
Abstract
Highly porous, In-filled CoSb3 skutterudite materials with an attractive thermoelectric figure of merit (ZT ~ 1) and corresponding dense samples were fabricated through the cost-effective method of reduction in oxides in dry hydrogen and the pulsed electric current sintering (PECS) method, respectively. The reduction process was described in detail using in situ thermogravimetric analysis of Co2O3, Sb2O3 and In(NO3)3·5H2O separately and in a mixture. Two methods to synthesise the same material were examined: (a) free sintering of an initially reduced powder and (b) PECS. The free-sintered materials with higher porosities (up to ~ 40%) exhibited lower values of electrical conductivity than the dense PECS samples (porosity up to ~ 5%), but the benefit of an even sixfold reduction in thermal conductivity resulted in higher ZT values. The theoretical values of thermal conductivity for various effective media models considering randomly oriented spheroid pores are in good agreement with the experimental thermal conductivity data. The assumed distribution and shape of the pores correlated well with the scanning electron microscope analysis of the microstructure. The lowest value of thermal conductivity, equal to 0.5 W/m K, was measured at 523 K for In0.1Co4Sb12 with 41% porosity. The highest value of ZTmax = 1.0 at 673 K was found for the In0.2Co4Sb12 sample in which the porosity was 36%.
Graphic abstract

Similar content being viewed by others

Introduction
Thermoelectric (TE) materials are being widely investigated and developed due to their potential applications for the construction of devices that allow direct conversion of heat into electrical energy. The advantages of these devices, i.e. small weight and size, simple construction and high reliability, are attractive for the construction of devices improving the efficiency of, for example, automotive drivetrains, power plants and other energetic devices for the recovery of waste heat. The main barriers to this technology are their still inadequate efficiency and quite high costs of production. However, continuous progress in thermoelectric materials engineering results in the improvement in energy conversion efficiency and the reduction in production costs.
The thermoelectric performance of a thermoelectric material is characterised by the so-called dimensionless figure of merit, ZT = T(S2σ)/κtot, where S is the Seebeck coefficient, σ is the electrical conductivity and κtot is the total thermal conductivity, which consists of two components: the lattice thermal conductivity κl and the electrical thermal conductivity κe. Therefore, to obtain satisfactory performance of TE materials, it is necessary to enhance their thermoelectric properties, such as their Seebeck coefficient and electrical conductivity, and to decrease their total thermal conductivity.
Among various thermoelectric materials, skutterudites, particularly those based on cobalt triantimonide CoSb3, have attracted the attention of researchers [1,2,3,4,5] mainly due to their excellent electronic properties and the relatively low price of their constituent elements. Skutterudites crystallise in the Im-3 body-centred cubic structure. The structure, presented in Fig. 1, consists of Sb atoms in the 24 g (0, x, y) Wyckoff position. The strongest Sb–Sb bonds form rectangles with shorter bonds (2.92 Å, all given bond lengths are obtained from a Rietveld refinement of the PECS01 sample investigated in this paper) forming polyhedra marked in purple, and longer ones (2.97 Å) between the polyhedra. The other Sb–Sb bonds on the polyhedra are weaker (3.71 Å). The antimony rectangles are joined by Co atoms in position 8c (0.25, 0.25, 0.25) with 2.52 Å bonds. The unit cell contains two cages (polyhedra marked in purple in Fig. 1), centred in the 2a (0, 0, 0) position that are large enough to accommodate a metal atom and create a so-called filled skutterudite (RCo4Sb12) [6]. The filling atom, R, is weakly bound to the antimony atoms. The length of the bonds is 3.36 Å, which is more than the sum of the corresponding atomic radii of 3.00 Å (in the case of In filling). Thus, the filling atom may act as a “rattler”, which can enhance phonon scattering and thus lower the thermal conductivity. Additionally, the filling atom acts as electron donor, improving the electrical conductivity. The lower values of thermal conductivity and higher electrical conductivity of filled skutterudites are in agreement with the phonon glass–electron crystal (PGEC) concept [7]. Many dopants are considered to be promising candidates, i.e. alkaline metals (Na [8], Li [9], Ba [10],) rare-earth metals (e.g. Yb ZTmax = 1.4 at 823 K [11], Ce ZTmax = 1.3 at 850 K [1]) and In (ZTmax = 1.5 at 725 K) [12]. The intermediate temperature range (670–870 °C) at which the skutterudites’ ZT parameter is the highest makes these materials excellent candidates for many applications, for example in the automotive industry [13, 14]. Skutterudites are relatively cheap in comparison with other materials currently used in thermoelectric modules. For example, the estimated cost of production of 1 kg of raw material in the case of Si–Ge alloy is USD 679; for Bi2Te3, it is USD 110; and for skutterudites, it is USD 10–37 [15,16,17]. However, large-scale and low-cost production technologies have not been developed yet for these materials.

