
Abstract
Any production is based on materials. Material properties are of utmost importance, both for productivity as well as for application and reliability of the final product. A sound prediction of materials properties thus is highly important. For metallic materials, such a prediction requires tracking of microstructure and properties evolution along the entire component process chain. In almost all nature and engineering scientific disciplines the computer simulation reaches the status of an individual scientific method. Material science and engineering joins this trend, which permits computational material and process design increasingly. The Integrative Computational Materials and Process Engineering (ICMPE) approach combines multiscale modelling and through process simulation in one comprehensive concept. This paper addresses the knowledge driven design of materials and processes for forgings. The establishment of a virtual platform for materials processing comprises an integrative numerical description of processes and of the microstructure evolution along the entire production chain. Furthermore, the development of ab initio methods promises predictability of properties based on fundamentals of chemistry and crystallography. Microalloying and Nanostructuring by low temperature phase transformation have been successfully applied for various forging steels in order to improve component performance or to ease processing. Microalloying and Nanostructuring contribute to cost savings due to optimized or substituted heat treatments, tailor the balance of strength and toughness or improve the cyclic. A new materials design approach is to provide damage tolerant matrices and by this to increase the service lifetime. This paper deals with the numerically based design of new forging steels by microstructure refinement, precipitation control and optimized processing routes.
You have full access to this open access chapter, Download conference paper PDF
Similar content being viewed by others
Keywords
These keywords were added by machine and not by the authors. This process is experimental and the keywords may be updated as the learning algorithm improves.
1 Introduction
For many applications, the material carries the properties and therefore is of vital importance for the product usability and also for the further innovation potential (acatech 2008). The development of new steels with improved properties or new production processes with ecologically and economically optimized process chains is a high priority for ensuring quality of life and competitiveness (ICME-NRC 2008).
In research and development of simulation methods are used increasingly. This trend is based on both the development of models and methods as well as on the increase of available computing resources. Recent developments allow for the implementation of computationally and memory intensive simulations for complex physical-chemical phenomena in multicomponent systems and real structures. By this, new simulation methods offer a relevant reduction of development time, support the sustainable use of resources (raw materials, energy, time), and help to avoid mistakes (Schuh et al. 2007).
Figure 7.1 shows for different situations of material development the opposite dependence of degree of novelty with the associated risks, costs and times on the one hand and the level of familiarity on the other hand (Moeller 2008). For current steel development examples, the modelling approaches used and the approximate beginning of industrial implementation and modelling are given. It is shown that the modelling is increasingly early integrated in the industrial development process. This trend correlates with the development of a descriptive modelling using thermodynamic databases for the identification of material variations (e.g. microalloyed steels—HSLA) towards a more predictive simulation using ab initio methods and crystal plasticity. These predictive methods are now available in a way that they can be used to develop new classes of materials such as high manganese TWIP steels (HMS). The RWTH takes in the Collaborative Research Center (SFB) 761 “Steel—ab initio” in cooperation with the MPIE in Dusseldorf active part in the combined development of modelling methods and materials (v. Appen et al. 2009).

Decision situation and design methods for recent developments of steels
2 Interplay of Various Modelling Approaches
Through the development of models and methods in materials science and engineering new insight knowledge and new design ideas for the complex material system steel alloy are generated. However, for the various models at different scales along the process chain an inter-communicating approach is needed. At RWTH Aachen University the project AixViPMaP® was started with the goal to design a modular, standardized, open and extensible simulation platform offering a focusable, integrative simulation of process chains for material production, treatment and deployment (Steinbach 2009). Figure 7.2 illustrates the concept of the platform project to implement coordinated communication between the different scales and processes along the production chain of a gear, where only the relevant processes (here surrounded with circles) by the appropriate simulation tools (dark outline) are modelled.

