
Abstract
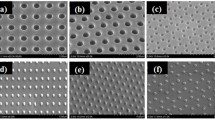
In this study, focused ion beam lithography is used to pattern different size and shape island arrays on silicon wafers. Cavity arrays of inverse shapes are then made on silicone mold surfaces by polymerization. After that, Al2O3 nanoparticle-based island arrays are created by a surface feature transfer and freeze casting process using an Al2O3 colloidal suspension. The effects of silicone mold surface wettability and freezing rate on the Al2O3 nanoparticle pattern quality are investigated. The results show that coating the silicone mold surface with a 10 nm thick Au–Pt layer makes the Al2O3 nanoparticle suspension more wetting on the mold surface and also likely reduces the dry Al2O3 nanoparticle adhesion to the mold surface. Freezing rate should be lower than 1 °C/min to avoid cracks or loose Al2O3 nanoparticle packing in the freeze cast features. When these factors are properly controlled, the reported patterning process allows reproduction of micron-size feature arrays from Al2O3 nanoparticle suspensions. The studied approach should be applicable to most nanoparticle-based materials and open numerous opportunities for direct-device fabrication.






Similar content being viewed by others
References
Shapley JDL, Barrow DA (2001) Thin Solid Films 388:134
Huang J, Moriyoshi T, Manabe H (2006) J Mater Sci 41:1605. doi:https://doi.org/10.1007/s10853-006-4655-7
Huwiler C, Halter M, Rezwan K, Falconnet D, Textor M, Vörös J (2005) Nanotechnology 16:3045
Asoh H, Sakamoto S, Ono S (2007) J Colloid Interface Sci 316:547
Park I, Ko SH, Pan H, Grigoropoulos CP, Pisano AP, Fréchet JMJ, Lee ES, Jeong JJ (2008) Adv Mater 20:489
Liu K, Ho CL, Aouba S, Zhao YQ, Lu ZH, Petrov S, Coombs N, Dube P, Ruda HE, Wong WY, Manners I (2008) Angew Chem Int Ed 47:1255
Xia D, Li D, Luo Y, Brueck SRJ (2006) Adv Mater 18:930
Jung B, Frey W (2008) Nanotechnology 19:145303
Ofir Y, Samanta B, Xiao QJ, Jordan BJ, Xu H, Arumugam P, Arvizo R, Tuominen MT, Rotello VM (2008) Adv Mater 20:2561
Park JI, Lee WR, Bae SS, Kim YJ, Yoo KH, Cheon JW, Kim S (2005) J Phys Chem B 109:13119
Brom CRVD, Arfaoui I, Cren T, Hessen B, Palstra TTM, Hosson JTMD, Rudolf P (2007) Adv Funct Mater 17:2045
Kang M, Kim H, Han BW, Suh JS, Park JH, Choi MS (2004) Microelectronic Eng 71:229
Maury P, Escalante M, Reinhoudt DN, Huskens J (2005) Adv Mater 17:2718
Ma B, Ma J, Goh GKL (2008) J Mater Sci 43:4297. doi:https://doi.org/10.1007/s10853-008-2627-9
Yoldi M, Gonzalez-Vinas W, Arcos MC, Sirera R (2006) J Mater Sci 41:2965. doi:https://doi.org/10.1007/s10853-006-6717-2
Crocker M, Graham UM, Gonzalez R, Jacobs G, Morris E, Rubel AM, Andrews R (2007) J Mater Sci 42:3454. doi:https://doi.org/10.1007/s10853-006-0829-6
Sreethawong T, Chavadej S, Ngamsinlapasathian S, Yoshikawa S (2008) Microporous Mesoporous Mater 109:84
Han L, Shi XJ, Wu W, Kirk FL, Luo J, Wang LY, Mott D, Cousineau L, Lim SI, Lu S, Zhong CJ (2005) Sens Actuators B 106:431
Puetz J, Aegerter MA (2008) Thin Solid Films 516:4495
Lin HY, Tsai LC, Chen CD (2007) Adv Funct Mater 17:3182
Cui TH, Hua F, Lvov Y (2004) Sens Actuators A 114:501
Lu K, Hammond C, Int J Appl Ceram Technol (submitted)
Lu K, Zhu X (2008) Int J Appl Ceram Technol 5(3):219
Lu K (2008) J Mater Sci 43(2):652. doi:https://doi.org/10.1007/s10853-007-2155-z
Lu K (2007) J Am Ceram Soc 90(12):3753
Lu K, Kessler CS, Davis RM (2006) J Am Ceram Soc 89:2459
Lu K, Kessler CS (2006) In: Mullins WN, Wereszczak A, Lara-Curzio E (eds) Ceram engineering and science proceedings, vol 27(8), pp 1–10
Cesarano J, Aksay IA (1988) J Am Ceram Soc 71:1062
Lu K (2009) J Nanosci Nanotechnol 9:2598
Acknowledgement
The authors acknowledge the financial support from National Science Foundation under Grant No. CMMI-0824741.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Lu, K., Hammond, C. & Qian, J. Surface patterning nanoparticle-based arrays. J Mater Sci 45, 582–588 (2010). https://doi.org/10.1007/s10853-009-3930-9
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10853-009-3930-9