Crystal structure of In-filled CoSb3. Orange atoms—Sb, blue—Co, purple—In. For clarity, the figure presents fully filled skutterudite, corresponding to the InCo4Sb12 composition
Typical powder metallurgy methods, commonly used in laboratories for the synthesis of skutterudites, often require pure metals as raw elements and a long synthesis procedure lasting up to 7 days and consisting of several stages, such as annealing, grinding and consolidation [18, 19]. Moreover, because of the high volatility of Sb, sealed quartz ampules are usually applied, which influences the costs of synthesis [18,19,20,21]. Therefore, for large-scale production of TE materials, faster and cheaper production methods need to be developed. Several rapid fabrication techniques have been proposed for the Co–Sb system. Melt-spinning [22], microwave synthesis [23] and melting and quenching in air [12] have been successfully used to produce CoSb3-based skutterudites.
The reduction in reagents in the form of metal oxides in a hydrogen atmosphere may be an alternative route to large-scale production of TE materials. This method may be cheaper because of the lower price of oxides in relation to high purity metals, and due to the shorter synthesis time. Furthermore, it does not require any specialised and expensive equipment. And finally, most importantly, it is possible to obtain a relatively large porosity, which may be favourable for the further reduction in costs and increase in the materials’ ZT. The reduction in oxides with gaseous agents generally takes place at the surface of the oxide grains where surface defects have been found to play an important role in the reaction [24, 25]. Therefore, milling of the reduced powder prior to the reduction process enhances the rate of this process and allows it to be performed at a lower temperature. Additionally, in some mixtures of oxides, these oxides or reduced metals can have a catalytic effect on the process [26].
Synthesis of porous thermoelectric materials such as Bi2Te3 [27,28,29], (Bi,Sb)2Te3 [29,30,31], Ge0.77Ag0.1Sb0.13Te (TAGS) [32], Bi2Te1−xSex [33, 34] and CsBi4Te6 [35] via this technique has been previously reported. In this method, a mixture of oxides is reduced at a given temperature in a dry hydrogen flow. Controlling the temperature and time of the reduction, as well as the initial stoichiometry, leads to different final compositions, grain sizes, porosities and the overall thermoelectric properties of the material. Reduction in hydrogen was also used as part of a CoSb3 chemical alloying fabrication process by Khan et al. [36] and chemical co-precipitation by Kim et al. [37]; however, the porosities of the obtained materials were relatively low (< 10%). Other thermoelectric materials with slightly higher porosity (~ 14%) were recently reported [38, 39], and in both cases, significant enhancement of the ZT parameter was observed due to the presence of pores.
The idea of a bulk skutterudite material with high (e.g. ϕ = 30–40%) porosity, which maintains high TE performance, is in our opinion worthy of further exploration. Therefore, in this study, the PECS and a cost-effective method of reduction in oxide reagents in hydrogen were used to fabricate highly porous, In-filled CoSb3 skutterudite InxCo4Sb12 (x = 0.1, 0.2, 0.4, 1). The microstructural and structural properties of the materials were analysed and compared with dense samples prepared by pulsed electric current sintering (PECS). Detailed analyses of the impact of the porosity (e.g. the shape and orientation of the pores) on the thermal and electrical transport properties, as well as the thermoelectric performance of the materials, were performed.
Experimental
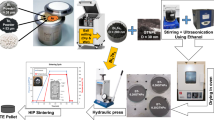
The InxCo4Sb12 (x = 0.1, 0.2, 0.4, 1) materials were prepared by the reduction in metal oxides in dry hydrogen. A stoichiometric mixture of Co2O3 (99%), Sb2O3 (Sigma Aldrich, 99.99%) and In(NO3)3·5H2O (Sigma Aldrich, 99.9%) was ball-milled for 22 h at a rate of 350 rpm in a zirconia vessel with zirconia balls (diameter 3 mm). The ingredients were mixed with isopropanol with a ball-to-powder-weight ratio of 3:1. Then, the mixed starting reactants were cold-pressed at a uniaxial pressure of 6 MPa and reduced in an atmosphere of flowing H2 at 600 °C for 2 h. It should be noted that in the case of In(NO3)3·5H2O as a reactant, the step preceding the actual reduction process in hydrogen is the prior dehydration and decomposition of nitrate. After preliminary reduction, the materials were ground in an agate mortar, and 1.3 ml of 2% polyvinyl alcohol (PVA) in a water solution per 1 g of the powder was added as a binder and pore-forming agent. The powders were subsequently cold-pressed into disks with a 13 mm diameter and ~ 2.5 mm thickness at a uniaxial pressure of 11 MPa and free-sintered in a hydrogen atmosphere at 600 °C for 8 h. An extended time of the reduction procedure was applied to ensure the total decomposition of the PVA, which begins above 300 °C [40]. For comparison, a set of dense polycrystalline samples with the same level of In impurity were produced, as detailed below. First, InxCo4Sb12Oy (x = 0.1, 0.2, 0.4, 1) powders were synthesised as described above. Next, the samples were pressed at 11.2 MPa and reduced in hydrogen at 600 °C for 8 h. Then, the samples were ground and subsequently sintered in a graphite die at 550 °C for 5 min at a pressure of 40 MPa using PECS under Ar atmosphere. Disk samples of 10 mm in diameter and ~ 2.5 mm in thickness were obtained to determine the thermal and electrical transport properties. The reaction scheme for both routes is presented in Fig. 2.

Scheme presenting synthesis process for free-sintered and PECS-sintered samples
The phase composition of the materials was investigated by the X-ray diffraction (XRD) method (X'Pert Pro MPD Philips diffractometer) using CuKα radiation (λ = 1.542 Å) at room temperature. The XRD patterns were analysed by the LeBail method [41] using the FullProf software. The lattice parameters of the investigated samples were obtained as profile-fitting parameters. Uncertainty was estimated at 0.002 Å, on the basis of the difference between the parameters obtained in different fits. The microstructure and morphology of the investigated materials were analysed using an FEI Quanta FEG 250 scanning electron microscope (SEM) with a secondary electron detector operating in high vacuum mode with an accelerating voltage of 30 kV. A quantitative elemental composition analysis using an energy-dispersive X-ray spectroscopy (EDX) by EDAX Genesis APEX 2i with an ApolloX SDD spectrometer was performed. In order to determine the valence states of the elements, X-ray photoemission spectroscopy (XPS) analyses were performed at room temperature under a pressure below 1.1 × 10−9 mBar. The photoelectrons were excited by an Mg-Kα X-ray anode operated at 15 keV and 300 W. An Omicron Argus hemispherical electron analyser with a round aperture of 4 mm was used to analyse the emitted photoelectrons. Measurements were carried out in constant analyser energy (CAE) mode with a pass energy equal to 50 eV. To remove contaminations and oxides, each surface was etched before the measurement. An argon ion gun with an energy up to 5 keV was used for etching for 5 min.
The electrical conductivity and Seebeck coefficient were measured using a direct-current four-probe method (Linseis LSR-3 platform) over the temperature range of 50–500 °C in a helium atmosphere. The accuracy of the method given by the manufacturer for both parameters is ± 5%. The charge carrier concentration was determined using a Linseis HCS system. The measurements were performed at room temperature and in an air atmosphere. A series of repeated measurements of the Hall effect revealed a 50% uncertainty of the measurement. Consequently, the obtained results provide information about the order of magnitude of the measured values. Thermal diffusivity αd was measured by Laser Flash Analysis (LFA 457 MicroFlash, HgCdTe detector, Netzsch GmbH & Co.) under an Ar flow of 30 cm3/min in a temperature range of 50–400 °C. The accuracy of the αd measurement was estimated by the manufacturer to ± 5%. The densities (ρ) and total porosities of the samples were determined using a hydrostatic method after pore filling with kerosene under vacuum conditions. The estimated accuracy of this measurement is ± 5%. Thermal conductivity κ was calculated as:
where cp is the specific heat capacity evaluated from the Dulong–Petit law. The uncertainty of κ values is ± 7%, and it was estimated from cumulative uncertainty of thermal conductivity components.
The kinetics of the reduction process was investigated by means of TG (thermogravimetric) analysis using a custom-made apparatus. A sample of the reduced material was put in a stainless steel crucible lined with aluminium foil. The crucible was then placed on the top of a stainless steel rod, transferring the load onto a balance (AXIS ALZ120), measuring with a 0.1 mg accuracy. The temperature was measured on top of the rod with a thermocouple placed inside it with a maximum uncertainty equal to 1.6%. The measurements were performed under a 160 cm3/min hydrogen flow. The lower part of the column was cooled. Additionally, silica gel was put in the cooled area of the reaction chamber to capture water vapour. The experiments were performed in nonisothermal conditions, with a 5 K/min heating rate, similar to that used for the synthesis, and were performed on milled powders, with the milling procedure being exactly the same as that for the preparation of the samples.
Results and discussion
Optimisation of the reduction process
In order to optimise the process of chemical reduction in oxides, several TG experiments were performed. The selected results of the TG and derivative thermogravimetry (DTG) analyses, both for the pure cobalt and antimony oxides and for their mixtures, are presented in Figs. 3 and 4. The data for Co2O3 were multiplied by a factor of 0.25, and 0.75 for Sb2O3, according to the content in the oxide mixture. The reduction in the cobalt oxide initiates at a low temperature of about 180 °C. This process has two clearly visible steps, corresponding to the two maxima on the DTG curve in Fig. 3a. The first can be assigned to the Co2O3 → Co3O4 reaction (TG curve, Fig. 4). The second can be further divided into two strongly overlapping reactions (Co3O4 → CoO and CoO → Co). The measured mass change and proposed reduction mechanism are in agreement with the results of others [42,43,44,45]. The whole process reaches conversion degree x equal to 92%. The reduction in antimony oxide occurs at a significantly higher temperature, starting at 480 °C. In the case of this oxide, the measured mass change corresponds to 132% of conversion degree x. This apparent effect is a result of the high volatility of antimony and antimony oxide [46]. However, during the synthesis of CoSb3, the Sb loss is expected to be lower, due to the binding of antimony atoms in the compound. In the case of the mixture of oxides, both steps of cobalt oxide reduction are moved towards higher temperatures. The reduction in cobalt oxide seems to be suppressed by the presence of antimony oxide. Conversion equal to 25% (corresponding to the oxide in Co2O3) is reached at 440 °C, which is lower than the starting temperature of the pure Sb2O3 reduction.

