), λ is the wavelength of the applied X-rays (λ = 1.5406 Å), θ is the Bragg diffraction angle, and β is the FWHM in radian, t is the effective crystallite size, and ε is the value of strains.
The Scherrer equation has the form
The value of strains (ε) can be found from the following relation:
where D is the grain size.
The dislocation density (δ) is given by the formula:
where ε is the value of strains, a is the lattice parameter, and D is the grain size.
The stresses were determined by the formula:
The FWHM is obtained from the equation
The lattice parameter was determined for each diffracting plane from the XRD patterns:
where E is the Young’s modulus of the powder; δ is Poission’s ratio for the powders; a 0 is the bulk lattice constant, and a is lattice constant of the powders. In order to study the compressibility of different powder blends, the density after compaction under prescribed pressure was measured and recorded. The compressibility testing of powder mixtures was carried out by using computerized universal testing machine with a capacity of 400 kN (Venus Instruments, India; Model: UTV-40PC, SR No.: 2011/[4084]) with the help of a suitable punch and die. The known values of relative densities and applied pressure were used in the Heckel–Balshin compaction equation to validate the results. The standard deviations from the linearity of the measured values and regression equations for all samples were determined by using the Origin-8 software.
The milled Al + 5% TiO2 + 6% Gr hybrid composite powders were compacted in a 400 kN hydraulic press by using a punch and a die. The compaction pressure was 500 MPa and the specimen dimensions were 24 mm in diameter and 12 mm in height. The procedure of sintering was performed in a muffle furnace at a temperature of 590°C for a period of 3 h.
The SEM analysis of the sintered Al + 5% TiO2 + 6% Gr composite was conducted by using the FEI Quanta FEG 200-SEM. The microstructure analyses were carried out for the sintered hybrid composite specimen using an optical microscope and the image analyzing software (Media Image Technologies Pvt. Ltd. Hyderabad) to study the grain boundary and bonding between the matrix and reinforcements.
Results and Discussion
XRD Analysis of Milled Powders. The XRD patterns of Al + 0% TiO2, Al + 5% TiO2, Al + 5% TiO2 + 2% Gr and Al + 5% TiO2 + 4% Gr composite powders reported in the previous publication were used to compute the structural parameters [12]. In the present study, the XRD pattern of Al + 5% TiO2 + 6% Gr composite powders is given in Fig. 1. The calculation of particle sizes, stresses, volume of the unit cell, dislocation density, lattice constant, and lattice strains for mechanically milled powders is very important because the phase constitution and transformation characteristics appear to be critically dependent on the properties mentioned above. The average grain size, strains, stresses, and dislocation density are found by using Eqs. (1)–(5) for all composite powder blends and all values are tabulated in Table 1. The cold working or plastic deformation of metal powders was used to produce appreciable changes in the distribution of intensity of the diffracted X-rays.

X-ray diffraction patterns of the Al + 5% TiO2 + 6% Gr composite powders.
In Fig. 2, we show the effect of addition of reinforcement on the grain size computed by using the Williamson-Hall and Scherrer equations. It follows from Fig. 2 that the increase in grain size is observed after the addition of 5 wt.% TiO2 to the Al matrix. The grain size increases with the addition of increasing weight percentage of graphite due to the agglomeration of particles. The size of powder particles changes with the duration of milling as a result of the action of two opposing factors: cold welding and fracture of powder particles. While cold welding increases the particle size, fracture reduces the particle size. Hence, under the conditions of continued milling with increasing weight percentage of graphite powders, the particle size increases. It is expected that the addition of hard nature of TiO2 powders decreases the grain size. However, here, the increase in the grain size observed in the present study could be explained by the minimum milling time and energy. Moreover, similar results were obtained in [14]. For the 2024 aluminum composites reinforced with various weight percentages of TiO2 nanoparticles in the early stage of milling, the authors reported that the A2024 powders are flattened by the ball–powder–ball collisions. After this, the TiO2 particles are embedded in the A2024 powders and progressively dispersed in the matrix. The increased average particle size of the powder milled for 12 h confirms that the A2024 powders undergo repeating plastic deformation, fracture, and the process of cold welding [13]. The maximum stress–strain values are obtained for the Al + 5% TiO2 + 6% Gr composite powders. In [2], it was reported that, as compared with the nano-Al–TiO2 composite, the grain size of the microcomposite is larger due to the more pronounced agglomeration of TiO2 with the aluminum matrix. Thus, the agglomeration of reinforcement powders plays a vital role in the process of mechanical milling.

