
Abstract
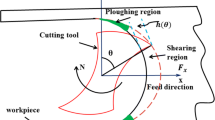
The increasing market demand for smaller products requires the development of micromachining processes. This, in turn, enhances the importance of knowledge about the phenomenon of chip formation and its characteristics at the microlevel. Conventional machining generally assumes that the tool cutting edge is perfectly sharp, and that it usually does not affect the chip formation process. However, in micromachining, the magnitude of the edge radius (re) is often the same as that of the chip thickness, thus significantly affecting the process. Moreover, the study of chip formation at the microlevel is even more complex. In micromachining, as the chip thickness decreases, it reaches a minimum thickness at which a chip is still formed, called the minimum uncut chip thickness (MUCT). Therefore, the purpose of this work is to use an experimental method, based on milling, to reach the MUCT (hmin) by simulating a micromilling operation. AISI H13 steel was used in two conditions: hardened and as received, with around 60 and 25 HRc, respectively. The experiments were performed according to a novel method simulating end milling in orthogonal cut. It was found that hmin varied from 0.56re to 2.5re, and that this range depends not only on re but also on the material being machined and on the mechanical compliance of all the equipment used in the test. Based on the theory of contact mechanics, it was possible to explain that a chip is formed only after the cutting edge has attained the necessary stresses to cause failure of the material being tested, and this knowledge is fundamental to understand the occurrence of hmin. In addition, the method used here was successful in reaching hmin values typically obtained in milling conditions. Using the same method proposed herein, future studies of MUCT can be performed employing even conventional machine tools.




















Similar content being viewed by others

Data availability
All the data and materials of this work are available to the readers, according to the journal’s policies.
Change history
22 February 2021
A Correction to this paper has been published: https://doi.org/10.1007/s00170-021-06834-9
Abbreviations
- h min :
-
minimum uncut chip thickness (mm)
- kc:
-
specific cutting force (GPa)
- Ra:
-
workpiece roughness (μm)
- vf:
-
feed speed (mm/min)
- n :
-
rotation speed (RPM, rotation per minute)
- ro:
-
specimen radius (mm)
- r :
-
instant specimen radius (mm)
- l :
-
linear length (mm)
- θi:
-
rotation angle of the specimen (°)
- h :
-
uncut chip thickness (mm)
- w :
-
specimen rotation speed (rot/s)
- β :
-
total angle of interaction (°)
- h max :
-
maximum uncut chip thickness (mm)
- t :
-
time (s)
- tT :
-
time of interaction between specimen and cutting edge (s)
- D :
-
specimen diameter (mm)
- vc :
-
cutting speed (m/min)
- f :
-
feed (mm/rev)
- F x :
-
component projected in the normal direction (N)
- F n :
-
normal force (N)
- F y :
-
component projected in the tangential direction (N)
- F c :
-
cutting force (N)
- re :
-
edge radius (μm)
- E1-16:
-
experiments 1-16
References
Bayesteh A, Ko J, Jun MB-G (2016) Micro flat end milling simulation model with instantaneous plowing area prediction. J Micro Nano Manuf 4(2):021004. https://doi.org/10.1115/1.4032757
Hildering S, Michalski M, Engel U, Merklein M (2016) Tool load sensitivity against multidimensional process influences in microblanking of copper foils with silicon punches. J Manuf Sci Eng 138(9):091004. https://doi.org/10.1115/1.4033522
Jain VK, Sidpara A, Balasubramaniam R, Lodha GS, Dhamgaye VP, Shukla R (2014) Micromanufacturing: a review—Part I. Proc Inst Mech Eng B J Eng Manuf 228(9):973–994. https://doi.org/10.1177/0954405414539487
Kim C-J, Mayor JR, Ni J, Rhett Mayor J, Ni J (2004) A static model of chip formation in microscale milling. Manuf Sci 126(4):710–718. https://doi.org/10.1115/1.1813475
Koç M, Özel T (2011) Micro-manufacturing: design and manufacturing of micro-products. John Wiley & Sons, Inc., Hoboken
