
Abstract
The paper demonstrates the dependence of a fleet reserve of buses on the maintenance policy of the whole fleet, in particular, condition-based maintenance using a motor oil degradation analysis. The paper discusses an approach to evaluate the oil degradation and the prediction of the next value for one relevant oil variable. The methodology to evaluate the reserve fleet is based on bus availability, estimated through the mean time between failures and the mean time to repair ratios. Through the use of econometric models, it is possible to determine the most rational size of the reserve fleet.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Buses in the reserve fleet of a mass transit bus company are used to replace vehicles undergoing regularly planned maintenance. They can also be called upon in emergency situations, like accidents or unexpected breakdowns. Determining the size of the reserve fleet is difficult. In the national and international context of road transport companies, there is a wide range of suggested vehicle ratios for a reserve fleet to the overall fleet. Circular C 1A 1987 9030, Appendix A, of the FTA (Federal Transit Administration, USA), sets the ratio at 20% (Simões 2011).
The goal is to optimize availability while controlling costs, i.e., the costs associated with not having a reserve bus when required vs. the costs of maintaining a large reserve fleet. This paper approaches the issue through the effect of maintenance efficiency on bus availability. It considers the use of the analysis of lubricating oils of Diesel engines to determine the replacement time of urban passenger buses, integrating this approach to determine the optimal size of a reserve fleet.
The maintenance costs are particularly relevant variables in this type of analysis. Therefore, the paper evaluates the influence of a condition monitoring maintenance policy on the costs of a bus’s lifecycle, on the determination of the time of replacement, and on the size of the reserve fleet.
The models and methods used for dimensioning the bus reserve fleet are usual but the approach made is new because it allows to relate bus maintenance and bus maintenance costs with reserve fleet in order to guarantee a good availability of a bus fleet.
This paper is structured in the following way. Section 2 describes the state of the art of condition monitoring; Sect. 3 goes on to explain predictive maintenance (a derivative of condition monitoring) and the role of the reserve fleet. Section 4 describes the economic life cycle in the context of predictive maintenance and demonstrates an integrative approach to the problem. Section 5 presents the conclusions.
2 State of the art condition monitoring
The concept of condition monitoring appeared in the years 1970–1980. Simply stated, it represented a new approach to preventive maintenance, based on the knowledge of the health of the equipment and using a monitoring system (Cabral 2006).
Condition monitoring focuses on individual pieces of equipment, replacing equipment at fixed intervals and inspecting it at fixed intervals. The economic benefits of condition monitoring accrue from reduced production losses due to increased equipment availability and reduced maintenance costs. Applying condition monitoring to a passenger bus involves combining technical and economic actions to achieve high availability at reasonable costs (Aoudia et al. 2008; Assis 2010; Assis and Julião 2009; Bescherer 2005; Lindholm and Suomala 2004; Korpi and Ala-Risku 2008).
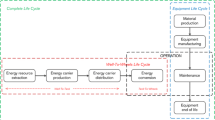
The life cycle cost (LCC) of an asset is the sum of all capital spent to support that asset from the design phase and its manufacturing, through the O&M (operations & maintenance) phase to the end of its useful life (Assis 2010). The LCC can be significantly higher than the value of the initial investment (Assis and Julião 2009).
Essentially, LCC analysis predicts the future, making cost estimations through such methods as activity-based costing (ABC) (Durairaj et al. 2002; Emblemsvag 2001). The Monte Carlo simulation method is another appropriate tool to deal with uncertainty.
A number of standards have been established to support LCC analysis; some are specified in (ASTM International 2002; BAS PAS 55:2008). The standards on asset management following PAS 55, i.e., ISO 55000:2014, are good guidelines for any sector.
However, the area requires more study. We need to create and apply new equipment management models that can bring added value to companies seeking to improve their productivity and quality of service, taking into account environmental sustainability, including quality management standards, security, maintenance and energy (Farinha 2011). Many companies keep equipment running when their operation is no longer economically viable, simply because they do not know the equipment’s LCC. This has numerous implications; in the case of an urban bus fleet, for example, it has direct implications on the size of the reserve fleet (Farinha 2011).
