
Abstract
This paper proposes an online evolutive procedure to optimize the Material Removal Rate in a turning process considering a stochastic constraint. The usual industrial approach in finishing operations is to change the tool insert at the end of each machining feature to avoid defective parts. Consequently, all parts are produced at highly conservative conditions (low levels of feed and speed), and therefore, at low productivity. In this work, a framework to estimate the stochastic constraint of tool wear during the production of a batch is proposed. A simulation campaign was carried out to evaluate the performances of the proposed procedure. The results showed that it was possible to improve the Material Removal Rate during the production of the batch and keeping the probability of defective parts under a desired level.








Similar content being viewed by others

References
Angün, E., Kleijnen, J., den Hertog, D., & Gürkan, G. (2009). Response surface methodology with stochastic constraints for expensive simulation. Journal of the Operational Research Society,60(6), 735–746.
Box, G. E. P., & Wilson, K. B. (1992). “On the experimental attainment of optimum conditions”. Breakthroughs in statistics (pp. 270–310). New York: Springer.
Costa, A., Celano, G., & Fichera, S. (2011). Optimization of multi-pass turning economies through a hybrid particle swarm optimization technique. International Journal of Advanced Manufacturing Technology,53, 421–433.
D’Addona, D. M., Ullah, A. S., & Matarazzo, D. (2017). Tool-wear prediction and pattern-recognition using artificial neural network and DNA-based computing. Journal of Intelligent Manufacturing,28(6), 1285–1301.
Davim, J. P. (Ed.). (2008). Machining: Fundamentals and recent advances. London: Springer.
Del Castillo, E. (2007). Process optimization: A statistical approach (Vol. 105). New York: Springer.
Devillez, A., Schneider, F., Dominiak, S., Dudzinski, D., & Larrouquere, D. (2007). Cutting forces and wear in dry machining of Inconel 718 with coated carbide tools. Wear,262, 931–942.
Draper, N., & Smith, H. (2005). Applied regression analysis (3rd ed.). New York: Wiley.
Ganesan, H., Mohankumar, G., Ganesan, K., & Ramesh Kumar, K. (2011). Optimization of machining parameters in turning process using genetic algorithm and particle swarm optimization with experimental verification. International Journal of Engineering Science and Technology (IJEST),3(2), 1091–1102.
Kalpakjian, S., & Schmidt, S. R. (2001). Manufacturing engineering and technology (4th ed.). Upper Saddle River: Prentice Hall International.
Klocke, F., Zeis, M., Klink, A., & Veselovac, D. (2012). Technological and economical comparison of roughing strategies via milling, EDM and ECM for titanium- and nickel-based blisks. Procedia CIRP,2, 98–101.
Myers, R. H., Montgomery, D. C., & Anderson-Cook, C. M. (2009). Response surface methodology: Process and product optimization using designed experiments (3rd ed.). New York: Wiley.
Rao, S. S. (2009). Engineering optimization theory and practice. New York: Wiley.
Schorník, V., Zetek, M., & Daňa, M. (2015). The influence of working environment and cutting conditions on milling nickel–based super alloys with carbide tools. Procedia Engineering, 100, 1262–1269.
Taylor, F. W. (1907). On the art of cutting metals. New York: American Society of Mechanical Engineers.
Venkata Rao, R. (2016). Teaching learning based optimization algorithm and its engineering applications. New York: Springer.
Venkata Rao, R., & Pawar, P. J. (2010). Parameter optimization of a multi-pass milling process using non-traditional optimization algorithms. Applied Soft Computing,10, 445–456.
Wang, G., & Cui, Y. (2013). On line tool wear monitoring based on auto associative neural network. Journal of Intelligent Manufacturing,24(6), 1085–1094.
Wang, G., Guo, Z., & Qian, L. (2014). Online incremental learning for tool condition classification using modified fuzzy ARTMAP network. Journal of Intelligent Manufacturing,25(6), 1403–1411.