Kraus M, Hufnagel T, Merklein M (2019) Accuracy of conventional finite element models in bulk-forming of micropins from sheet metal. J Micro Nano Manuf 7(1):10902-1–10902-5. https://doi.org/10.1115/1.4042965
Leo Kumar SP, Jerald J, Kumanan S, Prabakaran R (2014) A review on current research aspects in tool-based micromachining processes. Mater Manuf Process 29(11–12):1291–1337. https://doi.org/10.1080/10426914.2014.952037
Moges TM, Desai KA, Rao PVM (2016) Improved process geometry model with cutter runout and elastic recovery in micro-end milling. Procedia Manuf 5:478–494. https://doi.org/10.1016/j.promfg.2016.08.040
De Oliveira FB, Rodrigues AR, Coelho RT, De Souza AF (2015) Size effect and minimum chip thickness in micromilling. Int J Mach Tools Manuf 89:39–54. https://doi.org/10.1016/j.ijmachtools.2014.11.001
Zhang X, Yu T, Wang W (2017) Prediction of cutting forces and instantaneous tool deflection in micro end milling by considering tool run-out. Int J Mech Sci 136:124–133. https://doi.org/10.1016/j.ijmecsci.2017.12.019
OLIAEI SNB, KARPAT Y (2016) Investigating the influence of built-up edge on forces and surface roughness in micro scale orthogonal machining of titanium alloy Ti6Al4V. J Mater Process Technol 235:28–40. https://doi.org/10.1016/j.jmatprotec.2016.04.010
Dib MHM, Duduch JG, Jasinevicius RG (2018) Minimum chip thickness determination by means of cutting force signal in micro endmilling. Precis Eng 51(July 2017):244–262. https://doi.org/10.1016/j.precisioneng.2017.08.016
Przestacki D, Chwalczuk T, Wojciechowski S (2017) The study on minimum uncut chip thickness and cutting forces during laser-assisted turning of WC/NiCr clad layers. Int J Adv Manuf Technol 91(9–12):3887–3898. https://doi.org/10.1007/s00170-017-0035-5
Liu Z, Shi Z, Wan YY (2013) Definition and determination of the minimum uncut chip thickness of microcutting. Int J Adv Manuf Technol 69(5–8):1219–1232. https://doi.org/10.1007/s00170-013-5109-4
Rahman MA, Amrun MR, Rahman M, Kumar AS (2017) Variation of surface generation mechanisms in ultra-precision machining due to relative tool sharpness (RTS) and material properties. Int J Mach Tools Manuf 115(November):15–28. https://doi.org/10.1016/j.ijmachtools.2016.11.003
Mekid S (2013) Micro machining issues : design and machining process. Adv Mater Res 739(August):238–244. https://doi.org/10.4028/www.scientific.net/AMR.739.238
Mekid S (2014) Design and testing of a micro-dynamometer for desktop micro-milling machine. Adv Mater Res 902:267–273. https://doi.org/10.4028/www.scientific.net/AMR.902.267
Danas K, Deshpande VS, Fleck NA (2012) Size effects in the conical indentation of an elasto-plastic solid. J Mech Phys Solids 60(9):1605–1625. https://doi.org/10.1016/j.jmps.2012.05.002
Waldorf DJ, DeVor RE, Kapoor SG (1999) An evaluation of ploughing models for orthogonal machining. J Manuf Sci Eng 121:550–558. https://doi.org/10.1115/1.2833050
Johnson KL (2003) Contact mechanics, 9a. Cambridge University Press, New York
Coelho RT, Diniz AE, Silva TM (Jan. 2017) An experimental method to determine the minimum uncut chip thickness (hmin) in orthogonal cutting. Procedia Manuf 10:194–207. https://doi.org/10.1016/J.PROMFG.2017.07.047
Ducobu FE, Rivière-Lorphèvre EF (2017) Experimental and numerical investigation of the uncut chip thickness reduction in Ti6Al4V orthogonal cutting. Meccanica:1577–1592. https://doi.org/10.1007/s11012-016-0499-7
Ramos AC, Autenrieth H, Strauß T, Deuchert M, Hoffmeister J, Schulze V (2012) Characterization of the transition from ploughing to cutting in micro machining and evaluation of the minimum thickness of cut. J Mater Process Technol 212(3):594–600. https://doi.org/10.1016/j.jmatprotec.2011.07.007
Malekian M, Mostofa MGG, Park SSS, Jun MBGBG (2012) Modeling of minimum uncut chip thickness in micro machining of aluminum. J Mater Process Technol 212(3):553–559. https://doi.org/10.1016/j.jmatprotec.2011.05.022
Montgomery DC (2017) Design and analysis of experiments, 9a. John Wiley & Sons, Inc., Arizona