According to Sullivan et al. (2002), traditional production systems are based on the principle of economies of scale—they illustrate an equipment replacement problem in the context of Lean Thinking. Rogers and Hartman (2005) refer to technological change as a motivator for equipment replacement. Similarly, by combining discrete and continuous models in time, Hritonenko and Yatsenko (2007) show that the time to replace equipment is less when the technology is increased.
According to Assaf (2005), “the evaluation of an asset is established by the future benefits expected of cash flow referred to the present value by a discount rate that reflects the risk of the decision”. Therefore, methods considering the value of money over time are better.
Casarotto (2000) says that equivalent uniform annual cost analysis is suitable for the operational activities of a company, as it can determine which investments can be repeated. In addition, the conversion of the results of investments into equivalent annual values facilitates comparative analysis and improves decision making. This method helps to determine the year where the lowest equivalent annual cost occurs, and this, in turn, indicates the best replacement time, (Casarotto 2000). The calculation of the equivalent annual cost uses the capital recovery factor permitting the comparison of two or more investment opportunities and determining the optimal time to replace equipment, taking into account the following variables: current assigned value of the investment or acquisition; resale value or residual value at the end of each year; operating costs; and capital costs (Vey and Rosa 2004). To these, we can add the inflation rate and the ROI (return on investment).
Determining the economic replacement life of equipment requires the differentiation of four types of situations (Motta and Calôba 2002):
-
1.
When the asset is already unsuitable for work;
-
2.
When the asset has reached the end of its lifespan;
-
3.
When the asset is already obsolete due to technological advances;
-
4.
When more efficient methods are more economic.
At some time of the life cycle, the asset must be evaluated to determine whether to keep it in operation or to replace it. This decision can be made by considering the following (Farinha 2011):
-
1.
Availability of new technologies;
-
2.
Compliance with safety regulations or other mandatory requirements;
-
3.
Availability of spare parts;
-
4.
Obsolescence that may limit its use.
The values of most variables mentioned above can be obtained from the asset’s history, except for the currently assigned value. In this case, it is necessary to know the present market value for each equipment, what represents a difficult exercise for many assets. Alternatively, the value can be simulated based on losses, using the following methods (Oliveira 1982):
-
Method of linear depreciation: the loss of value of the equipment is constant over the years;
-
Method of the sum of the digits: annual depreciation is not linear;
-
Exponential method: the rate of annual depreciation decreases exponentially over the life of the equipment.
Another option is determining the point at which the maintenance costs exceed the maintenance costs plus the amortization costs of an equivalent new equipment.
According to (Farinha 2011), there are several methods for determining the economic cycle of equipment replacement. The most common are the following:
-
Annual uniform income;
-
Minimization of total average cost;
-
Minimization of total average cost reduced to the present value.
Feldens et al. (2010) say that the efficient use of assets is a major goal in managing urban transport sector passenger companies. In these sectors, the efficient use of assets is linked to a well-structured policy of fleet evaluation and replacement. Some cases of replacement applied to the city bus sector are reported in (Jin and Kite-Powell 2000; Khasnabis et al. 2002; Keles and Hartman 2004; Raposo et al. 2014).
To optimize the replacement decision, Campos et al. (2010) propose a generic stochastic model process based on neural networks. The neuronal stochastic process (NSP) can be applied to problems involving stochastic behavior or periodic phenomena and features. In the NSP models the behavior of the time series of these phenomena do not require a priori information about the series, generating synthetic time series or historical series. Some specialized cases on the use of neural networks and stochastic models are reported in (Amaya et al. 2007; Araujo and Bezerra 2004; Figueiredo 2009; Gurney 1997; Huang and Yao 2008, Luna et al. 2006; Marco et al. 2010, Múller 2007; Vujanovic et al. 2012 and Zhao 2009). Other tools that may contribute to the development of new models for the optimization of replacement vehicles include fuzzy logic and the Support Vector Machine (SVM), (Tsoukalas and Uhrig 1996; Yager and Zadeh 1992; Campello and Amaral 2001; Couellan et al. 2015; Chen et al. 2015; Pooyan et al. 2015).