Layout of the virtual platform for materials processing. Indicated by a frame: simulation of the process chain “gear component”—focusing only on the most relevant production steps (Schmitz and Prahl 2012)
However, still the number of considered scales, process steps and chemical components in industrially relevant applications leads to a very large number of degrees of freedom, so that up to now it is not possible to generate a comprehensive description. Instead, it comes in the sense of “scale-hopping” approach to focus on the core mechanisms, to physically model these mechanisms on the respective description scale and to formulate a valuable contribution to a knowledge-based material design. This approach is shown in Fig. 7.3 exemplarily for the application of the stacking fault energy concept as a link between ab initio modelling and the prediction of deformation mechanisms. For the alloy system Fe–Mn–C this method is currently applied within the Collaborative Research Center (SFB) 761 “Steel ab initio” (v. Appen et al. 2009).

“Scale-hopping” approach to a knowledge-based materials development in the SFB 761 “Steel—ab initio” (v. Appen et al. 2009)
3 Microalloyed Forging Steels
Recently developed steels with a bainitic microstructure offer great possibilities for highly stressed forged components. ICMPE is a decisive tool for appropriate process development for these steels.
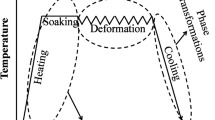
The commonly used forging steels for automotive applications are on the one hand the precipitation hardening ferritic-pearlitic steels (PHFP-steel) and on the other hand the quenched and tempered (Q&T) forging steels. The advantages of these PHFP steels compared to Q&T steels are the elimination of an additional heat treatment step which includes a hardening, tempering and stress relieving due to a controlled cooling directly after hot forging (Fig. 7.4) and an improved machinability (Langeborg et al. 1987; Gladman 1997). However, forging steels with ferritic/pearlitic microstructures show inferior values of yield strength and toughness compared to the Q&T steels.

Time-temperature sequence for conventional Q + T forging steels (red) and for bainitic forging steels (green)
In order to improve the toughness while maintaining high strength values a bainitic microstructure can be employed (Honeycombe and Bhadeshia 1995; Bhadeshia 2001; Wang et al. 2000). Figure 7.5 shows the achievable tensile strengths in dependence of the microstructure for PHFP-M and high strength ductile bainitic (HDB) steels. The different microstructures are mainly adjusted by choosing the right temperature for the phase transformation of the supercooled austenite.

Tensile strength values in dependence of microstructure for different forging steels
The increase in strength for the PHFP-M steel is achieved by reduction of the ferritic volume fraction, the decrease in the pearlite lamellae spacing λ and the addition of the microalloying elements Nb and Ti which results in additional precipitates besides the vanadium nitrides (Langeborg et al. 1987; Bleck et al. 2010). For the design of these steels thermodynamic modelling utilizing the ThermoCalc software (Andersson et al. 2002) offers a crucial contribution to adjust the optimal microalloying and nitrogen composition. Figure 7.6 shows the precipitation temperatures of microalloying elements (MLE) as well as aluminum nitrides (AlN) for two different nitrogen contents.

Simulated fraction of precipitates in microalloyed AFP steel for varying nitrogen contents (Erisir et al. 2008)
Because of the low nitrogen content the precipitation temperature of AlN decreases from 980 °C to 820 °C. Comparing the fraction of precipitates of MLE at a temperature of 1,000 °C the high N containing variant shows 0.0017 wt% while the low N containing variant shows relevant reduced content of 0.0010 wt%. Eventually, the design of an adjusted microalloying precipitation strategy controls the phase transformation during cooling and thus increases the final strength of the component.
4 Microalloyed Gear Steel for HT-Carburizing
For the development of case hardening steels for high-temperature carburization microalloying elements as there are niobium, titanium and aluminum are added to the base alloy in an appropriate ratio to nitrogen. By forming small, uniformly distributed titanium-niobium carbonitride precipitates with a size of some nm this concept offers to ensure the stability of the austenite grain size for carburizing temperatures higher than 1,000 °C. The austenite grain size is decisive for the cyclic properties of the final component; therefore inhomogeneous grain growth has to be avoided. Consequently, the precipitation behaviour has to be controlled along the entire process chain from the steel shop via casting, forming, heat treatments to the manufacturing of the gear component.
For this example, thermodynamic modelling provides the key for the design process of material and process chain (Fig. 7.7). Here, the program MatCalc is utilized allowing to follow the precipitation evolution along the production chain continuous casting, rolling, forging, annealing, and final carburizing and thus to control the grain size evolution by grain boundary pinning (Kozeschnik et al. 2007).