DTG signal (reaction rate) versus the temperature for the reduction in indium(III) nitrate hydrate, Co and Sb oxides in a hydrogen atmosphere

TG and DTG curve of Co2O3 reduced in H2. Dashed lines correspond to the calculated values of the mass of the sample with a given chemical composition
Finally, the reduction in a mixture of oxide materials corresponding to the composition of the product of InCo4Sb12 (labelled as ICS10 in Fig. 3) was performed. The reduction process follows the pattern presented in Fig. 3b. Firstly, below 300 °C, the In(NO3)3·5H2O decomposes in a few steps into In2O3. A comparison of the plots for the mixtures of oxides with and without In(NO3)3·5H2O (Fig. 3b) indicates that the presence of this compound enhances the reduction in antimony oxide because the corresponding peak in the DTG curve is shifted towards low temperatures. However, a separate peak for cobalt oxide reduction cannot be observed. The reduction in antimony oxide may be partially overlapped by In(NO3)3·5H2O. The reduction in Co2O3 probably occurs simultaneously with the Sb2O3 reduction. The strong influence of the presence of In2O3 on the Sb2O3 reduction process was confirmed in a separate experiment without Co2O3.
After all of the TG experiments had been performed, a metallic product was found in the crucible. This shows that the reduction in the investigated oxides can be successfully performed. Under measurement conditions, part of the oxide remained unreacted. However, during the synthesis of the samples, a longer, two-step process was allowed for a complete reduction in the starting materials, which was further confirmed by the XRD structural analysis.
Structural and microstructural analysis
To determine the structure of the materials, XRD measurements were performed on the cold-pressed and PECS-sintered InxCo4Sb12 (x = 0.1, 0.2, 0.4, 1) samples (Fig. 5). The XRD diffraction patterns reveal that all free-sintered InxCo4Sb12 (x = 0.1, 0.2, 0.4, 1) samples contain only a small amount of the CoSb2 impurity phase. The calculated values of the lattice constant of the main phase are presented in Fig. 6. The expansion of the unit cell with increasing indium content, for x < 0.4, confirms that the In is incorporated into the CoSb3 structure. The lattice constants of the samples with indium content x = 0.2 and x = 0.4 are close to each other, which is consistent with the EDX quantitative analysis (Table 1). The actual composition of the In1Co4Sb12 PECS-sintered sample shows a smaller In content. The higher In quantity in the In1Co4Sb12 free-sintered sample correlates with a more distinguished InSb XRD maximum. The amount of the indium atoms incorporated into the voids is expected to be similar, corresponding to the maximum value. A deficiency of antimony is observed in all of the samples. The Sb deficiency is smaller in the PECS-sintered samples due to the shorter sintering time and is compensated by the presence of an Sb-poor CoSb2 phase. For the PECS-sintered samples with x = 0.1, 0.2, no reflections corresponding to CoSb2 precipitation were observed in the X-ray diffraction patterns.

X-ray diffraction patterns of free-sintered and PECS-sintered InxCo4Sb12 (x = 0.1, 0.2, 0.4, 1) samples. Marked reflections correspond to the CoSb2 and InSb phases

Lattice constant versus the actual amount of indium (x) in the structure of InxCo4Sb12 prepared by free sintering and PECS sintering. The dashed line is a guide for an eye
Selected SEM images of the porous InxCo4Sb12 (x = 0.1, 0.2, 0.4, 1) materials are shown in Fig. 7. The SEM micrograph of the free-sintered In0.2Co4Sb12 sample shows a highly porous structure with an average grain size in the range of 450–900 nm which also forms agglomerates. The pores are uniformly distributed. Samples with varying indium content did not exhibit significant differences with respect to the sample homogeneity, grain size or grain growth during the process. The major difference was observed in the varying porosities, which is discussed in the following paragraphs. On the other hand, the SEM image of the In0.2Co4Sb12 PECS-sintered sample shows a highly dense structure. A close-up of the cold-pressed In1Co4Sb12 SEM image shows the precipitations, marked with circles and arrows, with a size in a range of 40–50 nm, which occur as islands at the grain surface and grain boundary. These precipitations were also found in the In0.4Co4Sb12 sample. The precipitations are believed to be the secondary InSb phase noticeable in the XRD patterns. The formation of a nanometre-sized InSb phase at the boundaries of the In1Co4Sb12 grains was previously reported in [20, 42].

SEM images of the surface of the samples: a free-sintered In0.2Co4Sb12, b PECS-sintered In0.2Co4Sb12, c free-sintered In0.4Co4Sb12, d InSb precipitations at the boundaries and on the surface of In1Co4Sb12 sample grains
XPS measurement was performed in order to find out whether the oxides were fully reduced. The binding energies were corrected using the background C1s line (285.0 eV) as a reference. XPS spectra were analysed using a Shirley background subtraction and Gaussian–Lorentzian curve. The results are presented in Fig. 8.