Effect of reinforcements on the grain size: (I) Al + 5% TiO2; (II) Al + 5% TiO2 + 2% Gr; (III) Al + 5% TiO2 + 6% Gr; (IV) Al + 5% TiO2 + 4% Gr; (□) Scherrer equation; (○) Williamson–Hall equation.
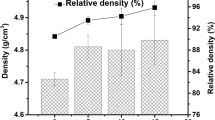
Compressibility of Al–TiO 2 –Gr Mixture Powders. The experimental procedure of compaction of the Al–TiO2 –Gr mixture powders and the densification curves were presented in the previous works [13]. In the present study, the Al + 5% TiO2 + 6%Gr powder mixture is compared with another composition of mixtures. The correlation between the amounts of TiO2 and Gr and the relative density is shown in Fig. 3. It is seen that the maximum densification (98.4) was obtained for the unreinforced aluminum under a pressure of 500 MPa. However, for the same compaction pressure, the degree of densification obtained for the Al + 5% TiO2 + 6% Gr hybrid composites is 93.2%. Similar results were also reported in [14] for the Al–SiC composites. The authors of [15] explained that the cause of the decrease in densification could be explained by the fact that ceramic reinforcement particles are harder than the base soft Al matrix powder and, hence, in the course of compaction, they are not extruded in the pore space.

Compressibility curves for milled powders: (□) Al; (△) Al + 5% TiO2 ; (▽) Al + 5% TiO2 + 2% Gr; (s) Al + 5% TiO2 + 4% Gr; (◁) Al + 5% TiO2 + 6% Gr.
Experimental Results Using Different Compressibility Equations. The Al–TiO2–Gr mixture powders were tested by using the mathematical equation of densification deduced by Heckel and Balshin. The first equation of Heckel takes into account the processes running under pressing. This equation is applicable to metallic powders for 100–700 MPa, where substantial rearrangements of particles occur. In Figs. 4, 5, we show the relationship between the relative density and applied pressure and the regression equations for Al + 0% TiO2, Al + 5% TiO2, Al + 5% TiO2 + 2% Gr, Al + 5% TiO2 + 4% Gr, and Al + 5% TiO2 + 6% Gr samples. From the Balshin densification model, we understand the influence of the amount of TiO2 and Gr on the linearity of the model. It is observed that the deviation from the linearity of densification curves for experimental green compacts according to the Heckel model is affected by the presence of TiO2 and Gr reinforcing elements. Similar results were obtained by the authors of [14] who investigated the compaction behavior of aluminum-based composites reinforced with silicon carbide particles.

Densification curves according to the Balshin equation. (1) = 0.1058x + 1.7145: R2 = 0.96385; (2) = 0.1131x + 1.6889: R2 = 0.9586; (3) = 0.1183x + 1.6723: R2 = 0.96536; (4) = 0.1298 x + 1.6214: R2 = 0.99138; (5) = 0.1208 x + 1.6547: R2 = 0.9787 (the same notation as in Fig. 3).

Densification curves according to the Heckel equation. Error! Objects cannot be created from editing field codes. = 0.00714x + 0.9249: R2 = 0.9571; y = 0.00573x + 0.9692: R2 = 0.9237; y = 0.00535 x + 0.9552: R2 = 0.9127; y = 0.0.00446 x + 0.9225: R2 = 0.9001; y = 0.00406 x + 0.8338: R2 = 0.9127 (the same notation as in Fig. 3).
Microstructural Analysis of the Sintered Composite
The cross section of the sintered sample was prepared to reveal the uniform distribution of hard particles in the aluminum matrix. In Fig. 6a, we present the scanning electron microscope image of the sintered Al + 5% TiO2 + 6% Gr hybrid composite. It shows a reasonably uniform distribution of reinforcement particles and good interfacial integrity. The uniform distribution of hard TiO2 and Gr reinforcement particles was obtained due to the ball-milling process with suitable ball-milling parameters. The size of the reinforcement particles was also measured by the SEM instrument and is displayed in Fig. 6b in nanometers. In Fig. 7, we present the crosssectional microstructure image of the Al + 5% TiO2 + 6% Gr hybrid composite obtained in the optical microscope. In general, the reinforcement particles were clearly identified in the cross-sectional image [16]. Here, the TiO2 and Gr reinforcement particles are well distributed in the aluminum matrix and visible as black and

SEM image of the sintered (a) Al + 5% TiO2 + 6% Gr hybrid composite (b), the magnified view of (a) shows the size of TiO2 particles.

