
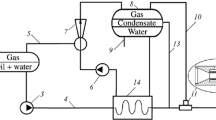
An automated hydraulic jet unit for transportation of the multiphase product of oil wells along a single pipe that yields a reduction in operating costs by comparison with analogs is proposed.



Similar content being viewed by others

References
V. M. Pestov, G. N. Matveev, A. S. Ipanov, et al., “Hydraulic jet units for single-pipe transportation of the product of oil wells,” Khim. Neftegaz. Mashinostr., No. 5, 11 (2006).
G. N. Matveev, “Multiphase pump unit for transportation of a gas–liquid mixture,” TekhSovet, No. 9, 66 (2005).
E. Ya. Sokolov and N. M. Zinger, Jet Apparatuses [in Russian], 2nd ed., Energetika, Moscow (1970).
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated from Khimicheskoe i Neftegazovoe Mashinostroenie, No. 6, pp. 17–18, June, 2013.
Rights and permissions
About this article
Cite this article
Pestov, V.M., Yanovskii, A.V., Galyagin, K.S. et al. Automatic Hydraulic Jet Unit for Transportation of the Multiphase Product of Oil Wells. Chem Petrol Eng 49, 379–381 (2013). https://doi.org/10.1007/s10556-013-9759-8
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10556-013-9759-8