Precipitation management and process window identification for microalloyed steel for high-temperature carburization (Prahl et al. 2008)
Figure 7.7 shows the principal design concept; that is to identify a process window for the high-temperature carburization utilizing different simulation programs within a multiscale approach. In this example regions of different grain size stability are calculated as a function of Zener pinning pressure and initial austenite grain size for a thermal treatment of 1 h carburization at 1,050 °C. In this calculation the chemical composition and the precipitation state determines the Zener pinning pressure, which in turn is determined in a thermodynamic calculation (Prahl et al. 2008).
5 Bainitic Steels
The variety of different bainitic morphologies requests for an aligned thermal treatment after forging in order to achieve the maximum performance in terms of mechanical properties. In dependence of the alloying concept and heat treatment bainite is composed of different microstructural components like the ferritic primary phase and the secondary phase, which consists of either carbides, martensite and/or austenite. Different combinations of mechanical properties can thereby be adjusted in these steels, depending on the arrangement of the primary and secondary phase. The aimed for microstructure in the newly developed HDB steel (high ductile bainite) consists mainly of bainitic ferrite and retained austenite instead of carbides form as the bainitic second phase (Keul and Blake 2011; Keul et al. 2012; Chang and Bhadeshia 1990; Takahashi and Bhadeshia 1995). This microstructure is often addressed as carbide free bainite.
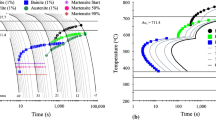
The bainitic microstructure of these steels can be formed either after isothermal phase transformation or after continuous cooling (Fig. 7.8 ). These two process routes lead to different results with regard to the mechanical properties, especially the Y/T-ratio. These differences in mechanical properties can be correlated to characteristic features of the primary and secondary phases of the bainitic microstructures. The specific role of chromium is explained by its effect on the phase transformation kinetics.

Alternative cooling strategies for forging steels after deformation
The phase transformation kinetics and the microstructure evolution during bainite formation can be simulated by means of multi-phase field simulation approach (Steinbach 2009). Figure 7.9 displays the simulated and the experimental-observed carbide precipitation within the lower bainite microstructure formed at 260 °C in 100Cr6 steel. In this bearing steel, the nano-sized carbide precipitation within the lower bainite microstructure tends to adopt a single crystallographic variant in a bainitic ferrite plate and this is different from the carbide precipitation within the tempered martensitic microstructures, where multiple crystallographic variants are preferred.

Comparison of the simulated nano-sized carbide precipitation within lower bainite microstructure at 260 °C in 100Cr6 steel using multi-phase field approach with the experimental observation by TEM. a multi-phase field simulation b TEM bright field micrograph. The colour bar in (a) ranges from 0 wt% to 7 wt% (Song et al. 2013a, b)
Lower bainite forms in the lower temperature range of the bainite transformation field between 400 and 250 °C. Because of the low transformation temperature, carbon diffusion is strongly restricted, so that the carbon that is insoluble in ferrite cannot diffuse out of the ferrite plates. As a result, in lower bainite, the diffusion-controlled sub-step of the transformation reaction consists of a precipitation of carbide particles within the growing ferrite plates. In doing so, carbides preferably assume an angle of approximately 60° from the ferrite axis. This angle is a result of the preferred nucleation on the intersection between the (101)-shear planes of ferrite with the bainite/austenite phase boundary.
In lower bainite the C precipitation does not necessarily lead to the equilibrium phase cementite, instead the more easily nucleated ε carbide may precipitate, or ε carbide precipitation precedes the formation of Fe3C. The Atom Probe Tomography (APT) images in Fig. 7.10 (left) shows the 3D carbon atomic map and 1D concentration profiles of lower bainite in 100Cr6 steel. It provides a local overview of the carbon distribution in bainitic ferrite matrix and carbides.