Yildiz, A. R. (2013). A new hybrid differential evolution algorithm for the selection of optimal machining parameters in milling operations. Applied Soft Computing,13(3), 1561–1566.
Zainal, N., Zain, A. M., Radzi, N. H. M., & Othman, M. R. (2016). Glowworm swarm optimization (GSO) for optimization of machining parameters. Journal of Intelligent Manufacturing,27(4), 797–804.
Zhang, J., Liang, S. Y., Yao, J., Chen, J. M., & Huang, J. L. (2006). Evolutionary optimization of machining processes. Journal of Intelligent Manufacturing,17(2), 203–215.
Zhu, D., Zhang, X., & Ding, H. (2013). Tool wear characteristics in machining of nickel-based superalloys. International Journal of Machine Tools & Manufacture, 64, 60–77.
Acknowledgements
The authors sincerely thank the reviewers for their very helpful comments on earlier drafts of this manuscript, for their time and for their encouragement.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Appendices
Appendix A: Tool wear equation
An experimental activity was performed to fit the Tool wear equation by changing speed v and feed f, keeping the depth of cut p constant. Specifically, the experimental tests were carried out on cylindrical bars in Inconel 718 Nickel Superalloy (hardness equal to 43 HRC).
The dimensions of the bars used were:
Diameter = 102.6 mm;
Length = 500 mm.
The tests were carried out on a lathe (nominal power equal to 22 KW) in dry cooling conditions.
The tool used in the experimental activity was a coated VBMT, with a tool tip radius equal to 1.6 mm. Its bulk chemical composition is:
89.3% WC;
10.2% Co;
0.2% TaC.
The coating consisted of three layers, as below reported:
TiCN internal layer (thick 2.2 μm);
Al2O3 central layer (thick 1.5 μm);
TiN external layer (thick 0.5 μm).
A Dinolite Pro AM413T microscope (230 × magnification) was used to measure the flank wear width VB during the test execution. A full factorial experiment was designed and carried out and the investigated levels of the cutting parameters were:
f = 0.196–0.214–0.249–0.285 (mm/rev);
v = 55, 65, 75 (m/min).
As previously mentioned, a constant depth of cut p, equal to 1.5 mm, was set. Subsequently, twelve combinations of f and v were considered. One replication was performed for the vertices points of the design resulting in 16 runs.
The flank wear width VB was measured in accordance with the ISO 3685 Standard.
For each run, the measurements of the VB width were made at regular time intervals, depending on the actual values of the cutting parameters. Hence, small time intervals correspond to high cutting parameters, as in these conditions tool wear is faster. The sequence for each test is described as follows:
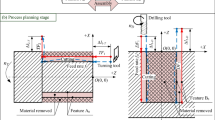
Step 0: turning is executed for a fixed time interval;
Step 1: the tool is removed from the tool holder and then positioned below the microscope lens; the operator captures the picture (focused on the tool wear region) and measures the VB (see Fig. 9) in accordance with the ISO 3685 Standard; after the Wear measurement the tool is placed again on the tool holder and then used for a new time interval, repeating the Step 1. This operation is repeated several times until the default VB limit of 0.30 mm is reached or exceeded.
Fig. 9 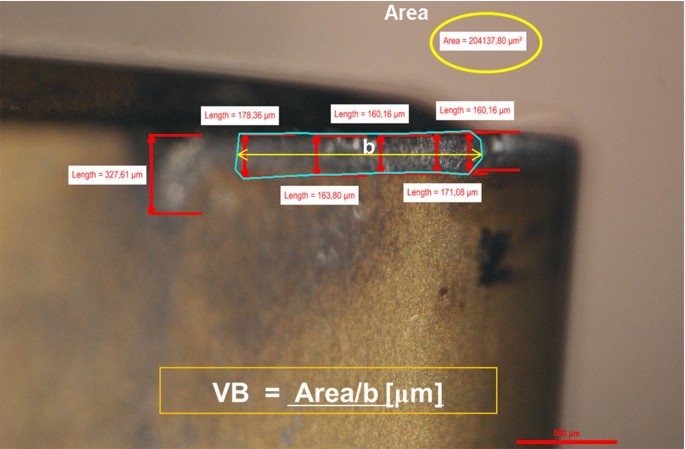
Example for the tool Flank wear detection

In Fig. 10, the VB versus time trends are shown for the investigated conditions.