Several researchers use mathematical models and concepts that allow to analyze the use of oils for predictive maintenance (Cabral 2006; Farinha 2011; Makridakis et al. 1998; André 2008; Seabra and Graça 1996). To determine the value of condition monitoring/predictive maintenance in reserve fleets, they suggest the use of some technical KPI (Key Performance Indicators). KPI can measure performance, ranging from the projected breakdown time of the equipment to the production process itself (Cabrita and Cardoso 2013). The software packages currently installed in many companies offer the calculus of numerous KPI. It is necessary to choose the ones that are more relevant.
Cabrita and Cardoso (2013) cites the introduction of EN 15341:2009, “maintenance–maintenance performance indicators (KPI)”: “this standard establishes the maintenance performance indicators to support the management in order to achieve excellence in maintenance and use of the physical assets in a competitive way. Most of these indicators apply to all industrial facilities (buildings, infrastructure, transport, distribution, networks, etc.)”. These indicators should be used in the following ways: to measure the state of an asset; to make comparisons (internal and external benchmarking); to determine a diagnosis (analysis of strengths and weaknesses); to identify goals and set goals to be achieved; to plan improvements; to continuously measure the results of changes over time; and to support the decisions reached.
3 Predictive maintenance and reserve fleets
There are several techniques for condition monitoring of an equipment, namely: analysis of vibrations; thermography; visual inspection; ultrasonic measurements; and oil analysis.
Among the several maintenance techniques, oil analysis plays an important key role. It is possible to determine and evaluate the oil’s ability to continue performing its function, and, by consequence, the equipment availability.
The prediction can be made using statistical basis, based on periodic oil analysis measurements, and using time series forecasting or other prediction tools.
3.1 Model for analyzing the buses’ condition monitoring
Predictive maintenance and reserve fleet analysis based on oil analysis condition monitoring has three phases:
-
1.
Periodic collection of samples of lubricants;
-
2.
Study of the results, using statistics and predictive algorithms;
-
3.
Analysis of the results obtained and engagement with the econometric replacement models.
In the present case study, oil degradation was monitored in the following homogeneous groups of buses:
-
MERCEDES BENZ O-405;
-
VOLVO B10B;
-
VOLVO B10L;
-
MERCEDES BENZ O-530;
-
VOLVO B7L;
-
MAN 14.240 HOCL;
-
VOLVO B7RLE.
Three types of oils are used in the buses (the numbers inside the parentheses identify the vehicles):
-
Lubricant I—10 W 40 (265, 266, 269, 270, 282, 283, 285, 287, 289);
-
Lubricant II—10 W 40 (294, 299, 300, 301, 304);
-
Lubricant III—15 W 40 (115, 122, 203 e 214).
The characteristics and operating conditions considered for each lubricant are shown in Table 1 for lubricant I. Table 2 illustrates the oil change intervals analyzed for the buses.
The variables used to monitor oil degradation are soot (carbonaceous material), viscosity, total base number (TBN), metal wear and contamination, iron content, and particulates. We use the reference limits proposed in the laboratory data sheets to set the values. An important variable is soot or carbonaceous matter (%), reason because it is used as an example in this case study. In the next section it will be shown that this variable has allowed us to reach several important conclusions.
3.2 Model of analysis applied to one vehicle
We applied and validated our economic models on buses run by a company in the road transport passenger sector. We studied several buses of several brands and models; however, given the enormous amount of data, we decided to limit the examples given here.
The exponential smoothing method is used to forecast the next value of the variable through its real present and forecasted values. This means that we can make predictions without carrying each historic measurement, but only from the recent past and its predicted value, without wasting the historic.
To apply the exponential smoothing it is necessary to add a smoothing parameter, α, which corresponds to the weight of the history when calculating the value for the following period. The value of this parameter is between 0 and 1.
The method of exponential smoothing (Formula 1) is applied to the variable soot (%) found in the oil. The data of bus no. 283 that belongs to the homogeneous group of Volvo B7L was used.