After long holding period, ε carbides transform into the equilibrium phase Fe3C. In steels, the obvious reaction in an iron matrix is the transition between ε carbide/iron and cementite (θ),
where Fe is either bcc iron in a bainitic-ferritic matrix at low temperatures or fcc iron in austenite at higher temperatures.
Figure 7.10 (right) shows the Gibbs free reaction energies between ε-Fe2.4C and cementite θ-Fe3C as a function of temperature in a ferritic and an austenitic matrix. Positive value of the Gibbs free energy indicates an ε favoured region and a negative value indicates a cementite favoured regime. In lower bainite, where the matrix is mainly bainitic ferrite, the formation of θ-Fe3C and ε-Fe2.4C has nearly the same probability from a thermodynamic standpoint. In upper bainite, where the matrix is austenite, however, the formation of cementite is clearly preferred at any temperature. The theoretical calculations reveal that the formation of ε-Fe2.4C benefits from a ferritic matrix and thus ε carbide is more prone to precipitate from lower bainite than from upper bainite.
6 Al-Free Gear Steel
Materials development for improved strength-formability balances or higher toughness requirements must follow two major routes: either avoiding detrimental microstructural features and/or improving the matrix to enable a higher tolerance for local microstructural irregularities or degradations. In most applications, the plan is to avoid detrimental microstructural features by the improvement of the internal cleanliness, because inclusions are considered to be the main crack origin. The reduction in the content of non-metallic inclusions, such as Al2O3, results in better toughness (Melander et al. 1991; Murakami 2012).
In ultra-clean steels, new approaches for improved matrix behaviour are being investigated in order to enhance the local strain hardening in the vicinity of microcracks or local stress concentrations. This is usually addressed as damage-tolerant or self-healing matrices. The ICMPE approach will be a necessity for providing the right microstructure control of this new steel concept.
Typically, a microalloying concept based on Al is used for deoxidation to reduce the oxygen content in the melt. During this process hard, round Al-oxides might be formed that eventually limit the life of gear components. Additionally, Al affects the fine-grain stability positively. For the improvement of steel cleanness, various metallurgical methods were successfully implemented in industrial processes (Zhang and Thomas 2003). A material-based approach for the improvement of the steel cleanness can be achieved by reducing the Al content. This concept was successfully evaluated for bearing steels (Theiry et al. 1997). However, such low Al contents cannot ensure fine-grain stability in case hardening steels.
By using a combined thermodynamical and continuum mechanical multi-scale simulation approach a new alloying concept for steel 25MoCr4, alloyed with Nb and with reduced Al content has been developed (Konovalov et al. 2014). The aim of the investigation is to improve the oxide steel cleanness by reducing the Al content and in parallel increase the fine-grain stability at a high carburizing temperature of about 1,050 °C by substitution of Al by Nb. The development of an Al-free alloying concept is based on thermodynamical calculations to control the precipitation state in the relevant temperature range. Figure 7.11 shows the calculation of the maximum possible precipitation amount and its dependence on temperature carried out using the thermodynamic software Thermo-Calc.

Determination of target alloy system for Al-free carburizing steel by varying Nb- and Ti-contents (Konovalov et al. 2014)
For a first approximation, the calculation for the reduced Al content steel was performed at 30 ppm Al and compared with a reference material. The volume fraction of particles at the carburization temperature of 1,050 °C (TA) is noticeably lower in comparison to the reference material. In the following calculations the Nb-content was increased step by step in order to achieve an equal volume fraction as compared to the reference material.
The simulation shows that the micro-alloying phases can be stable in the liquid-solid region and this can lead to the formation of coarse primary particles. Such coarse particles reduce cleanness and are not effective for fine grain stability. Thus, additional calculations were performed for a reduced Ti content of around 10 ppm. The target amounts of 800–900 ppm Nb, <30 ppm Al and approximately 10 ppm Ti has been determined. Finally, target area for the Al-free composition with the expected fine grain stability is shown as the hatched area in Fig. 7.11.
For validation, a laboratory melt has been made and investigated regarding steel cleanness and fine-grain stability at high carburizing temperatures for different process routes (Fig. 7.12).