In3d, Co2p1/2 and Sb3d regions of an XPS spectrum of the In1Co4Sb12 porous sample
The XPS spectrum for the In3d region can be fitted by one spin–orbit doublet (2d3/2 and 3d5/2). The position of the 3d5/2 peak is slightly higher than for In0 and lower than for the oxide compounds [47, 48]. It could be correlated with an electron transfer to the matrix in the In-filled CoSb3 [49], confirming the electron-donor character of In atoms. This is in agreement with the covalent character of In–Sb bonding [50]. In the Co2p region, only the Co2p3/2 line was analysed due to interference with Sb MNN Auger electrons in a higher binding energies region. The recorded binding energy was equal to 777.76 eV, which is close to those previously obtained for filled CoSb3 [49, 51]. No additional maxima were found between 779 and 781 eV, which are binding energies characteristic for cobalt oxides [52]. In the Sb3d region, the spectrum can be fitted by only one doublet, similarly to the results presented in [53]. This effect, resulting from the different character of Sb bonding, is clearly visible in the XPS spectra presented in [49, 51]. The obtained Sb3d5/2 binding energy is close to that found in [51, 49]. Additionally, the O1s maximum was present. Because no oxides were found in the material, the oxide found with the XPS can be assigned to surface contamination. It can be clearly seen that the values of the recorded binding energies of the photoelectrons are close to values characteristic for the elemental (metallic) states for all three measured elements, which is typical for intermetallic compounds. It is also typical for covalent bonding with a small charge transfer between atoms [54].
Table 1 contains the results of measurements of the porosity and Hall carrier concentration for the prepared samples. The porosities of the free-sintered samples range from 28 to 41% and decrease with the nominal In content. It is worth noting that despite the exceptionally high porosities, the grains are strongly bonded and thus the samples are not fragile. Variations in the porosities of samples with different nominal In contents could be explained by the presence of the InSb secondary phase, which is likely to form an eutectic at the primary grain surface, which improves grain connectivity during the second sintering [55]. Thus, some undetectable, residual InSb phase may occur in the In0.2Co4Sb12 sample as well.
PECS-sintered materials exhibit lower porosity, ranging from 2.5 to 5.5%. In this case, the correlation between the In content and porosity was not observed. In both cases, samples with the highest indium content have significantly increased carrier concentration. The literature data show different carrier concentrations for similar compositions [5, 56, 57]. The results obtained in this work are comparable to those reported in [56]. All materials show n-type semiconductor behaviour. Furthermore, the carrier mobility was calculated on the basis of the charge carrier concentration and electrical conductivity with porosity correction, with a total uncertainty of 55%. In the case of the conductivity, a standard Bruggeman correction was used. For the carrier concentration, a method proposed by Juretschke et al. [58] for spherical pores was used. These simplified models result in an additional error in the estimation of the porosity-corrected values, especially in the case of the free-sintered samples. The samples with traces of InSb and CoSb2 phases have different carrier concentrations, but also exhibit differences in carrier mobility which entail electrical conductivity behaviour. The additional phases may impair the electrical conductivity [59]. In the case of the In1Co4Sb12 samples, the significantly higher carrier concentration is caused by a significant amount of Sb vacancies in the structure, resulting from the measured Sb deficiency and the formation of the InSb phase. These vacancies induce defect bands in the energy gap and can even result in a semimetallic character of the material [52].
Electrical properties
Figure 9 shows the temperature dependence of electrical conductivity (σ) for the InxCo4Sb12 (x = 0.1, 0.2, 0.4, 1) samples with different densities. The samples sintered under pressure using the PECS technique exhibit higher σ values than the free-sintered materials. The σ increases with the increasing indium content, which confirms that the In inside the voids of the crystal structure acts as an electron donor. The highest electrical conductivity is reported for the In1Co4Sb12 samples, for both free-sintered and PECS-densified materials, which could be explained by the highest carrier concentration. The greater grain connectivity for the composition with lower porosities also alters the conductivity transport for the free-sintered samples. The values of σ for this material are higher than reported previously [12], reaching 806 S/cm for the In1Co4Sb12-PECS sample. All samples exhibit the behaviour of heavily doped semiconductors.

Dependence of the electrical conductivity versus temperature for the cold-pressed and PECS InxCo4Sb12 (x = 0.1, 0.2, 0.4, 1) samples
The Seebeck coefficient values of the InxCo4Sb12 (x = 0.1, 0.2, 0.4, 1) samples are presented in Fig. 10. The negative Seebeck coefficient of all samples suggests an n-type semiconducting mechanism, which is in agreement with the results of the Hall effect measurements (Table 1). The α of the In0.1Co4Sb12-PECS reaches − 277 μV/K at 470 K. The absolute Seebeck coefficient decreases with the increasing In content. This correlation is in agreement with the charge carrier concentrations of the investigated materials [60]. The InSb secondary phase should not have a significant influence on the Seebeck effect, because its grains do not form a continuous structure. The In0.1Co4Sb12 and In0.2Co4Sb12 samples, both free-sintered and PECS-sintered, exhibit an upturn in their α(T) dependence. This behaviour is probably caused by the bipolar conduction, where thermal excitation of the electrons over the bang gap causes the formation of holes in the valence band. A similar dependence was observed by Sesselmann et al. [19]. The phenomenon occurred in filled skutterudites with a small indium content (x = 0.05), which may indicate that the real indium content of these samples is smaller than the nominal one. Li et al. [18] observed this phenomenon in all samples (x = 0.05–0.4); however, in the In0.05Co4Sb12 sample, the upturn was significant.

Dependence of the Seebeck coefficient versus temperature for the free-sintered and PECS InxCo4Sb12 (x = 0.1, 0.2, 0.4, 1) samples
According to the previous research [59], Seebeck coefficient values are inversely proportional to the carrier mobility in porous materials. In the case of our materials, we find this dependence to be true as well. In a single parabolic band model, the Seebeck coefficient is directly proportional to the effective mass. In turn, the effective mass is inversely proportional to the mobility of the carriers, which gives the α ~ 1/µ relation. The mobility in the investigated porous materials is higher than in the corresponding dense PECS samples, and the absolute value of the Seebeck coefficient for samples with pores is smaller.
Thermal conductivity
The measured values of thermal conductivities κ of the InxCo4Sb12 (0.1, 0.2, 0.4, 1) samples are shown in Fig. 11. At the low-temperature range, κ decreases with the increasing temperature, and at 520 K, starts to increase with the increasing temperature. Many research results indicate that the lowest lattice thermal conductivity is observed for the filled skutterudites with the highest indium content [12, 18, 19, 61]. However, in our research, the lowest total thermal conductivity is obtained for the free-sintered In0.1Co4Sb12 sample (0.5 W/m K at 523 K). In this case, the material exhibits the highest porosity (41%), which seems to have the greatest impact on the decrease in the thermal conductivity.

