
Abstract
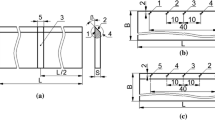
Three layer laminated lumber is extensively used in the manufacture of window frames. The insulating capacity is an important factor. Some producers are trying to expand the market and have introduced novel scantlings with higher insulating capacities into the market. The core layer of these scantlings was replaced by new materials. The three types are pressed cork, Polyurethane and Purenit. In this study the wear effects of wood scantling with new core layers on the recession of blades was studied. Four different types of tungsten carbide blades with different grain sizes (normal, fine, super fine and diamond coated) were used. Results show that Purenit is the most abrasive material for blades. The glue line is also a source of destruction for blades. The authors suggest that super fine coated blade is the best type for machining wood-Purenit scantling. The two other scantlings can be machined with normal grain coated carbide blade without difficulties.
Zusammenfassung
3-lagige Schichthölzer werden häufig bei der Herstellung von Fensterrahmen verwendet. Dabei spielt das Isoliervermögen eine wichtige Rolle. Einige Hersteller versuchen Fensterrahmen mit höheren Isolationseigenschaften auf dem Markt zu etablieren. Dabei wurde die Kernschicht der verleimten Fensterkantel durch neue Materialien ersetzt. Die drei verwendeten Isolationsmaterialien sind Kork, Polyurethan und Purenit. In dieser Studie wurde der Werkzeugverschleiß bei der Bearbeitung von solchen Holzrahmen mit einer neuen Kernschicht untersucht. Dabei wurden vier verschiedene Hartmetallschneiden (Normal, Fein, Superfein und Diamantbeschichtet) betrachtet. Die Ergebnisse zeigen, dass die Klebefuge, die die Holzlagen mit der Isolationsschicht verklebt, den größten Verschleiß am Werkzeug verursacht. Von den verwendeten Isolationsmaterialien ist Purenit das abrasivste Material. Von den getesteten Werkzeugen erwies sich Super Fine als am Besten geeignet für die Bearbeitung von Purenit. Die Kanteln mit der Kork- bzw. Polyurethanschicht verursachten nur geringen Verschleiß am Werkzeug.






Similar content being viewed by others

References
Bayoumi AE, Stewart JS, Bailey JA (1988) The effects of cemented carbide binder composition on tool wear encountered in surfacing green lumber. Wood Fiber Sci 20(4):457–476
Brooks RD (1951) Care and maintenance of carbide wood working tools. J For Prod Res Soc 1(1):57–60
Bustos CA, Moya CL, Lisperguer JM, Viveros EM (2010) Effect of knife wear on the glue ability of planed surfaces of radiate pine. Wood Fiber Sci 42(2):185–191
Crump H (1948) Maintenance and operating practices for tungsten carbide tools. J For Prod Res Soc 2:201–214
Duff KW (1958) Carbide wood cutting tools. For Prod J 8(5):33A–36A
Gisip J, Gazo R, Stewart HA (2007) Effects of refrigerated air on tool wear. Wood Fiber Sci 39(3):443–449
ift Rosenheim (2008) Holzbau der Zukunft. In: Teilprojekt 20 Konstruktionsgrundlagen für Fenster-, Türen- und Fassadenelemente aus Verbundwerkstoffen und Holz–Teil 2. Bayerische Staatsministerium für Wissenschaft, Forschung und Kunst im Rahmen der High Tech Offensive Bayern
Kalish HS (1973) Some plain talk about carbides. Manuf Eng Manage 71(1):28–31
Kirbach E, Chow S (1976) Chemical wear of tungsten carbide cutting tools by western red cedar. For Prod J 26(3):44–48
Klamecki BE (1979) A review of wood cutting tool wear literature. Holz Roh- Werkst 37(7):265–276
Maier G (2000) Holzspanungslehre und werkzeugtechnische Grundlagen. Vogel publication, Würzburg, pp 110–115. ISBN:3-8023-1822-6
Reid AS, Stewart HA, Papp RA (1991) High-temperature reactions of tungsten carbide-cobalt tool material with MDF. Forest Prod J Vol. 41, No. 11/12
Sellers T Jr, Miller GD, Nieh Li-Shih W (1990) Evaluation of three fillers in PF adhesives used to bond intermediate moisture content plywood: glueline durability and knife wear. For Prod J 40(10):23–28
Sellers T Jr (1989) Knife wear due to filler type in plywood adhesives. For Prod J 39(4):39–41
Sellers T Jr, Miller GD, Smith W (2005) Tool wear properties of five extender/fillers in adhesive mixes for plywood. For Prod J 55(3):27–31
Stewart HA, Shatynski SK, Harbison B, Rabin B (1986) High-temperature corrosion of tungsten carbide from machining medium-density fiberboard. Carbide Tool J, 18(1):2–7
Stewart HA (1989) Feasible high-temperature phenomena in tool wear from wood machining. For Prod J 39(3):25–28
Weill TC (1958) Cemented tungsten carbides and their application to the woodworking field. For Prod J 8(6):21A–24A
www.holz-schiller.de/?p=waermegedaemmt_kantel&s=profi&l=EN. Accessed 1 May 2011
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Fathollahzadeh, A., Scholz, F. & Keller, T. Tool recession in the processing of window scantling with innovative core materials. Eur. J. Wood Prod. 70, 671–677 (2012). https://doi.org/10.1007/s00107-012-0602-2
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00107-012-0602-2