Al-free gear steel for high temperature annealing yields improved cleanliness and shortens the production route by direct annealing from forging heat combined with short time carburizing (Konovalov et al. 2014)
7 Conclusions
-
A focused virtual description of process chains leads to a significant increase in planning quality, because knowledge-based predictions of material and process behaviour are possible.
-
A modular, standardized, open and extensible simulation platform is a key to a significant increase planning efficiency in the development, production and processing of materials and components.
-
For a truly “virtual material development” ab initio methods are essential.
-
There are further developments in the field of 3-D dislocation dynamics needed to predict the mechanical properties and deformation of materials on a physical basis.
References
acatech: Materialwissenschaft und Werkstofftechnik in Deutschland—Empfehlungen zu Profilierung, Lehre und Forschung; Fraunhofer IRB Verlag, Stuttgart (2008), ISBN 978-3-8167-7913-1
Andersson, J.O. et al.: Thermo-Calc, DICTRA, Computational Tools for materials Science; CalPhad 26 (2002), 273–312
Bhadeshia, H. K. D. H.: Bainite in steels—Transformations, microstructure and properties, 2nd edition, The Institute of Metals, 2001
Bleck, W.; Keul, C.; Zeislmair, B.: Entwicklung eines höherfesten mikrolegierten ausscheidungshärtenden ferritisch/perlitischen Schmiedestahls AFP-M, Schmiede-Journal (2010) März, S. 42–44
Chang, L. C.; Bhadeshia, H. K. D. H.: Mater. Sci. Tech., 1990, Vol. 6, pp. 592–603
Erisir, E.; Zeislmair, B; Keul, C.; Gerdemann, F.; Bleck, W.: “New developments for microalloyed high strength forging steels”, 19th Int. Forging Congress, 2008, Chicago
Gladman, T.: The Physical Metallurgy of Microalloyed Steels, The Institute of Materials, London (1997), 341–348
Honeycombe, R. W. K.; Bhadeshia, H. K. D. H.: Steels Microstructure and Properties, 2nd edition, Edward Arnold, London, 1995
ICME-NRC—Committee on Integrated Computational Materials Engineering, National Research Council: Integrated Computational Materials Engineering: A Transformational Discipline for Improved Competitiveness and National Security; National Academic Press, Washington, D. C. (2008), ISBN: 0-309-12000-4
Keul, C.; Bleck, W.: New Microalloyed Steels for Forgings, 6th Int. Conf. on High Strength Low Alloy Steels (HSLA Steels’2011), 31.05.-02.06.2011, Beijing, China. Journal of Iron and Steel Research International 18 (2011) Supplement 1-1 (May 2011), S. 104–111
Keul, C.; Wirths, V.; Bleck, W.: New bainitic steels for forgings, Archives of Civil and Mechanical Engineering 12 (2012) Nr. 2, S. 119–125
Konovalov, S.; Sharma, M.; Prahl, U.: Nb Microsegregation and Redistribution during Casting and Forging in Al-free Case Hardening Steel, Proceedings of Int. Conf. on Rolling and Forging, 7.-9.5.2014, Milano, Italy
Kozeschnik, E. et al.: Computer Simulation of the Precipitate Evolution during Industrial Heat Treatment of Complex Alloys; Materials Science Forum 539–543 (2007), 2431–2436
Langeborg, R.; Sandberg, O.; Roberts, W.; in: G. Krauss and S. K. Banerji (eds.), Fundamentals of Microalloying Forging Steels, TMS, Warrendale, PA (1987), 39–54
Melander, A.; Rolfsson, M. et al.: Influence of inclusion contents on fatigue properties of SAE 52100 bearing steels, Scandinavian J. of Metallurgy 20 (1991), 229–244
Moeller, E.: Handbuch der Konstruktionswerkstoffe; Carl Hanser Verlag, München (2008), ISBN 978-3-446-40170-9