Thermal conductivity versus temperature for the free-sintered and PECS InxCo4Sb12 (x = 0.1, 0.2, 0.4, 1) samples
Analyses of heat transport in composites and porous thermoelectric materials have been widely reported [62,63,64,65,66]. The commonly applied effective media theory (EMT) [67] is a very useful tool for predicting the value of the thermal or electrical conductivity of a composite using the properties and content of its components. The most complex models can take into account, for example, the presence of microcracks [68], the type of gas inside the pores, the radiative contribution to the thermal conductivity [69], the presence of open porosity [69] or a porosity system consisting of various types of pores [70,71,72]. We have focused only on the application of effective media theory to the thermal conductivity. One of the assumptions of EMT is that components maintain their properties in a composite (i.e. porous material). In our case, the two preparation procedures (free sintering in hydrogen and PECS) of the same material result in different electrical properties, which are presented in Table 1. Thus, the application of effective media theory for electrical conductivity is not possible in this case. It is also important to mention that for heterogeneous media (i.e. porous materials), there are difficulties in the calculation of the electrical and lattice components of the thermal conductivity. The current state of knowledge does not contain a reliable method of estimating the Lorenz number for these materials; thus, the application of the Wiedemann–Franz law in this case is not trivial.
For a better understanding of the influence of porosity on the reduction in thermal conductivity, the experimental results were compared with selected generally used theoretical models for open porosity. All of the models applied in our analysis assume that (a) all pores are of identical shape, (b) radiation inside the pores can be neglected and thus its contribution to the total thermal conductivity can be omitted (T < 350 K), (c) the shape of the pores can be described by a sphere or spheroid and (d) each single pore is embedded in a continuous matrix. One of the simplest models was created by Maxwell [73]:
where κc and κm are the thermal conductivities of the porous material and the matrix, respectively, and f is the volume fraction of the porosity. In fact, this model should be applied only for materials with f < 0.1 and assumes a spherical shape of the pores. More advanced models are based on the Maxwell model and also take into account different pore shapes (eg. lamellae, cylinders, spheroids).
One of the most commonly used is the Bruggeman model [74]:
where β is the angle between the heat flux direction and the rotational axis of the spheroid [75], and F is shape factor of the spheroid, described by the formula:
and also presented graphically and described in more detail in Fig. 12. It should be noted that, for boundary conditions F = 0 and F = 0.5, Eqs. (3)–(5) can describe lamellae and cylinders, respectively. The Bruggeman model can characterise materials with the whole range of a volumetric fraction of the pores (0 < f < 1). Equation (4) is used for the particular case when all pores are oriented identically in relation to the heat flux direction. For the more general situation of randomly oriented pores, Eq. (4) can be rewritten as follows [76]:

Shape factor F for a spheroid pore with axes a, b, and c (where b = c) calculated as a function of the a/c ratio, where a is a rotational axis of the spheroid
For a visualisation of how the κc/κm values change according to the Bruggeman model for various shapes and orientations of porosity, please refer to the Mendeley Data Repository [77]. Meredith and Tobias [76] proposed a similar model for randomly oriented spheroidal-shaped porosity:
Theoretical values of the \(\frac{{\kappa_{{\text{c}}} }}{{\kappa_{{\text{m}}} }}\) ratio calculated for selected models and experimental values are presented in Fig. 13. For experimental data, the thermal conductivity of matrix \(\kappa_{{\text{m}}}\) (perfectly dense material) was estimated for each composition by linear regression on two values of \(\kappa\)—for the sample prepared by free sintering and by the PECS method. \(\kappa_{{\text{m}}}\) was assumed as coefficient b from the obtained equation of the line y = ax + b, where y is the thermal conductivity and x is the porosity (%). For the purpose of this estimation, an assumption was made that porosity is the main factor affecting the change in thermal conductivity. The low porosity of the PECS samples allowed the matrix thermal conductivities to be correctly estimated, which are presented in Table 2.

Experimental values of κc/κm and theoretical models as a function of the volumetric fraction of porosity (f) for different pore shapes. All models in this graph with spheroid-shaped porosity assume its random orientation in the material
Theoretical values of \(\frac{{\kappa_{{\text{c}}} }}{{\kappa_{{\text{m}}} }}\) for sphere-shaped pores are marked with a dashed line, while the solid lines represent the results for spheroidal pores. The corresponding values of shape factor F are also given. It is clear that the models where the pores are assumed to be sphere-shaped do not describe well the experimental data which is in agreement with the SEM analysis. In Fig. 7a, c, we can observe a large number of pores, but their shapes are far from perfect spheres. The Bruggeman model considering randomly oriented pores in the shape of a prolate spheroid (green solid line) also does not fit the sample data. This suggests that in the case of InxCo4Sb12 prepared by free sintering, cylindrical or cigar-shaped pores are rare. Without a doubt, models that assume the majority of pores are in the shape of an oblate spheroid (back and red solid lines) describe experimental data the best. Additionally, an area around the black line is presented to visualise the range of values of shape factor that correspond to the experimental data. The largest F values of this area are 0.04 and 0.07, which correlate to a/c ratios of 0.05 and 0.1, respectively. Between the Bruggeman model and the Meredith and Tobias model, the more accurate in this case is the former. These curves were fitted to the experimental points using the least square method. For the Bruggeman model, the square of correlation coefficient R2 = 0.94, and for the Meredith and Tobias model, R2 = 0.89.
Interestingly, both models are in agreement with the shape of porosity—oblate pores with relatively similar values of the shape factor.
Thermoelectric figure of merit
The calculated ZT values are shown in Fig. 14. The highest ZT value is observed for the free-sintered In0.2Co4Sb12 sample (ZT = 1 at 673 K). In many samples, the figure of merit increases with the temperature, and at around 500 K, reaches a plateau. The high ZT values remain almost constant across a wide range of temperatures, which is interesting considering the use of the material in thermoelectric modules.