Thiele JD, Melkote SN, Peascoe RA, Watkins TR (2000, [Online]. Available:) Effect of cutting-edge geometry and workpiece hardness on surface residual stresses in finish hard turning of AISI 52100. J Manuf Sci Eng 122(November):642–649. https://doi.org/10.1115/1.1286369
Uhlmann E, Oberschmidt D, Kuche Y, Lowenstein A (2014) Cutting edge preparation of micro milling tools. Procedia CIRP 14:349–354. https://doi.org/10.1016/j.procir.2014.03.083
Willert M, Riemer O, Brinksmeier E (2016) Size effect in micro machining of steel depending on the material state. Procedia CIRP 46:193–196. https://doi.org/10.1016/j.procir.2016.03.187
Bartarya G, Choudhury SK (2012) State of the art in hard turning. Int J Mach Tools Manuf 53(1):1–14. https://doi.org/10.1016/j.ijmachtools.2011.08.019
Komanduri R (1971) Some aspects of machining with negative rake tools simulating grinding. Int J Mach Tool Des Res 11(3):223–233. https://doi.org/10.1016/0020-7357(71)90027-8
Casarini M, Ramos LV, Sinatora A (2005) Determinação do coeficiente de atrito em altas temperaturas por meio de ensaio de deslizamento. In: Congresso Brasileiro de Engenharia de Fabricação - COBEF, p 10
Diehl IL, Dong J, Da A, Rocha S (2017) Propriedades do aço AISI 4140 nitretado a gás. Rev Mater 22:15. https://doi.org/10.1590/S1517-707620170004.0237
Psyllaki P, Kefalonikas G, Pantazopoulos G, Antoniou S, Sideris J (2003) Microstructure and tribological behaviour of liquid nitrocarburised tool steels. Surf Coat Technol 162(1):67–78. https://doi.org/10.1016/S0257-8972(02)00566-2
Dieter GE (1981) Metalurgia Mecânica, 2a. Guanabara Dois S.A, Rio de Janeiro
Funding
This work was funded by FAPESP (São Paulo State Research Foundation (Grant No. 2013/00551-7), FAPEAM (Amazonas State Research Foundation) (PROPG-AM, Public Notification 010/2015), UNICAMP - University of Campinas, Brazil, to which A.E. Diniz is affiliated and where T.M. Silva was a doctoral student when the study reported herein was conducted, and USP - University of São Paulo, to which R.T. Coelho is affiliated.
Author information
Authors and Affiliations
Contributions
All the authors whose names appear in the submission made substantial contributions to the conception or experimental design of this study; or the acquisition, analysis, or interpretation of data; drafted the article or revised it critically for important intellectual content; approved the version to be published; and agree to be accountable for all the aspects of this work, to ensure that questions pertaining to the accuracy or integrity of any part of it are appropriately investigated and resolved. In other words, the three authors participated significantly in all the phases of this work.
Corresponding author
Ethics declarations
Ethics approval and consent to participate
The authors agree with the “Ethical Responsibilities of Authors” section of the publisher’s guidelines available at https://www.springer.com/journal/170/submission-guidelines?IFA. All the authors consent to participate in this publication.
Consent for publication
All the authors consent to the publication of this work in the International Journal of Advanced Manufacturing Technology. Moreover, the universities to which the authors are affiliated also consent to this publication.
Competing interests
The authors declare that they have no competing interests or conflicts of interest that might affect this work.
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
The original online version of this article was revised: Reference 33 contains bibliographic mistyping errors, thus it cannot be correctly cited.
Rights and permissions
About this article

Cite this article
da Silva, T.M., Diniz, A.E. & Coelho, R.T. Experimental evaluation of the minimum uncut chip thickness (MUCT) in AISI H13 steel, using the end milling operation. Int J Adv Manuf Technol 113, 1431–1447 (2021). https://doi.org/10.1007/s00170-021-06710-6
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-021-06710-6