Table 3 and Fig. 1 show the evolution of the soot degradation in the oil tested. Its degradation is evident, with the value higher than normal limits (danger >1.5) for a diesel engine (the laboratory responsible for lubricant analysis is Tekniker). Obviously, it shows marked deterioration over time. When this variable reaches such high values, the oil must be replaced immediately, because the equipment is reaching a very high risk level.

Graph of exponential smoothing of soot (%)
The exponential smoothing formula is used to calculate the next period:
where S t+1 is the forecast for the next time; X t the real value recorded in the present time; S t is the forecasted value for the present time; α is the smoothing parameter.
The second model applied to monitor the degradation of soot was the t-student distribution. The model estimates the average value of soot.
The t-student distribution was used, in detriment of the Normal distribution, due to the low number of samples.
It will be evaluated if the sample mean is different from the population mean, as will be described next.
The estimation of the population mean, considering a tail distribution t and n-1 degrees of freedom, uses the following expression:
where μ population mean; \( t_{\alpha } \) critical value; \( \bar{X} \) sample mean; S sample standard deviation; n sample size.
As noted earlier, this parameter is outside the normal range, so there is a high level of degradation.
Finally, we estimated the average value of the population to the significance levels of 0.001, 0.01, 0.05, 0.1 and 0.2 (Table 5) as:
where μ = sample mean, µ 0 = population mean
It is considered a random variable \( \bar{X} \) whose distribution for small samples (n < 30) is given by:
where \( \bar{X} \) sample mean; μ fixed value to be compared to the average value of the sample; S sample standard deviation; n sample size.
In general, the value of σ (population standard deviation) is unknown, and is usually replaced by S (sample standard deviation). The rule for this decision is the following: a one-sided test uses only one critical value (associated with the chosen significance level) and rejects the hypothesis H0—always t > t critical—when the value calculated for the t-statistic exceeds the critical value.
As can be seen in Table 4, the average value is 1.9%, above the limit values. This implies that the vehicle has engine problems (Table 5).
As can be seen from the two past approaches, the exponential smoothing method permits to predict the next value for soot (or any other effluent) and from the t-student distribution we can evaluate if the value is acceptable or not, based on a decision criterion—in our case a one-sided test.
According to Table 6, for the predicted value for soot at 2nd period is necessary to launch a working order to make a maintenance intervention.
In addition to the soot analysis, exponential smoothing is applied to the iron content (Fe) variable for bus nr 283 to determine the evolution of its degradation. When this variable has high values, the equipment has a high risk level, and the oil must be changed. The second model applied to monitor the degradation of iron content is the t-student distribution: it estimates the average of iron content (Fe)—the average content is 99.80 (ppm).
It is also possible to take information such as the sample mean, the sample standard deviation and the upper limit of the parameter to determine confidence intervals. If the value of 150 (ppm) is found for the variable iron content, and with a 99% confidence interval, hypothesis H0 is not rejected. But if the confidence level is 90%, H0 is rejected. The value of t (2.35) cannot be greater than the value of the confidence interval (1.53).
If the value of t is used from the t-student table (with 80% confidence interval (0.90) and sample mean 99.80), a mean value for a population of 70.48 is obtained.
The analysis of oil is able to detect serious faults in engines, as for example, in buses nrs 265 and 289, thus avoiding greater financial losses for the company. The diagnosis of the last sample of bus nr 265 warns about high iron content (Fe). Possible sources include the shirt, valves, and crankshaft. Another high value in this vehicle’s oil is the silicon content (Si), implying the need to control the tightness of the air intake system and filters. Note that this bus belongs to a group of vehicles which have had serious fires, causing the company to suffer financial losses. The bus nr 289 shows signs of high carbonaceous matter (soot)—possible causes include poor combustion, wear, unfiltered air intake, compression levels, and oil filter.
3.3 Influence of the oil condition in the Reserve Fleet
A variable that must be taken into account in econometric models for equipment replacement is the maintenance cost (MC). This variable has a great influence on the optimal time of replacement of any equipment, in this case, a bus.
Table 7 shows the oil change intervals suggested by the oil supplier, as well as the times of unavailability necessary for lubrication throughout the year. Table 8 shows the annual costs of lubrication.