Murakami, Y.: Material defects as the basis of fatigue design, Int. J. of Fatigue 40 (2012), 2–10
Prahl, U.; Erisir, E.; Rudnizki, J.; Konovalov, S.; Bleck, W.: Mikrolegierte Einsatzstähle für die Hochtemperatur-Aufkohlung in Experiment und Simulation, 49. Arbeitstagung „Zahnrad- und Getriebeuntersuchungen“ des WZL, 23.-24.04.08, Aachen, Germany
Schmitz, G. J.; Prahl, U.: Towards a virtual platform for materials pro-cessing, JOM 61 (2009) 5, 19
Schmitz, G.J.; Prahl, U. (eds.): Integrative Computational Materials Engineering—Concepts and Application of a Modular Simulation Platform, Wiley-VCH (2012), ISBN: 978-3-527-33081-2
Schuh, G.; Klocke, F.; Brecher, C.; Schmidt, R. (Hrsg.): Excellence in Production; Apprimus Verlag, Aachen (2007), ISBN 978-3-940565-00-6
Song, W.; von Appen, J.; Choi, P.; Dronskowski, R.; Raabe, D.; Bleck W.: Atomic-scale investigation of ε and θ precipitates in bainite in 100Cr6 bearing steel by atom probe tomography and ab initio calculations, Acta Materialia 61 (2013a), 7582–7590
Song, W.; Rong, J.; Prahl, U.; Bleck, W.: Modelling of bainitic transformation kinetics under continuous cooling in forging steel 30MnCrB, 7th Int. Conf. on Physical and Numerical Simulation of Materials Processing, 16.-19.6.2013b, Oulu, Finland
Steinbach, I.: Phase-field models in materials science, Modelling and Simulation in Materials Science and Engineering; IOP PUBLISHING LTD, 17, 073001–31, (2009)
Takahashi, M.; Bhadeshia, H. K. D. H.: Mater. Sci. Tech., 1995, Vol. 11, pp. 874–881
Theiry, D.; Bettinger, R. et al., Aluminiumfreier Wälzlagerstahl, Stahl und Eisen 117 (1997) 8, 79–89
v. Appen, J. et al.: SFB 761—Stahl—ab initio; Quantenmechanisch geführtes Design neuer Eisenbasiswerkstoffe; Jahresmagazin Ingenieurwissenschaften (2009), 132–134
Wang, J.; Van der Wolk, P.J,; Van der Zwaag, S.: Journal of Materials Science 35, 2000, pp. 4393–4404
Zhang, L.; Thomas, B. G.: State of the art in evaluation and control of steel cleanliness, ISIJ International 43 (2003) 3, 271–291
Acknowledgments
The presented work is based on results that have been funded within various public projects. In detail the authors acknowledge the financial support within the following projects
• “Integrative Production Technologies in High Wage Countries” (DFG—Cluster of Excellence)
• “Steel ab initio” (DFG—Collaborative Research Center SFB 761)
• “New Steels and optimized Process Chain for high strength steels in forged structural components“ (AVIF A 228)
• “Efficient process chains and new high strength (bainitic) steels for flexible production of highly loaded structural components” (IFG 260 ZN)
• “DiffBain” (ICAMS)
• “Al-free, Nb-stabilised Carburizing Steel for large Gears” (AVIF A 286).
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Open Access This chapter is distributed under the terms of the Creative Commons Attribution Noncommercial License, which permits any noncommercial use, distribution, and reproduction in any medium, provided the original author(s) and source are credited.
Copyright information
© 2015 The Author(s)
About this paper
Cite this paper
Bleck, W., Prahl, U., Hirt, G., Bambach, M. (2015). Designing New Forging Steels by ICMPE. In: Brecher, C. (eds) Advances in Production Technology. Lecture Notes in Production Engineering. Springer, Cham. https://doi.org/10.1007/978-3-319-12304-2_7
Download citation
DOI: https://doi.org/10.1007/978-3-319-12304-2_7
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-319-12303-5
Online ISBN: 978-3-319-12304-2
eBook Packages: EngineeringEngineering (R0)