Thermoelectric figure of merit ZT versus temperature for the cold-pressed and PECS InxCo4Sb12 (x = 0.1, 0.2, 0.4, 1) samples. The values of uncertainty were calculated using the exact differential method. For the two samples with the lowest values of ZT, the uncertainty bars are smaller than the symbols
Conclusions
In-filled CoSb3 skutterudites were synthesised using the oxide reduction method. A basic kinetic analysis of this process revealed that it can be successfully performed in temperatures even lower than the reduction in single element oxides. The obtained materials had a large amount of porosity (~ 40%) that maintains attractive thermoelectric properties. They were also homogeneous except for a very small amount of InSb secondary-phase nanoinclusions. For comparison, high-density samples were prepared using the PECS technique. The significant role of porosity on a decrease in the thermal conductivity of the fabricated material is presented. The thermal conductivity of porous materials is significantly decreased (0.50 W/m K at 523 K for In0.1Co4Sb12, 41% porosity). Samples with higher porosities exhibit lower values of electrical conductivity, but the benefit of lower thermal conductivity outweighs losses in σ, resulting in higher ZT values. The highest ZT was obtained for a porous In0.2Co4Sb12 sample (ZT = 1 at 673 K). Experimental values of thermal conductivity were analysed using the effective media theory of heat transport in porous media. The best correlation between the theoretical and measured values is seen by the Bruggeman, and Meredith and Tobias models. The calculations showed that the assumption of randomly orientated pores with a shape of oblate spheroids best fits the experimental data and also corresponds with the observed microstructure of the material.
Materials in which 41% of the volume consists of pores while still showing higher ZT parameters than dense samples could be very serious candidates for the production of cheaper and more efficient TE modules.
References
Tang Y, Hanus R, Chen SW, Snyder GJ (2015) Solubility design leading to high figure of merit in low-cost Ce-CoSb3 skutterudites. Nat Commun 6:1–7. https://doi.org/10.1038/ncomms8584
Morelli DT, Meisner GP, Chen B et al (1997) Cerium filling and doping of cobalt triantimonide. Phys Rev B Condens Matter Mater Phys 56:7376–7383. https://doi.org/10.1103/PhysRevB.56.7376
Tang Y, Chen S, Snyder GJ (2015) Temperature dependent solubility of Yb in Yb–CoSb3 skutterudite and its effect on preparation, optimization and lifetime of thermoelectrics. J Mater 1:75–84. https://doi.org/10.1016/j.jmat.2015.03.008
Jelínek M, Zeipl R, Kocourek T et al (2015) Study of Yb-doped CoSb3 thermoelectric thin films prepared by laser. Appl Mech Mater 749:46–50. https://doi.org/10.4028/www.scientific.net/AMM.749.46
Benyahia M, Ohorodniichuk V, Leroy E et al (2018) High thermoelectric figure of merit in mesostructured In0.25Co4Sb12 n-type skutterudite. J Alloys Compd 735:1096–1104. https://doi.org/10.1016/j.jallcom.2017.11.195
Sofo JO, Mahan GD (1998) Electronic structure of CoSb3: a narrow-band-gap semiconductor. Phys Rev B 58:15620–15623. https://doi.org/10.1103/PhysRevB.58.15620
Nolas GS, Morelli DT, Tritt TM (1999) SKUTTERUDITES: a phonon-glass-electron crystal approach to advanced thermoelectric energy conversion applications. Annu Rev Mater Sci 29:89–116. https://doi.org/10.1146/annurev.matsci.29.1.89
Pei YZ, Yang J, Chen LD et al (2009) Improving thermoelectric performance of caged compounds through light-element filling. Appl Phys Lett 95:10–13. https://doi.org/10.1063/1.3182800
Zhang J, Xu B, Wang LM et al (2012) High-pressure synthesis of phonon-glass electron-crystal featured thermoelectric LixCo4Sb12. Acta Mater 60:1246–1251. https://doi.org/10.1016/j.actamat.2011.10.059
Chen LD, Kawahara T, Tang XF et al (2001) Anomalous barium filling fraction and n-type thermoelectric performance of BayCo4Sb12. J Appl Phys 90:1864–1868. https://doi.org/10.1063/1.1388162
Dahal T, Jie Q, Joshi G et al (2014) Thermoelectric property enhancement in Yb-doped n-type skutterudites YbxCo4Sb12. Acta Mater 75:316–321. https://doi.org/10.1016/j.actamat.2014.05.019
Khovaylo VV, Korolkov TA, Voronin AI et al (2017) Rapid preparation of InxCo4Sb12 with a record-breaking ZT = 1.5: the role of the In overfilling fraction limit and Sb overstoichiometry. J Mater Chem A 5:3541–3546. https://doi.org/10.1039/c6ta09092c
Yang J, Stabler FR (2009) Automotive applications of thermoelectric materials. J Electron Mater 38:1245–1251. https://doi.org/10.1007/s11664-009-0680-z
Yang J, Caillat T (2006) Thermoelectric materials for space and automotive power generation. MRS Bull 31:224–229
Bötner H Survey on status and trends of thermoelectrics in Europe. In: 3rd conference thermoelectrics goes automotive. Berlin
Leblanc S, Yee SK, Scullin ML et al (2014) Material and manufacturing cost considerations for thermoelectrics. Renew Sustain Energy Rev 32:313–327. https://doi.org/10.1016/j.rser.2013.12.030
LeBlanc S (2014) Thermoelectric generators: linking material properties and systems engineering for waste heat recovery applications. Sustain Mater Technol 1:26–35. https://doi.org/10.1016/j.susmat.2014.11.002
Li G, Kurosaki K, Ohishi Y et al (2013) Thermoelectric properties of indium-added skutterudites InxCo4Sb12. J Electron Mater 42:1463–1468. https://doi.org/10.1007/s11664-012-2290-4
Sesselmann A, Dasgupta T, Kelm K et al (2011) Transport properties and microstructure of indium-added cobalt-antimony-based skutterudites. J Mater Res 26:1820–1826. https://doi.org/10.1557/jmr.2011.102
Li H, Su X, Tang X et al (2017) Grain boundary engineering with nano-scale InSb producing high performance InxCeyCo4Sb12+z skutterudite thermoelectrics. J Mater 3:273–279. https://doi.org/10.1016/j.jmat.2017.07.003
Alleno E, Chen L, Chubilleau C et al (2010) Thermal conductivity reduction in CoSb3–CeO2 nanocomposites. J Electron Mater 39:1966–1970. https://doi.org/10.1007/s11664-009-1043-5