Through the oil analysis, it is possible to predict the intervals between lubrication. These intervals can be increased or decreased, thereby influencing the cost of maintenance and availability of the bus, as is shown in Tables 9, 10, 11, 12.
On one hand, when the intervals for oil change decrease, the maintenance cost increases, along with downtime (Tables 9, 10). On the other hand, when the intervals for oil change increase, the cost of maintenance and the downtime of the vehicle decrease (Tables 11, 12).
3.4 Condition monitoring versus Reserve Fleet
Optimal management of equipment must consider the maintenance costs, the cost of operation, the overall cost of ownership, and the ROI. As the LCC includes all costs from acquisition to removal from service, it represents an important way to evaluate the optimal time to replace a bus.
This discussion has direct implications on the size of the reserve fleet, as this fleet represents a very high cost that must be rationalized. The following reliability indicators are used in our analysis: availability, mean time between failures (MTBF), and mean time to repair (MTTR). The relationship among these variables is given by the following formulae:
Figure 2 shows availability versus MTTR for a given MTBF, where the availability assumes the values of 80, 85, 90, 95, 96, 97, 98 and 99%.

Availability versus MTTR for a given MTBF
In general, the more effective the maintenance function is in an organization, the lower the failure rate of equipment and the less time spent resolving failures. In other words, lower values of MTTR and higher values of MTBF indicate that maintenance is performing well and supporting production. As Fig. 2 shows, when MTTR decreases, bus availability increases. It is, therefore, important to demonstrate the interrelation of these indicators with the size of the reserve fleet.
Taking into account the MTTR of a specific transportation company, the following is identified in Table 13:
-
Availability (%)—availability as a percentage;
-
MTTR—equal to 20 days for unplanned maintenance;
-
AActual—present availability that results from the oil analysis;
-
Arec—recommended availability indexed to the bus manufacturers and oil suppliers;
-
Acbm—availability inherent to a condition-based maintenance policy.
Table 13 and Fig. 3 show the availability that may vary by 1% with a decrease or increase in the intervals for changing oil. Specifically, when the oil change intervals are decreased, there is a 1% decrease in fleet availability (from 94 to 93%) over 365 days.

Availability versus MTBF for a given MTTR
This suggests that the calculation of the reserve fleet can be indexed to MTTR values. Table 14 and Fig. 4 show the variation of the size of the reserve fleet according to this indicator—it was considered a bus fleet of 100 bus—the table relates the MTTR time, in days, with reserve fleet dimension, according to formula (7).

MTTR versus reserve fleet
The relationship can be expressed as:
where FR Reserve Fleet; m number of fleet buses; MTTR mean time to repair; k number of days.
According to the above Table 14 and Fig. 4, the size of the reserve fleet increases when MTTR increases. When the indicator is smaller, the company will be able to invest less in the reserve fleet. Briefly stated, maintenance policies have a huge impact on road transport companies.
4 Life cycle cost models with condition based/predictive maintenance
This section deals with the economic replacement cycle of buses based on maintenance costs. It focuses on the vehicles and homogeneous groups used in previous sections.
First, it discusses the use of the exponential depreciation method and the uniform annual income method to determine a vehicle’s economic cycle. In this context, the exponential method determines the annual depreciation over the life of the equipment. The formula is given by:
where d j , annual depreciation quota; CA, value of equipment acquisition; N, lifetime corresponding to VC n ; VC n , residual value of equipment at the end of N periods of time; j, j = 1,2,3,…,n.
The value of equipment in period n = 1,2,3,…, is given by:
The net present value in year n (VPL n ) is calculated using the following formula:
Finally, the uniform annual income (UAI n ) is given by the equation below:
where CA acquisition value of equipment; CM j maintenance costs in year j = 1,2,3,….,n; CO j operating costs in year j = 1,2,3,….,n; V n value of equipment in the period n = 1,2,3,…,n; i A apparent rate; n number of years n = 1,2,3,…,n
The maintenance cost (CM) is one of the strategic values that must be taken into account in equipment econometric replacement models. This variable assumes a high influence in determining the bus replacement time. One of the advantages of predictive maintenance, namely based on oil analysis, is the reduction of maintenance costs. The following case studies show the influence of this maintenance policy versus corrective maintenance on the bus’ replacement time. This can be seen on the bus’ replacement times between the two maintenance policies mentioned above.