Tool Flank wear (VB) versus time for the experimental conditions
The experimental data were used to estimate the function \( VB = VB(f,v,t) \), where t represents the tool contact time \( t = Y/fv \) (Y is a constant depending on the volume of the material to be removed and other technological parameters, e.g. the depth of cut). The empirical equation found by Linear Regression is:
Note that the empirical equation is estimated from the experimental data, however we will not use the hat notation because we consider it as if it were perfectly known. This is not an issue because we use the Eq. A1 to sample VB to mimic the real process. Some regression details are reported in the following tables (Tables 6, 7) and the analysis of the residuals is showed in Fig. 11.

Standardized residuals probability (a) and scatter plots (b)
Appendix B: Theoretical optimal conditions
If the Tool wear equation was perfectly known the theoretical optimal solution could be easily derived. Let us consider that the tool wear is a random variate \( VB \sim D\left( {\mu \left( {v,f} \right),\sigma_{\varepsilon }^{2} } \right) \) where D is a known probability distribution with \( {\text{Expected}}\left( {VB} \right) = \mu \left( {v,f} \right) \) and \( {\text{Variance}}\left( {VB} \right) = \sigma_{\varepsilon }^{2} \) The stochastic optimization problem can be transformed into a deterministic one as follows:
where VB0 is the maximum tool wear allowed, in our case it is 0.3 mm. The solution of the problem (B1) is the theoretical optimum \( \left( {v_{ott} ,f_{ott} } \right) \), and the corresponding unit optimum tool contact time is equal to \( t_{u} = \frac{Y}{{v_{ott} \cdot f_{ott} }} \). The average batch optimal production time can be derived as follows:
Note that Eq. (B2) accounts for the expected proportion of defective parts α (i.e. scraps generated by a tool wear measured at the end of the machining of a feature greater than \( VB_{0} \)).
Appendix C: Tool wear data
TEST01 | TEST_00 | TEST_04 | TEST05_11 | ||||
|---|---|---|---|---|---|---|---|
S = 55 m/min F = 0.196 mm/rev | S = 55 m/min F = 0.214 mm/rev | S = 55 m/min F = 0.249 mm/rev | S = 55 m/min F = 0.285 mm/rev | ||||
Time | Average VB | Time | Average VB | Time | VB Average | Time | VB Average |
(s) | (mm) | (s) | (mm) | (s) | (mm) | (s) | (mm) |
10 | 0.142 | 10 | 0.129 | 10 | 0.135 | 10 | 0.134 |
30 | 0.163 | 20 | 0.138 | 20 | 0.157 | 20 | 0.153 |
50 | 0.172 | 30 | 0.148 | 30 | 0.175 | 30 | 0.164 |
70 | 0.202 | 40 | 0.152 | 40 | 0.188 | 40 | 0.181 |
90 | 0.202 | 50 | 0.168 | 50 | 0.217 | 50 | 0.201 |
110 | 0.205 | 60 | 0.179 | 60 | 0.251 | 60 | 0.220 |
130 | 0.227 | 70 | 0.181 | 70 | 0.273 | 70 | 0.256 |