Optical-microscope image of the sintered Al + 5% TiO2 + 6% Gr hybrid composite: (a) 100 μm scale; (b) 25 μm scale.
CONCLUSIONS
Aluminum hybrid composite powders are successfully synthesized after 20 h of ball milling at a speed of 100 rpm. The grain size of milled powders was found by using the Williamson–Hall equation. For Al + 5% TiO2 + 6% Gr hybrid composites, the grain size was as large as 224.624 nm and, for the unreinforced aluminum, the grain size was 142.733 nm. The increase in grain size is caused by cold welding and agglomeration of both hard and soft reinforcements with the ductile nature of the matrix materials. The lattice constant, lattice space, dislocation density, volume of unit cell, stresses, and strains were determined for all milled composite powders. As a result of adding hard and brittle TiO2 and soft Gr powders to soft aluminum, the compressibility decreases. This decrease is in agreement with the experimental compressibility curves and the calculated (according to the Heckel and Balshin model) compressibility curve for all mixtures. It is noted that the maximum densification (98.4) is obtained for the unreinforced aluminum under a pressure of 500 MPa. However, for the same compaction pressure, the densification obtained for the Al + 5% TiO2 + 6% Gr hybrid composites is 93.2%. The analysis of the data of scanning electron microscope reveals the uniform distribution of reinforcement (TiO2 and Gr) particles in the Al matrix, and the sizes are displayed in the SEM images. The optical microscopic analysis reveals the formation of the grain boundary and the interfacial bonding between the reinforcements and the matrix.
References
M. Rahimian, N. Parvin, and N. Ehsani, “The effect of production parameters on microstructure and wear resistance of powder metallurgy Al–Al2O3 composite,” Mater. Design, 32, 1031–1038 (2011).
S. Sivasankaran, K. Sivaprasad, R. Narayanasamy, and V. Kumar Iyer, “An investigation on flowability and compressibility of AA 6061 100−x-x wt.% TiO2 micro and nanocomposite powder prepared by blending and mechanical alloying,” Powder Technol., 201, 70–82 (2010).
P. Ravindran, K. Manisekar, P. Narayanasamy, N. Selvakumar, and R. Narayanasamy, “Application of factorial techniques to study the wear of Al hybrid composites with graphite addition,” Mater. Design, 39, 42–54 (2012).
F. Akhlaghi and S. A. Pelaseyyed, “Characterization of aluminum/graphite particulate composites synthesized using a novel method termed “in-situ powder metallurgy,” Mater. Sci. Eng. A, 385, 258–266 (2004).
M. Adamiak, “Mechanical alloying for fabrication of aluminum matrix composite powders with Ti–Al intermetallics reinforcement,” J. Arch. Mater. Manufact. Eng., 31, 191–196 (2008).
H. Z. Razavi, H. R. Hafizpour, and A. Simchi, “An investigation on the compressibility of aluminum/nanoalumina composite powder prepared by blending and mechanical milling,” Mater. Sci. Eng. A, 454–455, 89–98 (2007).
V. Viswanathan, T. Laha, K. Balani, A. Agarwal, and S. Seal, “Challenges and advances in nanocomposite processing techniques,” Mater. Sci. Eng. R, 54, 121–285 (2006).
J. B. Fogagnolo, F. Velasco, M. H. Robert, and J. M. Torralba, “Effect of mechanical alloying on the morphology, microstructure and properties of aluminum matrix composite powders,” Mater. Sci. Eng. A, 342, 131–143 (2003).
S. M. Zebarjad and S. A. Sajjadi, “Microstructure evaluation of Al–Al2O3 composite produced by mechanical alloying method,” Mater. Design, 27, 684–688 (2006).
B. Prabhu, C. Suryanarayana, L. Ana, and R. Vaidyanathan, “Synthesis and characterization of high volume fraction Al–Al2O3 nanocomposite powders by high-energy milling,” Mater. Sci. Eng. A, 425, No. 2, 192–200 (2006).
S. Sivasankaran, K. Sivaprasad, R. Narayanasamy, and P. V. Satyanarayana, “X-ray peak broadening analysis of AA 6061100−x−x wt. % Al2O3 nanocomposite prepared by mechanical alloying,” Mater. Charact., 62, 661–672 (2011).
M. Ravichandran, A. N. Sait, and V. Anandakrishnan, “Synthesis and forming behavior of aluminum-based hybrid powder metallurgic composites,” Int. J. Min. Met. Mater., 21, 181–189 (2014).
J. H. Shin, H. J. Choi, and D. H. Bae, “The structure and properties of 2024 aluminum composites reinforced with TiO2 nanoparticles,” Mater. Sci. Eng. A, 607, 605–610 (2014).
C. Ghia and I. N. Popescu, “Experimental research and compaction behavior modeling of aluminum based composites reinforced with silicon carbide particles,” Comp. Mater. Sci., 64, 136–140 (2012).
A. Hafeez and V. Senthilkumar, “Consolidation behavior of mechanically alloyed aluminum based nanocomposites reinforced with nanoscale Y2O3/Al2O3 particles,” Mater. Charact., 62, 1235–1249 (2011).
S. Romankov, Y. Hayasaka, I. V. Shchetinin, J.-M. Yoon, and S. V. Komarov, “Fabrication of Cu–SiC surface composite under ball collisions,” Appl. Surf. Sci., 257, 5032–5036 (2011).
Author information
Authors and Affiliations
Corresponding author
Additional information
Published in Fizyko-Khimichna Mekhanika Materialiv, Vol. 51, No. 4, pp. 136–143, July–August, 2015.
Rights and permissions
About this article

Cite this article
Ravichandran, M., Vidhya, V. & Anandakrishanan, V. Study of the Characteristics of AL + 5 wt.% TiO2 + 6 wt.% GR Hybrid P/M Composite Powders Prepared by the Process of Ball Milling. Mater Sci 51, 589–597 (2016). https://doi.org/10.1007/s11003-016-9880-x
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11003-016-9880-x