For the application of MUAI historical data will be used for a group of vehicles. The data were gathered into homogeneous groups, in a period between 1993 and 2014. Vehicles with 21, 18, 16, 12 and 11 years old were studied (ten vehicles).
The vehicle 115 is presented as a case study using the above methods to determine the economic cycle. Results appear in Table 15 and Fig. 5.

UAI: predictive maintenance for bus 115
Based on a condition monitoring maintenance with prediction, as the Table 15 and Fig. 5 show, at the time of 16 years of life, the UAI reaches its minimal value, what means that this is the time the bus ought to be replaced. At this point, the value of the uniform annual income is 29.49 K€. For the calculations a constant apparent rate of 8% was used, keeping the other variables constant, varying only the maintenance costs.
Based on a corrective maintenance, Table 16 and Fig. 6 clearly indicate a replacement point at 11 years, with a value of 30.47 K€. The value of the uniform annual income is much higher than in Table 15 and Fig. 5, standing at 29.84 K€ for the same year.

UAI—corrective maintenance for bus 115
The tables and figures show the uniform annual income of a bus over its life cycle is lower when using a condition-based/predictive maintenance policy and the replacement time is higher. The replacement time is suggested five years after the replacement time suggested by a non-planned maintenance policy. In Fig. 5, the minimum amount of uniform annual income is 29.49 K€, with replacement at 16 years, based on condition monitoring/predictive maintenance. With a policy of non-planned maintenance, the minimum amount of uniform annual income increases to 30.47 K€ and replacement time drops to 11 years.
5 Conclusions
The paper demonstrates how soot, viscosity and iron content give information about the condition of a Diesel engine. This analysis can be extended to other variables characterizing lubricating oil.
The methodologies used, including those related to uniform annual income, and reliability indicators, such as availability, or other maintenance variables, are supported by tools of operations research, such as time series and statistical inference. These methods allow us to predict the values of the degradation variables and, consequently, to revise the maintenance policies of the bus fleet.
The paper also demonstrates the relationship between condition monitoring and the size of a reserve fleet in the urban passenger transport sector, showing an unequivocal relationship between the oil change intervals and costs. This represents a new paradigm in this knowledge area.
Finally, using life cycle cost models for bus replacement, in which the most relevant cost is maintenance, including oil costs, the paper demonstrates the relationship between the econometric models, maintenance policies, and the reserve fleet, taking into account the age of the vehicles.
References
Amaya EJ, Tonaco R, Souza RQ, Álvares AJ (2007) Intelligent system maintenance based on condition for Balbina Dam. University of Brasilia, Department of Mechanical Engineering and Mechatronics, Innovation Group in Industrial Automation (GIAI), CEP 70910-900, 8th Congress Engineering Mechanics IberoAmericano, Brasília, DF, Brazil
André JCS (2008) Probabilidades e Estatística para Engenharia. Lisboa: 1º Edição, Lidel—Edições Técnicas Lda. ISBN: 9789727574773
Aoudia M, Belmokhtar O, Zwingelstein G (2008) Economic impact of maintenance management ineffectiveness of an oil gas company. J Qual Maint Eng 14(3):237–261
Araujo MS, Bezerra CA (2004) Development of components for stochastic systems for decision support. PUCPR Brazilian, Congress of Computer Science, Software Engineering, Brazil, pp 101–107
Assaf NA (2005) Corporate finance and value. Atlas, São Paulo. ISBN 9788522460144
Assis R (2010) Apoio à decisão em manutenção na gestão de activos fisicos. Lisboa: 1ª Edição, Lidel—Edições técnicas. ISBN: 9789897521126