Li H, Tang X, Zhang Q, Uher C (2008) Rapid preparation method of bulk nanostructured Yb0.3Co4Sb12+y compounds and their improved thermoelectric performance. Appl Phys Lett 93:2006–2009. https://doi.org/10.1063/1.3054158
Biswas K, Muir S, Subramanian MA (2011) Rapid microwave synthesis of indium filled skutterudites: an energy efficient route to high performance thermoelectric materials. Mater Res Bull 46:2288–2290. https://doi.org/10.1016/j.materresbull.2011.08.058
Pourghahramani P, Forssberg E (2007) Reduction kinetics of mechanically activated hematite concentrate with hydrogen gas using nonisothermal methods. Thermochim Acta 454:69–77. https://doi.org/10.1016/j.tca.2006.12.023
Rodriguez JA, Hanson JC, Frenkel AI et al (2002) Experimental and theoretical studies on the reaction of H2 with NiO: role of O vacancies and mechanism for oxide reduction. J Am Chem Soc 124:346–354. https://doi.org/10.1021/ja0121080
Juarez JC, Morales R (2008) Reduction kinetics of Ag2MoO4 by hydrogen. Metall Mater Trans B Process Metall Mater Process Sci 39:738–745. https://doi.org/10.1007/s11663-008-9173-3
Bochentyn B, Karczewski J, Miruszewski T, Kusz B (2015) Structure and thermoelectric properties of Bi–Te alloys obtained by novel method of oxide substrates reduction. J Alloys Compd 646:1124–1132. https://doi.org/10.1016/j.jallcom.2015.06.127
Trawiński B, Bochentyn B, Gostkowska N et al (2018) Structure and thermoelectric properties of bismuth telluride—carbon composites. Mater Res Bull 99:10–17. https://doi.org/10.1016/j.materresbull.2017.10.043
Bochentyn BM, Karczewski JL, Miruszewski T, Kusz B (2015) Novel method for metal—oxide glass composite fabrication for use in thermoelectric devices. Mater Res Bull 76:195–204. https://doi.org/10.1016/j.materresbull.2015.12.018
Bochentyn B, Miruszewski T, Karczewski J, Kusz B (2016) Thermoelectric properties of bismuth-antimony-telluride alloys obtained by reduction of oxide reagents. Mater Chem Phys 177:353–359. https://doi.org/10.1016/j.matchemphys.2016.04.039
Lee G, Ha G (2014) Synthesis of Bi0.5Sb1.5Te3 thermoelectric powder using an oxide-reduction process. J Electron Mater 43:1697–1702. https://doi.org/10.1007/s11664-013-2846-y
Kusz B, Miruszewski T, Bochentyn B, Karczewski J (2016) Structure and thermoelectric properties of Te–Ag–Ge–Sb (TAGS) materials obtained by reduction of melted oxide substrates. J Electron Mater 45:2–4. https://doi.org/10.1007/s11664-015-4251-1
Lee G, Park B, Kim W et al (2010) Synthesis of Bi–Te–Se-based thermoelectric powder by an oxide-reduction process. Electron Mater Lett 6:123–127. https://doi.org/10.3365/eml.2010.09.123
Lim YS, Wi S, Lee G (2017) Synthesis of n-type Bi2Te1−xSex compounds through oxide reduction process and related thermoelectric properties. J Eur Ceram Soc 37:3361–3366. https://doi.org/10.1016/j.jeurceramsoc.2017.04.020
Gostkowska N, Miruszewski T, Trawiński B et al (2017) Structure and thermoelectric properties of Cs–Bi–Te alloys fabricated by different routes of reduction of oxide reagents. Solid State Sci 73:41–50. https://doi.org/10.1016/j.solidstatesciences.2017.07.016
Khan A, Saleemi M, Johnsson M et al (2014) Fabrication, spark plasma consolidation, and thermoelectric evaluation of nanostructured CoSb3. J Alloys Compd 612:293–300. https://doi.org/10.1016/j.jallcom.2014.05.119
Kim SH, Kim MC, Kim MS et al (2016) Nanophase oxalate precursors of thermoelectric CoSb3 by controlled coprecipitation predicted by thermodynamic modeling. Adv Powder Technol 27:773–778. https://doi.org/10.1016/j.apt.2016.03.006
Wu CF, Wei TR, Sun FH, Li JF (2017) Nanoporous PbSe–SiO2 thermoelectric composites. Adv Sci. https://doi.org/10.1002/advs.201700199
Yang H, Wen P, Zhou X et al (2019) Enhanced thermoelectric performance of Te-doped skutterudite with nano-micro-porous architecture. Scr Mater 159:68–71. https://doi.org/10.1016/j.scriptamat.2018.09.015
Peng Z, Kong LX (2007) A thermal degradation mechanism of polyvinyl alcohol/silica nanocomposites. Polym Degrad Stab 92:1061–1071. https://doi.org/10.1016/j.polymdegradstab.2007.02.012
LeBail A (2005) Whole powder pattern decomposition methods and applications. Powder Diffr 20:316–326. https://doi.org/10.1154/1.2135315
Sabat KC, Paramguru RK, Pradhan S, Mishra BK (2015) Reduction of cobalt oxide (Co3O4) by low temperature hydrogen plasma. Plasma Chem Plasma Process 35:387–399. https://doi.org/10.1007/s11090-014-9602-9
Galleos NG, Porto Lopez JM (1988) Kinetic study of cobalt oxides reduction by hydrogen. Mater Chem Phys 19:431–446
Bulavchenko OA, Cherepanova SV, Tsybulya SV (2009) In situ XRD investigation of Co3O4 reduction. Zeitschrift fur Krist Suppl 30:329–334. https://doi.org/10.1524/zksu.2009.0048
Ishchenko AV, Bulavchenko OA, Cherepanova SV et al (2009) In situ XRD study of nanocrystalline cobalt oxide reduction. Kinet Catal 50:192–198. https://doi.org/10.1134/s0023158409020086
Chernogorenko VB, Lynchak KA, Klimak ZA, Morozova RA (1978) Kinetics of antimony trioxide reduction by hydrogen. Effect of atomic hydrogen. Sov Powder Metall Met Ceram 17:419–421. https://doi.org/10.1007/BF00795791
Das R, Soni RK (2017) Synthesis and surface-enhanced Raman scattering of indium nanotriangles and nanowires. RSC Adv 7:32255–32263. https://doi.org/10.1039/C7RA03317F
Detweiler ZM, Wulfsberg SM, Frith MG et al (2016) The oxidation and surface speciation of indium and indium oxides exposed to atmospheric oxidants. Surf Sci 648:188–195. https://doi.org/10.1016/J.SUSC.2015.10.026
Leszczyński J, Szczypka W, Candolfi C et al (2017) HPHT synthesis of highly doped InxCo4Sb12—experimental and theoretical study. J Alloys Compd 727:1178–1188. https://doi.org/10.1016/J.JALLCOM.2017.08.194
Zhao W, Wei P, Zhang Q et al (2015) Multi-localization transport behaviour in bulk thermoelectric materials. Nat Commun 6:6197. https://doi.org/10.1038/ncomms7197
Zhao W, Wei P, Zhang Q et al (2009) Enhanced thermoelectric performance in barium and indium double-filled skutterudite bulk materials via orbital hybridization induced by indium filler. J Am Chem Soc 131:3713–3720. https://doi.org/10.1021/ja8089334