150 | 0.234 | 80 | 0.184 | 75 | 0.302 | 80 | 0.271 |
170 | 0.259 | 90 | 0.190 | 80 | 0.337 | 85 | 0.303 |
190 | 0.263 | 100 | 0.199 | 85 | 0.385 | ||
210 | 0.292 | 110 | 0.204 | 90 | 0.405 | ||
230 | 0.291 | 120 | 0.208 | ||||
250 | 0.330 | 130 | 0.247 | ||||
140 | 0.248 | ||||||
150 | 0.273 | ||||||
160 | 0.283 | ||||||
170 | 0.291 | ||||||
180 | 0.301 | ||||||
TEST14 | TEST_03 | TEST_12 | TEST_08 | ||||
|---|---|---|---|---|---|---|---|
S = 65 m/min F = 0.196 mm/rev | S = 65 m/min F = 0.214 mm/rev | S = 65 m/min F = 0.249 mm/rev | S = 65 m/min F = 0.285 mm/rev | ||||
Time | Average VB | Time | VB Average | Time | VB Average | Time | VB Average |
(s) | (mm) | (s) | (mm) | (s) | (mm) | (s) | (mm) |
10 | 0.104 | 10 | 0.078 | 10 | 0.103 | 10 | 0.174 |
20 | 0.119 | 20 | 0.092 | 20 | 0.118 | 20 | 0.214 |
30 | 0.127 | 30 | 0.092 | 30 | 0.142 | 30 | 0.224 |
40 | 0.123 | 40 | 0.102 | 40 | 0.158 | 40 | 0.276 |
50 | 0.139 | 50 | 0.108 | 50 | 0.172 | 45 | 0.274 |
60 | 0.146 | 60 | 0.111 | 60 | 0.215 | 50 | 0.295 |
70 | 0.159 | 70 | 0.168 | 70 | 0.243 | 55 | 0.317 |
80 | 0.167 | 80 | 0.169 | 80 | 0.283 | 60 | 0.341 |
90 | 0.172 | 90 | 0.180 | 90 | 0.341 | ||
100 | 0.182 | 100 | 0.192 | ||||
110 | 0.192 | 110 | 0.215 | ||||
120 | 0.198 | 120 | 0.232 | ||||
130 | 0.197 | 130 | 0.303 | ||||
140 | 0.208 | ||||||
150 | 0.217 | ||||||
160 | 0.245 | ||||||
170 | 0.270 | ||||||
180 | 0.282 | ||||||
190 | 0.270 | ||||||
TEST09_15 | TEST_13 | TEST_10 | TEST02_07 | ||||
|---|---|---|---|---|---|---|---|
S = 75 m/min F = 0.196 mm/rev | S = 75 m/min F = 0.214 mm/rev | S = 75 m/min F = 0.249 mm/rev | S = 75 m/min F = 0.285 mm/rev | ||||
Time | Average VB | Time | VB Average | Time | VB Average | Time | VB Average |
(s) | (mm) | (s) | (mm) | (s) | (mm) | (s) | (mm) |
10 | 0.116 | 10 | 0.111 | 10 | 0.164 | 10 | 0.173 |
20 | 0.135 | 20 | 0.135 | 20 | 0.185 | 20 | 0.208 |
30 | 0.148 | 30 | 0.146 | 30 | 0.217 | 30 | 0.242 |
40 | 0.168 | 40 | 0.153 | 40 | 0.225 | 35 | 0.257 |
50 | 0.177 | 50 | 0.170 | 45 | 0.235 | 40 | 0.287 |
60 | 0.189 | 60 | 0.184 | 50 | 0.255 | 45 | 0.328 |
70 | 0.230 | 70 | 0.197 | 60 | 0.287 | 50 | 0.356 |
80 | 0.254 | 80 | 0.204 | 65 | 0.325 | ||
90 | 0.280 | 90 | 0.230 | 70 | 0.360 | ||
100 | 0.239 | 75 | 0.456 | ||||
110 | 0.265 | 80 | 0.560 | ||||
120 | 0.311 | ||||||
130 | 0.412 | ||||||
Rights and permissions
About this article

Cite this article
Del Prete, A., Franchi, R., Cacace, S. et al. Optimization of cutting conditions using an evolutive online procedure. J Intell Manuf 31, 481–499 (2020). https://doi.org/10.1007/s10845-018-01460-x
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10845-018-01460-x