Assis R, Julião J (2009) Gestão da Manutenção ou Gestão de Activos? (custos ao longo do Ciclo de Vida). Comunicação 10º Congresso Nacional de Manutenção, APMI, Figueira da Foz, Portugal
ASTM International (2002) Standard practice for measuring life-cycle costs of buildings and building system. Annual Book of ASTM Standards: 2002, vol 4, ASTM International West Conshohocken, PA, E 917, No. 11
BAS PAS 55 (2008) Asset management: PAS 55-1, part 1: specification for the optimized management of physical assets | PAS 55-2, part 2: guidelines for the application of PAS 55-1. British Standards, UK
Bescherer F (2005) Established life cycle concepts in the business environment—introduction and terminology, laboratory of industrial management report series, report 1/2005, Helsinki University. ISBN 951-22-7549
Cabral, JS (2006) Organização e Gestão da Manutenção. Lisboa: 6ª Edição, Lidel—Edições Técnicas Lda. ISBN: 9789727574407
Cabrita CP, Cardoso AJM (2013) Concepts and definitions of failure and breakdown in the Portuguese maintenance standards NP EN 13306: 2007 and NP EN 15341: 2009. CISE—Electromechatronic Systems Research Centre, University of Beira Interior, 17 Ibero-American Congress on Maintenance, Cascais, Portugal
Campello RJGB, Amaral WC (2001) Modelling and linguistic knowledge extraction from systems using fuzzy relation models. Fuzzy Sets Syst 121:113–126
Campos LCD, Vellasco MMBR, Lazo JGL (2010) Um modelo estocástico baseado em redes neurais. Working paper, UFJF, Juiz de Fora, Brasil
Casarotto F N (2000) Análise de investimentos - matemática financeira, engenharia económica, tomada de decisão, estratégia empresarial. 9th edn. Atlas, São Paulo, Brazil. ISBN: 85-224-2572-8
Chen D, Wang L, Li L (2015) Position computation models for high-speed train based on support vector machine approach. Appl Soft Comput 30:758–766. doi:10.1016/j.asoc.2015.01.017
Couellan N, Jan S, Jorquera T, George JP (2015) Self-adaptive support vector machine: a multi-agent optimization perspective. Expert Syst Appl 42:4284–4298. doi:10.1016/j.eswa.2015.01.028
Durairaj SK, Ong SK, Nee AYC, Tan RBH (2002) Evaluation of life cycle cost analysis methodologies. Corporate Environ Strategy 9(1):30–39
Emblemsvag J (2001) Activity-based life-cycle costing. Manag Audit J 16(1):17–27
Farinha JMT (2011) Manutenção—A Terologia e as Novas Ferramentas de Gestão. 1ª Edição, Monitor—Projecto e Edições, Lda, Lisboa, Portugal. ISBN 978-972-9413-82-7
Feldens AG, Muller CJ, Filomena TP, Neto, FJK, Castro AS, Anzanello MJ (2010) Política para Avaliação e Substituição de Frota por Meio da Adoção de Modelo Multicritério. Porto Alegre, Brasil. ISSN 1980-4814
Figueiredo LMJ (2009) Modelo multicritério de apoio à substituição de equipamentos médicos hospitalares. Tese de PhD, IST, Lisboa, Portugal
Gurney K (1997) An introduction to neural networks. UCL Press, London. ISBN 1857285034
Hritonenko N, Yatsenko Y (2007) Optimal equipment replacement without paradoxes: a continuous analysis. Oper Res Lett 35(2):245–250
Huang J, Yao M (2008) On the coordination of maintenance scheduling for transportation fleets of many branches of a logistic service provider. Comput Math Appl 56:1303–1313
ISO 55000:2014 (2014) Asset management—overview, principles and terminology; ISO 55001:2014—asset management—management systems—requirements; ISO 55002:2014—asset management—management systems—guidelines for the application of ISO 55001
Jin D, Kite-Powell HL (2000) Optimal fleet utilization and replacement. Transp Res Part E 36(1):3–20
Keles P, Hartman J (2004) Case study: bus fleet replacement. Eng Econ 49(3):253–278
Khasnabis S, Alsaidi E, Ellis R (2002) Optimal allocation of resources to meet transit fleet requirements. J Transp Eng 128(6):509–518
Korpi E, Ala-Risku T (2008) Life cycle costing: a review of published case studies. Manag Audit J 23(3):240–261