Dupin J, Gonbeau D, Benqlilou-Moudden H et al (2001) XPS analysis of new lithium cobalt oxide thin-films before and after lithium deintercalation. Thin Solid Films 384:23–32. https://doi.org/10.1016/S0040-6090(00)01802-2
Grosvenor AP, Cavell RG, Mar A (2006) X-ray photoelectron spectroscopy study of the skutterudites LaFe4Sb12, CeFe4Sb12, CoSb3, and CoP3. Phys Rev B 74:125102. https://doi.org/10.1103/PhysRevB.74.125102
Anno H, Matsubara K, Caillat T, Fleurial JP (2000) Valence-band structure of the skutterudite compounds CoAs3, CoSb3, and RhSb3 studied by x-ray photoelectron spectroscopy. Phys Rev B Condens Matter Mater Phys 62:10737–10743. https://doi.org/10.1103/PhysRevB.62.10737
Eilertsen J, Li J, Rouvimov S, Subramanian MA (2011) Thermoelectric properties of indium-filled InxRh4Sb12 skutterudites. J Alloys Compd 509:6289–6295. https://doi.org/10.1016/j.jallcom.2011.03.057
Wang L, Cai KF, Wang YY et al (2009) Thermoelectric properties of indium-filled skutterudites prepared by combining solvothermal synthesis and melting. Appl Phys A Mater Sci Process 97:841–845. https://doi.org/10.1007/s00339-009-5329-5
Tang Y, Qiu Y, Xi L et al (2014) Phase diagram of In–Co–Sb system and thermoelectric properties of In-containing skutterudites. Energy Environ Sci 7:812–819. https://doi.org/10.1039/c3ee43240h
Juretschke HJ, Landauer R, Swanson JA (1956) Hall effect and conductivity in porous media. J Appl Phys 27:838–839
Gayner C, Prakash D, Ballal A (2017) Influence of secondary phase dispersants and porosity on thermoelectric properties of β-Fe0.91Mn0.09Si2. J Alloys Compd 698:164–169. https://doi.org/10.1016/j.jallcom.2016.12.253
Hu C, Zeng X, Liu Y et al (2017) Effects of partial La filling and Sb vacancy defects on CoSb3 skutterudites. Phys Rev B 95:165204. https://doi.org/10.1103/PhysRevB.95.165204
Visnow E, Heinrich CP, Schmitz A et al (2015) On the true indium content of In-filled skutterudites. Inorg Chem 54:7818–7827. https://doi.org/10.1021/acs.inorgchem.5b00799
Cernuschi F, Ahmaniemi S, Vuoristo P, Mäntylä T (2004) Modelling of thermal conductivity of porous materials: application to thick thermal barrier coatings. J Eur Ceram Soc 24:2657–2667. https://doi.org/10.1016/j.jeurceramsoc.2003.09.012
Muta H, Kurosaki K, Uno M, Yamanaka S (2003) Thermoelectric properties of constantan/spherical SiO2 and Al2O3 particles composite. J Alloys Compd 359:326–329. https://doi.org/10.1016/S0925-8388(03)00295-0
Chen T-G, Yu P, Chou R-H, Pan C-L (2010) Phonon thermal conductivity suppression of bulk silicon nanowire composites for efficient thermoelectric conversion. Opt Express 18:A467–A476. https://doi.org/10.1364/oe.18.00a467
Umarji AM, Ordonez-Miranda J, Wu Y et al (2018) Particle size effect on the thermal conductivity reduction of silicon based thermoelectric composites. Sustain Energy Fuels 2:1764–1771. https://doi.org/10.1039/c8se00131f
Wu CA, Chang KC, Lin FH et al (2019) Low thermal conductivity and enhanced zT values of porous and nanostructured Cu1–xNix alloys. Chem Eng J 368:409–416. https://doi.org/10.1016/j.cej.2019.02.198
Landauer R (1978) Electrical conductivity in inhomogeneous media. In: AIP conference proceedings. AIP, pp 2–45
McPherson R (1984) A model for the thermal conductivity of plasma-sprayed ceramic coatings. Thin Solid Films 112:89–95. https://doi.org/10.1016/0040-6090(84)90506-6
Schulz B (1981) Thermal conductivity of porous and highly porous materials. High Temp High Press 13:649–660
Cernuschi F, Bianchi P, Leoni M, Scardi P (1999) Thermal diffusivity/microstructure relationship in Y-PSZ thermal barrier coatings. J Therm Spray Technol 8:102–109. https://doi.org/10.1361/105996399770350629
Scardi P, Leoni M, Cernuschi F, Figari A (2001) Microstructure and heat transfer phenomena in ceramic thermal barrier coatings. J Am Ceram Soc 84:827–835. https://doi.org/10.1111/j.1151-2916.2001.tb00748.x
Bianchi P, Cernuschi F, Lorenzoni L, et al (2002) Thermophysical and microstructural characterization of modified thick yttria stabilised zirconia thermal barrier coatings. In: Lecomte-Beckers J, Carton M, Schubert F, Ennis PJ (eds) Materials for advanced power engineering 2002. Schriften des Forschungszentrum Julich, pp 449–463
Maxwell JC (1873) A treatise on electricity and magnetism, vol I. Macmillan and Co. Publishers, London
Bruggeman DAG (1937) Berechnung verschiedener physikalischer Konstanten von heterogenen Substanzen. III. Die elastischen Konstanten der quasiisotropen Mischkörper aus isotropen Substanzen. Ann Phys 421:160–178. https://doi.org/10.1002/andp.19374210205
Schulz B (1974) Die Abhängigkeit der Feideigemchaften zweiphasiger Werkstoffe von ihrem Gefiigeaufbal. Theoretische überlegungen und experimentelle Prühmg am Beispiel der Wärmeleitfähigkeit von Cermets. Report KfK, FRG
Meredith RE, Tobias CW (1962) Conduction in heterogenous systems. In: Advances in electrochemistry and electrochemical engineering. New York
Kosonowski A (2019) Bruggeman model visualization for porous materials. 1. https://doi.org/10.17632/R639F4G276.1
Acknowledgements
This work was supported by the National Science Centre Poland (Grant No. 2016/21/B/ST8/03193) and partially by the “New approach for development of efficient materials for direct conversion of heat into electricity” project which is being carried out within the TEAM-TECH (Grant No. 2016-2/14) program of the Foundation for Polish Science co-financed by the European Union under the European Regional Development Fund. The beneficiary of this project is The Lukasiewicz Research Network - Cracow Institute of Technology (Poland).
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Gostkowska-Lekner, N., Trawinski, B., Kosonowski, A. et al. New synthesis route of highly porous InxCo4Sb12 with strongly reduced thermal conductivity. J Mater Sci 55, 13658–13674 (2020). https://doi.org/10.1007/s10853-020-04952-5
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10853-020-04952-5