Lindholm A, Suomala P (2004) The possibilities of life cycle costing in outsourcing decision making. In: Frontiers of E-business research, pp 226–241
Luna I, Ballini R, Soares S (2006) Tecnica de identificacao de modelos lineares e nao-lineares de series temporais. Sba Controle Automação 17(3):245–256
Makridakis S, Wheelwright S, Hyndman RF (1998) Forecasting—methods and applications. Wiley, New York. ISBN 0-471-53233-9
Marco AR, Angelo AD, Leizer S, Silvio ABV (2010) The use of Bayesian networks in the decision making process interventions in equipment. Industrial Engineering Program, Federal University of Bahia, Polytechnic School, XVIII Brazilian Congress Auto/12 to 16 September 2010 Federation, 40210-630, Salvador, Brasil, pp 5058–5064
Motta RR, Calôba GM (2002) Análise de investimentos: tomada de decisão em projectos industriais. Atlas, São Paulo. ISBN 9788522430796
Muller D (2007) Processos estocásticos e aplicações. Editora: Almedina Coleção: Coleção Económicas - 2.ª Série
Oliveira JAN (1982) Economic engineering—an approach to investment decisions. McGraw-Hill, São Paulo
Pooyan N, Shahbazian M, Salahshoor K, Hadian M (2015) Simultaneous fault diagnosis using multi class support vector machine in a dew point process. J Nat Gas Sci Eng 23:373–379. doi:10.1016/j.jngse.2015.01.043
Portuguese NP EN 15341: 2009 (2009) Manutenção—Indicadores de desempenho da manutenção (KPI). Instituto Português da Qualidade (IPQ), Lisboa, Portugal
Raposo HDN, Farinha JT, Oliveira R, Ferreira LA, André J (2014) Time replacement optimization models for urban transportation buses with indexation to fleet reserve. MPMM—maintenance performance measurement and management, Coimbra, Portugal, 1(1):41–48. http://dx.doi.org/10.14195/978-972-8954-42-0_7
Rogers JL, Hartman JC (2005) Equipment replacement under continuous and discontinuous technological change. IMA J Manag Math 16(1):23–36
Seabra J, Graça B (1996) Analysis of oils and greases in service. In: Proceedings of the Fifth National Congress of Industrial Maintenance—APMI, Figueira da Foz, Portugal
Simões AS (2011) Manutenção Condicionada às Emissões Poluentes em Autocarros Urbanos—Diagnóstico por Cadeias Escondidas de Markov. Tese de doutoramento (Ph.D.), Instituto Superior Técnico, Lisboa, Portugal
Sullivan WG, McDonald TN, Van Aken EM (2002) Equipment replacement decisions and lean manufacturing. Rob Comput Integr Manuf 18(3–4):255–265
Tsoukalas LH, Uhrig RE (1996) Fuzzy and neural approaches in engineering. Wiley, New York. ISBN 0471160032
Vey IH, Rosa RM (2004) Utilização do custo anual uniforme equivalente na substitutição de frota em empresas de transporte de passageiros. Revista Eletrônica de Contabilidade Curso de Ciências Contábeis UFSM 1(1):150–173
Vujanovic D, Momcˇilovic V, Bojovic N, Papic V (2012) Evaluation of vehicle fleet maintenance management indicators by application of DEMATEL and ANP. Expert Syst Appl 39:10552–10563. doi:10.1016/j.eswa.2012.02.159
Yager RR, Zadeh LA (1992) Introduction to fuzzy logic applications: an intelligent system. Kluwer Academic Publishers, Boston. ISBN 0792391918
Zhao H (2009) A chaotic time series prediction based on neural network: evidence from the Shanghai composite index in China. In: International conference on test and measurement, ICTM 09, vol 2, pp 382–385
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
Open Access This article is distributed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits unrestricted use, distribution, and reproduction in any medium, provided you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license, and indicate if changes were made.
About this article

Cite this article
Raposo, H., Farinha, J.T., Ferreira, L. et al. Dimensioning reserve bus fleet using life cycle cost models and condition based/predictive maintenance: a case study. Public Transp 10, 169–190 (2018). https://doi.org/10.1007/s12469-017-0167-x
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12469-017-0167-x